Sinoのラミネーションスタックにお任せください!
プロジェクトをスピードアップするために、ラミネーションスタックに以下のような詳細なラベルを付けることができます。 寛容, 材料, 表面仕上げ, 酸化絶縁が必要かどうか, 数量などなど。
ラミネーション・ショートとは、隣接する 電気鋼板. これにより、渦電流が各シート内に閉じ込められるのではなく、シート全体に広がることになります。その結果、コア損失が増加し、局所的な高温箇所が生じ、モーターの固定子、変圧器のコア、その他の珪素鋼積層体などの効率が低下する可能性があります。.
それがクリーンな定義だ。.
厄介なのは、短絡が必ずしも一目瞭然とは限らないという点です。最初はスロットの縁にできたバリから始まるかもしれません。あるいは、積層圧力によってコーティングが押しつぶされた状態かもしれません。あるいは、2枚のシートの間に挟まった小さな導電性粒子かもしれません。積層体は、ある検査では合格しても、溶接、接着、機械加工、あるいは最終圧縮の後に不合格となる場合があります。.
したがって、検査は完成品だけでなく、その製造工程全体を対象に行わなければならない。.
積層コアは、薄い電磁鋼板から構成されています。各鋼板には、層間の電流の流れを制限するための絶縁コーティングが施されています。このコアは、単一の導電性ブロックとしてではなく、磁気経路として機能する必要があります。.
その絶縁体がバイパスされると、ラミネーション短絡が発生します。.
2枚のシートを接続するだけの場合もある。また、バリ、溶接部、リベット、クランプ、噛み合わせ部、機械加工によるスミア、あるいは腐食したエッジを介して、より広い範囲を橋渡しすることもある。深刻なケースは、循環電流経路が生じる場合である。その経路は熱を発生させる。 時には1つの歯の中で、時にはバックアイアンの近くで、また時には巻線絶縁体がすでに応力を受けているスロットの角で発生することもあります。.
低抵抗の箇所がすべてコアを破壊するわけではありません。中には小さく、孤立しているものもあります。しかし、繰り返し発生するホットスポットは別です。反証されるまでは、これを故障とみなしてください。.
ラミネーションによるショートの大半は、製造工程で発生するものです。部品の履歴をたどれば、その原因が謎に包まれていることはほとんどありません。.
| 原因 | 物理的には何が起こるのか | 一般的な場所 | 最初に確認すべきこと |
|---|---|---|---|
| パンチングまたはスタンピングによるバリ | 隆起した金属部分がコーティングを貫通し、次のシートに接触する | スロットエッジ、歯先、内径、外径 | バリの高さ、バリの方向、金型のクリアランス |
| スタック圧の過大 | 被覆材は、荷重がかかると押しつぶされたり、変位したりする | クランプゾーン、圧入部、インターロック | プレス力、平坦度、積層高さのばらつき |
| 溶接または熱接合 | 熱によってコーティングが焼損したり、導電ブリッジが形成されたりする | 溶接ビード、タブ、外径 | 溶接深さ、入熱量、繰り返し欠陥角度 |
| 積層後の加工 | 金属のスミアが積層ラインを横切っている | 穴径、外径、キー溝、スロットの開口部 | 工具の摩耗、研削痕、金属粉 |
| 導電性汚染 | 削りくず、ほこり、切削液の残留物、またはカーボンが漏れの原因となる | 面、エッジ、スロットの底面 | 洗浄、乾燥、取り扱いに関する注意事項 |
| 腐食 | 錆やエッジ部の損傷は、絶縁性能や接触圧に影響を及ぼす | 切断面、積み重ねて保管されたもの | 保管時の湿度、梱包、エッジの状態 |
| コーティングの欠陥 | 積み重ねる前の表面断熱性は弱い | シート全体またはロットごとの特定領域 | コーティング試験データ、サプライヤーのロット履歴 |
| 損傷への対応 | 傷やへこみがあると、下地の鋼材が露出してしまう | 角、位置決め穴、不規則な面 | 搬送トレイ、治具、作業員による取り扱い |
最終検査で発見された短絡は、はるか以前に発生していた可能性があります。そのため、適切な根本原因の調査では、「短絡は切断後、積層後、接合後、それとも機械加工後に発生したのか」という点を確認する必要があります。
積層スタックの短絡は、コアが故障する前に、しばしば兆候が現れるものです。.
次の点にご注目ください:
手がかりが一つだけでは不十分だ。二つ、あるいは三つが揃えば、立ち止まって確認する価値がある。.
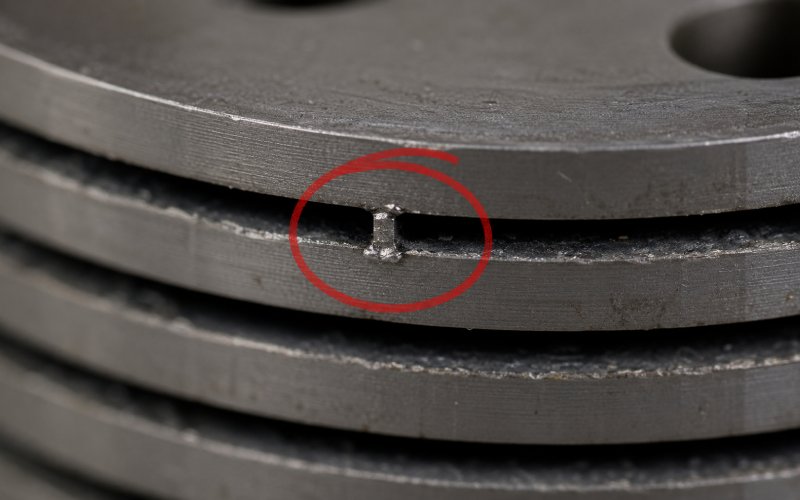
目視検査は基本的な方法ですが、それでも実際の問題を発見することができます。.
斜めからの光と拡大鏡を活用しましょう。正面からの検査ではバリが見えにくくなります。横から光を当てることで、金属の隆起、傷、汚れ、錆、コーティングの損傷などがより鮮明に確認できます。.
特に注意すべき点は以下の通りです:
見た目がきれいな積層を過信してはいけません。多くのショートは圧力に依存しています。部品は緩んだ状態では問題ないように見えても、圧縮後に故障することがあります。.
バリは、モーターの固定子積層板の短絡や変圧器の鉄心端部の短絡を引き起こす最も一般的な原因の一つです。.
バーの高さは重要です。方向も重要です。.
次のシートに向かって突き出ているバリは、積層時にコーティングを貫通する恐れがあります。すべての積層が同じ向きになっている場合、バリによって積層体全体に繰り返し現れる導電経路が形成される可能性があります。そのため、バリの検査は、ダイのメンテナンス、研ぎのサイクル、材料の厚さ、および積層方向と連動させる必要があります。.
生産における役立つ習慣:バッチごとだけでなく、工具ステーションごとにバリのデータを記録すること。不具合はしばしば工具の変更に伴って発生する。.
これに関連するチェックが2つありますが、これらを混同しないようにしてください。.
表面絶縁抵抗率試験, 、しばしばフランクリン試験法と関連付けられるこの試験法は、所定の電圧および圧力条件下で、単一のストリップやパンチングの表面コーティングを評価するものである。これは、入荷材料の検査やコーティングの品質管理に有用である。.
層間抵抗試験 隣接する被覆面間の抵抗を測定します。これは、実際の質問である「電流が1つの積層体から次の積層体へと流れることができるか」という内容により近いものです。
生産管理のため、再現性のある条件下で試験を行ってください:
ランダムな数値には限られた価値しかありません。傾向には価値があります。加圧後に測定値が低下する場合、断熱システムは組み立て状態でのみ機能不全を起こしている可能性があります。.

メガオームメーターは便利ですが、積層間短絡の主要な検出手段としては適していません。.
この装置は、コアとフレーム間、巻線と接地間、あるいは絶縁部品などの大まかな絶縁チェックに適しています。大きな漏れ経路を検出することができます。ただし、スタック全体にわたって層間絶縁が健全であることを証明することはできません。.
この点は重要です。スタックはメガオームメーターによる検査に合格していても、局所的に積層板が短絡しており、磁気励磁下で発熱を引き起こす可能性があります。.
活用しましょう。ただ、最終的な判断をそれに委ねてはいけません。.
コア損失試験は、制御された磁気条件下でコアがどれだけの電力を消費するかを測定するものです。積層体に短絡経路があると、渦電流が循環する余地が増えるため、コア損失が増加する可能性があります。.
このテストは、次のような場合に役立ちます:
コア損失試験では、スタックでエネルギーが無駄になっていることがわかります。ただし、短絡がどこにあるかを正確に特定できるとは限りません。そのためには、熱検査や局所的な磁気スキャンと組み合わせて実施してください。.
ラミネーションの短絡は、局所的な高温箇所として現れることが多いため、サーモグラフィによる検査は実用的です。.
コアを制御された条件下で励起し、その後、異常な温度上昇がないかスキャンします。通常、欠陥のある部分は周囲の鋼材よりも速く加熱され、試験を繰り返しても同じ場所に現れます。.
誤った測定結果には注意してください。油、塗料、気流、光沢のある金属、テープ、およびカメラの角度によって、熱画像の結果が歪むことがあります。真の不具合であれば、そのパターンは繰り返し現れるはずです。また、刺激を与えるとそのパターンは大きくなるはずです。カメラが動いたからといって、そのパターンが消えてしまうことはありません。.
大型のモーターや発電機の固定子コアについては、低磁束レベルにおける層間絶縁不良を検出するために、ELCID(電磁コア欠陥検出)と呼ばれる手法が用いられる。.
その利点は単純明快です。コアを完全な加熱試験にかけることなく、不審な箇所を検出できるからです。これは、フルフラックス試験の実施が困難、費用がかさむ、あるいはリスクが高い場合に有用です。.
とはいえ、解釈には注意が必要です。スロットの形状、試験設定、コアの状態、および作業者の技術が測定値に影響を与えます。ELCIDは位置特定ツールとして優れています。これを単なる自動的な合否判定ツールとして扱うのではなく、検査上の判断と併せて活用すべきです。.
コア・ループ試験(ループ試験またはフルフラックス・コア試験とも呼ばれる)は、コアを実使用条件に近い状態で磁化させ、異常な発熱や損失がないかを確認する試験である。.
これは、大型の固定子コア、巻線交換済みの機械、修理後の検証、あるいは重大な影響を及ぼす可能性のある機器などに頻繁に使用されます。低磁束法に比べ、より多くの電力、セットアップ時間、および安全制御が必要となります。.
「欠陥はあるか?」というだけでなく、「実際の磁気負荷がかかった際に、このコアは発熱するのか?」という疑問がある場合に、これを使用してください。“
| 方法 | ベストユース | 得意な点 | 主な制限 |
|---|---|---|---|
| 目視検査 | 迅速なスクリーニング | バリ、汚れ、錆、取り扱いによる損傷 | 隠れたミスや圧力に依存するショート |
| バーの測定 | スタンプ・ラミネーション | 工具の摩耗と刃先のリスク | 電気的接触が確認されない |
| フランクリン型表面試験 | 単枚シートまたはパンチング | コーティング表面の品質 | スタックが完成していないテスト |
| 層間抵抗試験 | 隣接するコーティング面 | 層間の絶縁強度不足 | 圧力および接触設定に敏感 |
| メガオームメーターによる点検 | 断熱経路の総長さ | コアとフレーム間の短絡、または接地短絡 | ローカルラミネーションのショートに弱い |
| コアロス試験 | 積み上げが完了した | 過剰な磁気損失 | 不具合の原因を特定できない場合があります |
| 熱画像 | エネルギーを供給されたコア | 地元の人気スポット | 制御された励起が必要 |
| ELCIDテスト | 大型の固定子コア | 低磁束による故障箇所の特定 | 専門的な通訳が必要 |
| コアループテスト | 大規模または重要なコア | 高フラックス条件下での加熱 | セットアップに手間がかかる |
誤警報は起こり得ます。プローブの接触不良は故障のように見えます。ほこりは出たり消えたりします。湿気によって測定値が変わります。照明器具に惑わされることもあります。.
本物のラミネートショーツには、通常、次のような模様が入っています:
最後の点は忘れがちです。テストを行う前に、スタックの向きをマークしておきましょう。不具合が部品に付いてくる場合は、部品に原因があります。テストスタンドに残る場合は、テストスタンドを修理してください。.
検知は有用です。予防の方が費用対効果が高いです。.
以下の工程ポイントを管理してください:
優れたスタックは、たいてい地道な規律の賜物です。切れ味の良い工具。清潔な部品。正確に把握された圧力。確認済みの絶縁。その過程に当て推量は一切ありません。.
調達チームにとって、真の課題は「このサプライヤーは鋼材にスタンプ加工ができるか」ということではありません。多くのサプライヤーにはそれができるからです。.
より良い質問はこうだ: 切断、積層、接合、最終検査を経た後も、積層体が層間断熱性を維持し続けることを証明できるのでしょうか?
RFQでは、以下の質問を投げかけてください:
| 監査上の質問 | なぜそれが重要なのか |
|---|---|
| この積層形状では、どの程度のバリ高さが上限として設定されていますか? | 一般的なバリの許容範囲では、細い歯やスロットの縁を保護できない場合があります。. |
| 積み重ねの際、バリの方向はどのように制御されるのでしょうか? | 整列したバリは、繰り返される短い経路を形成することがあります。. |
| どのような種類のコーティングおよび絶縁試験データが利用可能ですか? | 組み立ての前に、コーティングの性能を確認する必要があります。. |
| 表面絶縁抵抗試験や層間抵抗試験は実施されていますか? | これは、断熱性能が「想定」ではなく「実測」されたものであることを示しています。. |
| 完成したスタックに対して、コア損失試験は実施可能ですか? | 「完成後の動作」は、単なる書類上の承認よりも重要である。. |
| 溶接、接着、または噛み合わせによる効果は、どのように検証されるのでしょうか? | 参加すると、以前のテストに合格した後、ショートポジションが作成されることがあります。. |
| 金属のスミアを防ぐために、最終加工は適切に管理されていますか? | 機械加工により、内径または外径において層間を接合することができます。. |
| 検査報告書は、ロットおよび工程ごとに追跡可能ですか? | トレーサビリティがあれば、障害が発生した際に根本原因を特定することが可能になります。. |
これらの質問に明確に答えられるサプライヤーの方が、信頼しやすいものです。「品質管理(QC)は行っています」とだけ言うサプライヤーは、あなたにリスクを負わせようとしているのです。.
時々ね。
軽微なエッジショートは、制御されたバリ取り、入念な洗浄、局所的な絶縁修復、あるいは影響を受けた箇所を分離して再絶縁することで除去できる場合があります。大型の固定子コアでは、局所的な修復として、導電ブリッジの除去、損傷箇所の洗浄、適切な絶縁材の挿入、および再試験が行われることがあります。.
深刻な欠陥の場合は事情が異なります。コーティングの焼け、深い溶接損傷、激しい腐食、あるいは複数の層にまたがる機械加工による擦り傷がある場合は、再積層または交換が必要になる場合があります。.
マークが消えたからといって、修理が完了したわけではありません。抵抗測定、コア損失測定、熱特性測定、あるいは磁気故障試験によって、故障が解消されたことが確認されて初めて、修理は完了したと言えます。.
積層短絡とは、磁気コア内の隣接する鋼板間に意図せず生じる電気的接続のことです。これにより絶縁被膜が迂回され、渦電流損失が増加する可能性があります。.
一般的な原因としては、パンチングバリ、過度の積層圧力、溶接熱、機械加工による汚れ、導電性粉塵、腐食、および取り扱い中のコーティング損傷などが挙げられます。.
いいえ。積層短絡は鋼鉄コアで発生します。巻線短絡は銅またはアルミニウムの巻線で発生します。積層短絡によって熱が発生し、それが後に巻線の絶縁を損傷させることはありますが、これらは異なる故障です。.
はい。メガオームメーターでは、重大な絶縁不良を検出することはできますが、層間絶縁の状態を証明するには不十分です。コア損失試験、サーモグラフィー、ELCID試験、あるいは層間抵抗試験が依然として必要となる場合があります。.
単体のシートについては、コーティング検査および層間抵抗検査を行います。完成したスタックについては、コア損失試験および熱試験を行います。大型の固定子コアについては、ELCID試験およびコアループ試験が一般的な選択肢となります。.
ELCIDは、コアの欠陥の位置を特定するために用いられる低磁束法である。コアループ試験では、より高い磁気励磁を用いて、運転条件に近い状態での発熱や損失を検査する。.
はい。バリがあると、絶縁被膜を貫通して隣接する積層板同士を短絡させてしまう可能性があります。それが循環電流経路の一部となると、局所的な発熱を引き起こす恐れがあります。.
バリ、コーティングの損傷、積層圧力、接合時の熱、汚染、腐食、および積層後の機械加工を管理する。最終検査だけでなく、複数の工程段階で試験を行う。.
ラミネーションの短絡は、単なる小さな電気的欠陥ではありません。それはプロセス上のシグナルなのです。.
そこには、切断、コーティング、積層、加圧、接合、機械加工、洗浄、あるいは保管に関する情報が記載されています。場合によっては、複数の項目が挙げられることもあります。.
最も厳格な検査計画では、積層前の積層状態、圧縮後の積層体、そして磁界印加下での完成したコアを検査します。モーターの固定子や変圧器のコアメーカーは、この方法によってホットスポットを低減し、コア損失を抑え、発見が遅れがちな故障を未然に防いでいます。.
バリの発生を制御し、絶縁性能が検証済みで、コア損失の検査も実施された高精度な積層スタックをお求めですか? 図面、材料グレード、積層高さ、接合方法、および試験要件をお送りいただければ、技術的な検討を行います。.