Laissez les piles de pelliculage de Sino renforcer votre projet !
Pour accélérer votre projet, vous pouvez étiqueter les piles de laminage avec des détails tels que tolérance, matériel, finition de la surface, la nécessité ou non d'une isolation oxydée, quantitéet bien d'autres choses encore.
Comment détecter les courts-circuits entre les tôles de l'stator d'un moteur et dans les empilements de fer d'un transformateur
Un court-circuit de stratification est un chemin électrique involontaire entre deux couches adjacentes tôles d'acier électriques. Ce phénomène permet aux courants de Foucault de se propager à travers les tôles au lieu de rester confinés à l'intérieur de chacune d'elles, ce qui peut augmenter les pertes dans le noyau, créer des points chauds locaux et réduire le rendement des stators de moteurs, des noyaux de transformateurs et d'autres empilements de tôles d'acier au silicium.
C'est la définition propre.
Le problème, c'est qu'un court-circuit n'est pas toujours facile à détecter. Il peut se manifester au départ sous la forme d'une bavure sur le bord d'une fente, d'un revêtement écrasé sous la pression de l'empilement, ou encore d'une petite particule conductrice coincée entre deux feuilles. L'empilement peut passer une inspection, puis présenter un défaut après le soudage, le collage, l'usinage ou la compression finale.
Le contrôle doit donc s'inscrire tout au long du processus, et pas seulement porter sur la pièce finie.
Table des matières
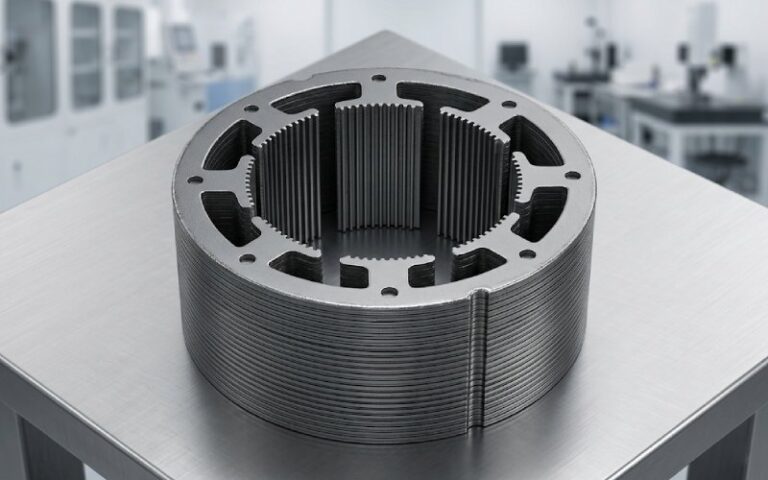
Qu'est-ce qu'un défaut de laminage dans un empilement d'acier au silicium ?
Un noyau stratifié est constitué de fines tôles d'acier magnétique. Chaque tôle est recouverte d'un revêtement isolant destiné à limiter la circulation du courant entre les couches. Le noyau doit servir de circuit magnétique, et non de bloc conducteur monobloc.
Un court-circuit de laminage se produit lorsque cette isolation est contournée.
Il peut ne relier que deux tôles. Il peut également relier une section plus large par le biais d’une bavure, d’une soudure, d’un rivet, d’une pince, d’un verrouillage, d’une trace d’usinage ou d’un bord corrodé. Les cas les plus graves sont ceux qui créent un circuit de circulation de courant. Ce circuit génère de la chaleur. Parfois au niveau d'une dent. Parfois près du fer arrière. Parfois au niveau d'un coin de fente où l'isolation de l'enroulement est déjà soumise à des contraintes.
Toutes les zones de faible résistance n'endommagent pas nécessairement le noyau. Certaines sont petites et isolées. Mais un point chaud récurrent, c'est une autre histoire. Considérez-le comme un défaut jusqu'à preuve du contraire.
Pourquoi les shorts de laminage se produisent-ils ?
La plupart des courts-circuits sur les circuits imprimés sont dus au processus de fabrication. Ils n'ont généralement rien de mystérieux une fois que l'on remonte à l'origine du composant.
Cause
Que se passe-t-il concrètement ?
Emplacement commun
Ce qu'il faut vérifier en premier
Bavures de poinçonnage ou d'estampage
La partie métallique en relief traverse le revêtement et entre en contact avec la tôle suivante
Arêtes de rainure, pointes de dent, diamètre intérieur, diamètre extérieur
Hauteur de la bavure, sens de la bavure, jeu de la matrice
Pression excessive dans la colonne
Le revêtement est écrasé ou déplacé sous l'effet de la charge
Zones de serrage, zones d'ajustement serré, dispositifs de verrouillage
Force de pression, planéité, variation de la hauteur de la pile
Soudage ou assemblage thermique
La chaleur brûle le revêtement ou crée un pont thermique
Cordons de soudure, languettes, diamètre extérieur
Profondeur de soudure, apport de chaleur, angle de défaut récurrent
Usinage après empilage
Des traces métalliques traversent les lignes de laminage
Alésage, diamètre extérieur, rainure de clavette, ouvertures de fente
Usure des outils, traces de meulage, poussière métallique
Contamination conductrice
Les copeaux, la poussière, les résidus de liquide de refroidissement ou les dépôts de carbone sont à l'origine des fuites
Faces, arêtes, fonds de rainures
Nettoyage, séchage, contrôles de manipulation
Corrosion
La rouille et les dommages au niveau des bords nuisent à l'isolation et à la pression de contact
Bords coupés, piles stockées
Humidité de stockage, conditionnement, état des bords
Défauts de revêtement
L'isolation de surface est insuffisante avant l'empilage
Sur toute la surface de la feuille ou sur des zones spécifiques au lot
Données d'essais de revêtement, historique des lots des fournisseurs
Gestion des dommages
Les rayures ou les bosses laissent apparaître l'acier de base
Angles, trous de repérage, faces aléatoires
Plateaux de transport, dispositifs de fixation, manipulation par l'opérateur
Un court-circuit détecté lors du test final peut avoir pris naissance bien plus tôt. C'est pourquoi une analyse approfondie des causes profondes consiste à se demander : ce court-circuit est-il apparu après la découpe, après l'empilage, après l'assemblage ou après l'usinage ?
Premiers signes de court-circuit au niveau de la stratification
Un empilement de lamelles court-circuité laisse souvent des indices avant que le noyau ne tombe en panne.
Recherchez :
Courant à vide plus élevé que prévu
Perte anormale du noyau lors d'un essai magnétique
Élévation locale de la température pendant l'excitation
Traces de brûlure récurrentes ou décoloration
Faibles valeurs de résistance interlaminaire
Bavures alignées dans le sens d'empilage
Taches métalliques le long des lignes de laminage
Valeurs de résistance qui diminuent après compression
Défauts se répétant à la même position angulaire
Un indice ne suffit pas. Mais quand il y en a deux ou trois, ça vaut le coup de s'arrêter.
Comment détecter les courts-circuits de laminage dans une pile
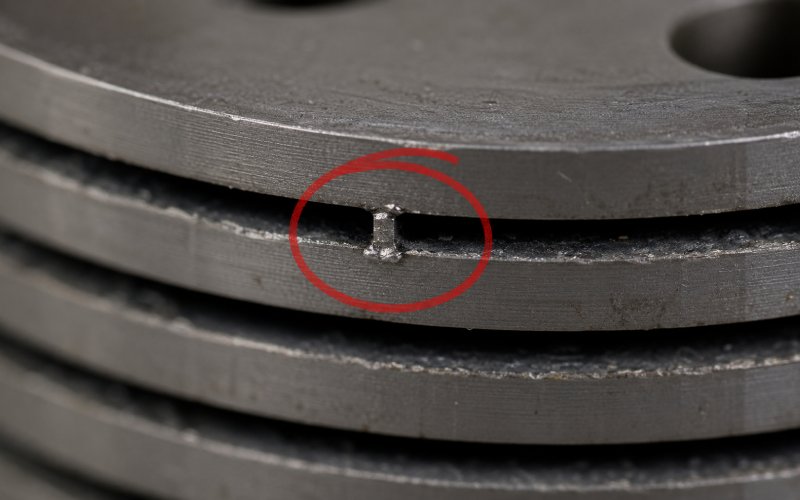
1. Commencez par l'inspection visuelle et l'inspection des bords
L'inspection visuelle est une méthode simple, mais elle permet tout de même de détecter de réels problèmes.
Utilisez un éclairage oblique et un grossissement. Une inspection de face masque les bavures. Un éclairage latéral met davantage en évidence les reliefs métalliques, les rayures, les traces, la rouille et les dommages au revêtement.
Faites particulièrement attention à :
Ouvertures de fentes
Conseils pour les dents
Bords du diamètre intérieur
Zones de soudure du diamètre extérieur
Points d'interverrouillage
Zones de rivetage ou de serrage
Surfaces usinées
Ne vous fiez pas aveuglément à un assemblage qui semble en bon état. De nombreux courts-circuits dépendent de la pression. La pièce peut sembler en bon état à l'état non comprimé, mais présenter un défaut après compression.
2. Mesurer la hauteur et la direction des bavures
Les bavures constituent l'une des causes les plus courantes de courts-circuits au niveau des lamelles du stator des moteurs et de courts-circuits au niveau des bords du noyau des transformateurs.
La hauteur de la fraise est importante. Le sens de rotation l'est également.
Une bavure dirigée vers la feuille suivante peut percer le revêtement lors de l'empilage. Si toutes les couches sont orientées dans le même sens, les bavures peuvent former un chemin conducteur répété à travers la pile. C'est pourquoi l'inspection des bavures doit être liée à l'entretien de la matrice, au cycle d'affûtage, à l'épaisseur du matériau et à l'orientation de l'empilage.
Une bonne habitude à adopter en production : consigner les données relatives aux bavures par poste d'outillage, et pas seulement par lot. Les défauts sont souvent liés à l'outillage.
3. Mesure de l'isolation de surface et de la résistance interlaminaire
Il existe deux vérifications liées entre elles, qu'il ne faut pas confondre.
Contrôle de la résistivité d'isolement de surface, souvent associée à la méthode d'essai Franklin, permet d'évaluer le revêtement de surface de bandes individuelles ou de découpes dans des conditions de tension et de pression définies. Elle est utile pour le contrôle des matériaux à leur réception et pour le contrôle qualité du revêtement.
Essais de résistance interlaminaire vérifie la résistance entre des surfaces revêtues adjacentes. Cela se rapproche davantage de la question posée : le courant peut-il passer d'une couche à la suivante ?
Pour le contrôle de la production, effectuez les essais dans des conditions reproductibles :
Même pression de contact
Même géométrie de sonde
Méthode de la tension ou du courant identique
Même état de la surface
Même plage de températures
Même lieu de prélèvement
Un chiffre aléatoire n'a qu'une valeur limitée. Une tendance, en revanche, a de la valeur. Si les mesures baissent après une mise sous pression, il se peut que le système d'isolation ne présente des défaillances qu'une fois assemblé.
4. N'utilisez un mégohmmètre que pour l'usage auquel il est destiné
Un mégohmmètre est utile, mais pas comme outil principal pour détecter les courts-circuits entre couches.
Il est plus adapté aux contrôles d'isolation généraux, tels que les contrôles entre le noyau et le châssis, entre l'enroulement et la terre, ou encore les contrôles des composants isolés. Il permet de détecter les chemins de fuite importants. Il ne permet toutefois pas de vérifier que l'isolation interlaminaire est intacte sur l'ensemble d'un empilement.
Ce point est important. Un empilement peut passer avec succès un test au mégohmmètre tout en présentant des lamelles court-circuitées localement qui génèrent de la chaleur sous excitation magnétique.
Utilisez-le. Mais ne le laissez pas prendre la décision finale.
5. Effectuer des essais de perte magnétique
Les essais de pertes dans le noyau permettent de mesurer la puissance consommée par celui-ci dans des conditions magnétiques contrôlées. Si un empilement de tôles comporte des chemins de court-circuit, les pertes dans le noyau peuvent augmenter, car les courants de Foucault disposent alors de plus d'espace pour circuler.
Ce test est utile pour :
Ensembles de stator de moteur finis
Ensembles de noyaux de transformateurs
Comparaison par lots
Validation du prototype
Approbation des modifications de processus
Vérification des retouches
Les tests de pertes dans le noyau indiquent que la pile gaspille de l'énergie. Ils ne permettent toutefois pas de localiser précisément le court-circuit. Pour cela, il convient de les associer à une inspection thermique ou à un balayage magnétique localisé.
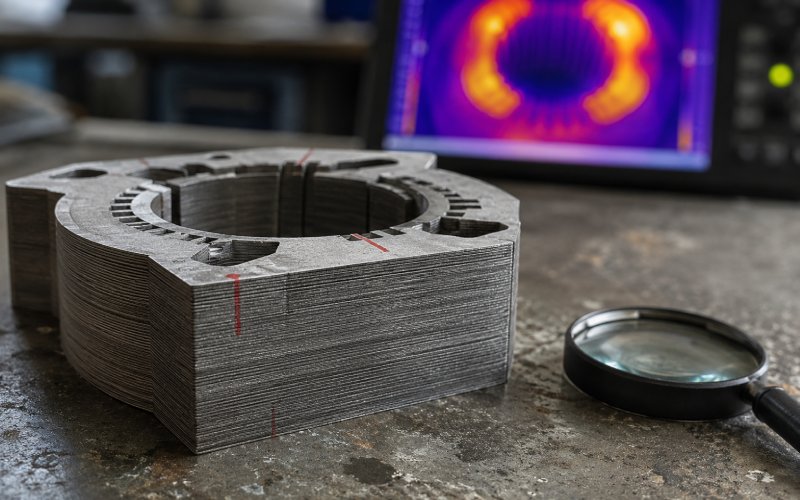
6. Utilisation de l'imagerie thermique lors d'une excitation contrôlée
L'imagerie thermique est utile car les courts-circuits de laminage se manifestent souvent sous la forme de points chauds localisés.
Le noyau est excité dans des conditions contrôlées, puis inspecté afin de détecter toute élévation anormale de température. La zone défectueuse se réchauffe généralement plus rapidement que l'acier environnant et réapparaît au même endroit lorsque l'essai est répété.
Méfiez-vous des mesures erronées. L'huile, la peinture, les courants d'air, le métal brillant, le ruban adhésif et l'angle de prise de vue peuvent fausser les résultats thermiques. Un véritable défaut doit se reproduire systématiquement. Il doit s'amplifier avec l'excitation. Il ne doit pas disparaître simplement parce que la caméra a bougé.
7. Utilisation des essais ELCID pour les grands noyaux de stator
Pour les noyaux de stator de grands moteurs et générateurs, la détection des imperfections électromagnétiques des noyaux (souvent abrégée en ELCID) est utilisée pour repérer les défauts d'isolation interlaminaires à de faibles niveaux de flux.
L'avantage est simple : cette méthode permet de détecter les zones suspectes sans avoir à soumettre le cœur à un essai de chauffage complet. Elle s'avère utile lorsque la réalisation d'un essai à flux complet s'avère difficile, coûteuse ou risquée.
Il n’en reste pas moins que l’interprétation doit être effectuée avec prudence. La géométrie de la fente, la configuration de l’essai, l’état du cœur et la technique de l’opérateur ont tous une incidence sur les résultats. L’ELCID est un outil de localisation très performant. Il doit être associé à un jugement d’inspection et ne pas être considéré comme un simple bouton « réussi/échoué » automatique.
8. Effectuer un test de boucle centrale lorsqu'une validation « Full-Flux » est nécessaire
Un essai de boucle du noyau, également appelé « essai de boucle » ou « essai à flux total du noyau », permet de magnétiser le noyau dans des conditions proches de celles de fonctionnement et de détecter tout échauffement ou perte anormal.
Cette méthode est souvent utilisée pour les grands noyaux de stator, les machines rebobinées, la vérification des réparations ou les équipements à haut risque. Elle nécessite davantage de puissance, un temps de mise en place plus long et des contrôles de sécurité plus stricts que les méthodes à faible flux.
Utilisez-le lorsque la question n’est pas simplement “ y a-t-il un défaut ? ”, mais “ ce noyau va-t-il chauffer sous une charge magnétique réelle ? ”
Comparaison des méthodes de détection
Méthode
Meilleure utilisation
Ce qu'il fait bien
Principale limitation
Inspection visuelle
Dépistage rapide
Bavures, traces de graisse, rouille, dommages dus à la manutention
Pannes cachées et liées à la pression
Mesure des bavures
Laminés estampés
Usure des outils et risque lié aux arêtes
Ne confirme pas la présence d'un contact électrique
Essai de surface de type Franklin
Feuilles individuelles ou découpes
Qualité de la surface du revêtement
Ce n'est pas un test de pile terminée
Essai de résistance interlaminaire
Surfaces revêtues adjacentes
Faiblesse de l'isolation entre les couches
Configuration de la sensibilité à la pression et au contact
Contrôle au mégohmmètre
Parcours d'isolation bruts
Défauts entre le conducteur central et le châssis ou à la terre
Faiblesse des actions locales du secteur du laminage
Test de perte de noyau
Piles finies
Pertes magnétiques excessives
Il se peut que le défaut ne soit pas localisé
Imagerie thermique
Noyaux sous tension
Lieux incontournables de la région
Nécessite une excitation contrôlée
Test ELCID
Grands noyaux de stator
Localisation des défauts à faible flux
Nécessite l'intervention d'un interprète qualifié
Test de boucle centrale
Noyaux volumineux ou critiques
Chauffage dans des conditions de flux élevé
Nécessite une configuration complexe
Comment distinguer les véritables coupures des bruits de test
Il arrive qu'il y ait de fausses alarmes. Un mauvais contact de la sonde peut ressembler à un dysfonctionnement. La poussière va et vient. L'humidité fausse les mesures. Les appareils peuvent vous induire en erreur.
Un vrai short laminé présente généralement un motif :
Cela se reproduit au même endroit.
Il reste en place après le repositionnement de la sonde.
Cela est lié à la présence de bavures, de traces de graisse, de soudures, de rouille ou de zones écrasées.
Il génère un échauffement local lorsqu'il est excité.
Cela augmente la perte dans le noyau mesurée.
Il apparaît à l'issue d'une étape spécifique du processus.
Il tourne avec la pile, et non avec le dispositif de fixation.
Ce dernier point est facile à oublier. Notez l'orientation de la pile avant de procéder au test. Si le défaut suit la pièce, c'est qu'il provient de celle-ci. S'il reste au niveau du banc d'essai, réparez ce dernier.
Comment éviter les courts-circuits de laminage
Le dépistage est utile. La prévention coûte moins cher.
Maîtrisez les points clés suivants du processus :
Veillez à maintenir le jeu entre la matrice et le poinçon ainsi que le tranchant du poinçon.
Définissez les limites de hauteur des dents en fonction de la géométrie de la pièce, et non par habitude.
Contrôler la direction des bavures pendant l'empilage.
Nettoyez les lamelles avant de les empiler.
Veillez à maintenir la pression d'empilement dans une plage validée.
Évitez de frotter la surface après le montage.
Contrôler la profondeur de soudure et l'apport de chaleur.
Veillez à ne pas endommager le revêtement lors de la manipulation.
Conservez les laminés dans un endroit sec et propre.
Effectuez le test après l'étape du processus la plus susceptible de provoquer le défaut.
Un bon empilement est généralement le fruit d'une discipline rigoureuse. Des outils bien affûtés. Des pièces propres. Une pression connue. Une isolation vérifiée. Aucune approximation en cours de route.
Comment réaliser un audit chez un fournisseur de couches de laminage afin de prévenir les courts-circuits
Pour les équipes chargées des achats, la vraie question n’est pas de savoir si “ ce fournisseur est capable d’emboutir de l’acier ”. Beaucoup en sont capables.
La meilleure question est la suivante : Peuvent-ils prouver que la pile conservera son isolation interlaminaire après la découpe, l'empilage, l'assemblage et le contrôle final ?
Posez les questions suivantes dans votre appel d'offres :
Question d'audit
Pourquoi c'est important
Quelle est la hauteur maximale des bavures prévue pour cette géométrie de laminage ?
Les limites génériques des bavures peuvent ne pas protéger les dents étroites ou les bords des fentes.
Comment contrôle-t-on l'orientation des bavures lors de l'empilage ?
Les bavures alignées peuvent créer des trajectoires courtes et répétitives.
Quels sont les types de revêtement disponibles et quelles sont les données d'essai d'isolation disponibles ?
Il convient de vérifier les performances du revêtement avant l'assemblage.
Des essais d'isolation de surface ou de résistance interlaminaire sont-ils effectués ?
Cela permet de vérifier si l'isolation a bien été mesurée, et non pas simplement supposée.
Les essais de perte magnétique sont-ils disponibles pour les empilements finis ?
Le résultat final importe davantage que l'approbation d'une simple feuille.
Comment valide-t-on les effets de soudage, de collage ou d'emboîtement ?
La jointure peut générer des enregistrements partiels une fois que les tests précédents ont été réussis.
L'usinage de finition est-il contrôlé de manière à éviter la formation de traces de métal ?
L'usinage peut relier les couches au niveau de l'alésage ou du diamètre extérieur.
Les rapports d'inspection sont-ils traçables par lot et par étape du processus ?
La traçabilité permet d'identifier la cause première en cas de défaillance.
On a plus de facilité à faire confiance à un fournisseur capable d'y répondre clairement. Un fournisseur qui se contente de dire “ nous avons un service de contrôle qualité ” vous demande de prendre le risque.
Peut-on réparer un short laminé ?
Parfois.
Les courts-circuits mineurs aux bords peuvent être éliminés par un ébavurage contrôlé, un nettoyage minutieux, une réparation locale de l’isolation ou encore en isolant à nouveau les zones concernées après les avoir séparées. Dans les grands noyaux de stator, la réparation locale peut impliquer la suppression des ponts conducteurs, le nettoyage des zones endommagées, la mise en place d’une isolation adaptée et la réalisation de nouveaux essais.
Les défauts graves sont d'un autre ordre. Un revêtement brûlé, des dommages profonds au niveau de la soudure, une forte corrosion ou des traces d'usinage s'étendant sur plusieurs couches peuvent nécessiter un réempilement ou un remplacement.
La réparation n'est pas terminée lorsque la marque disparaît. Elle n'est terminée que lorsque les tests de résistance, de pertes dans le noyau, de comportement thermique ou de défauts magnétiques confirment que le défaut a disparu.
FAQ
Qu'est-ce qu'un défaut de laminage ?
Un court-circuit entre lamelles est une connexion électrique involontaire entre des lamelles d'acier adjacentes dans un noyau magnétique. Il contourne la couche isolante et peut augmenter les pertes par courants de Foucault.
Quelles sont les causes des courts-circuits dans les stators de moteurs ?
Parmi les causes courantes, on peut citer les bavures de poinçonnage, une pression excessive au niveau de la pile, la chaleur générée par le soudage, les résidus d'usinage, la poussière conductrice, la corrosion et les dommages causés au revêtement lors de la manutention.
Les courts-circuits de laminage sont-ils identiques aux courts-circuits d'enroulement ?
Non. Un court-circuit entre les lamelles se produit au niveau du noyau en acier. Un court-circuit dans l'enroulement se produit au niveau de l'enroulement en cuivre ou en aluminium. Un court-circuit entre les lamelles peut générer de la chaleur susceptible d'endommager par la suite l'isolation de l'enroulement, mais il s'agit de défauts différents.
Est-il possible qu'un stator de moteur passe avec succès un test au mégohmmètre tout en présentant des courts-circuits entre les lamelles ?
Oui. Un mégohmmètre permet de détecter les défauts d'isolation majeurs, mais cela ne suffit pas pour vérifier l'état de l'isolation interlaminaire. Il peut encore être nécessaire de recourir à des essais de pertes dans le noyau, à l'imagerie thermique, à des essais ELCID ou à des mesures de résistance interlaminaire.
Quel est le meilleur test pour détecter un court-circuit au niveau des lamelles du stator ?
Pour les tôles individuelles, recourir à des contrôles de revêtement et de résistance interlaminaire. Pour les piles finies, recourir à des essais de perte dans le noyau et à des essais thermiques. Pour les grands noyaux de stator, les essais ELCID et les essais de boucle de noyau constituent des options courantes.
Quelle est la différence entre l'ELCID et le test de boucle centrale ?
L'ELCID est une méthode à faible flux utilisée pour localiser les imperfections dans les noyaux. Un essai par boucle de noyau utilise une excitation magnétique plus élevée afin d'évaluer l'échauffement et les pertes dans des conditions plus proches de celles de fonctionnement.
Les bavures peuvent-elles vraiment provoquer des points chauds dans le noyau ?
Oui. Une bavure peut percer la couche isolante et mettre en contact des lamelles adjacentes. Si elle s'intègre dans un circuit de courant de circulation, elle peut provoquer un échauffement localisé.
Comment éviter les courts-circuits de laminage ?
Maîtrisez les bavures, les dommages causés au revêtement, la pression d'empilage, la chaleur générée lors de l'assemblage, la contamination, la corrosion et l'usinage post-empilage. Effectuez des contrôles à plusieurs étapes du processus, et pas uniquement lors de l'inspection finale.
Dernier point à retenir
Un court-circuit de laminage n'est pas simplement un petit défaut électrique. C'est un signal de processus.
Cela vous donne des informations sur la découpe, le revêtement, l'empilage, la pression, l'assemblage, l'usinage, le nettoyage ou le stockage. Parfois plusieurs de ces aspects à la fois.
Le plan de contrôle le plus rigoureux prévoit la vérification de l'empilement avant la mise en pile, de la pile après compression, ainsi que du noyau fini sous excitation magnétique. C'est ainsi que les fabricants de stators de moteurs et de noyaux de transformateurs réduisent les points chauds, diminuent les pertes dans le noyau et évitent les défaillances qui n'apparaissent que trop tard.
Vous avez besoin de paquets de laminage de précision avec des bavures contrôlées, des performances d'isolation vérifiées et un contrôle des pertes dans le noyau ? Envoyez-nous le plan, la nuance du matériau, la hauteur du paquet, la méthode d'assemblage et les exigences d'essai afin que nous puissions procéder à une étude technique.
Partagez votre amour
Charlie
Cheney est un ingénieur d'application principal dévoué à Sino, avec une grande passion pour la fabrication de précision. Il est titulaire d'une formation en ingénierie mécanique et possède une vaste expérience pratique de la fabrication. Chez Sino, Cheney se concentre sur l'optimisation des processus de fabrication des piles de laminage et sur l'application de techniques innovantes pour obtenir des produits de haute qualité.
Brochure sur les nouveaux produits
Veuillez saisir votre adresse électronique ci-dessous et nous vous enverrons la dernière brochure !
Laissez les piles de pelliculage de Sino renforcer votre projet !
Pour accélérer votre projet, vous pouvez étiqueter les piles de laminage avec des détails tels que tolérance, matériel, finition de la surface, la nécessité ou non d'une isolation oxydée, quantitéet bien d'autres choses encore.