Lassen Sie Sino's Lamination Stacks Ihr Projekt verstärken!
Um Ihr Projekt zu beschleunigen, können Sie Lamination Stacks mit Details wie Toleranz, Material, Oberflächengüte, ob eine oxidierte Isolierung erforderlich ist oder nicht, Mengeund mehr.
Ein Laminationskurzschluss ist ein unbeabsichtigter Strompfad zwischen benachbarten Elektrostahlbleche. Dadurch können sich Wirbelströme über die Bleche ausbreiten, anstatt auf das jeweilige Blech beschränkt zu bleiben, was zu erhöhten Kernverlusten, lokalen Überhitzungsstellen und einer Verringerung des Wirkungsgrads von Motorstatoren, Transformatorenkernen und anderen Lamellenpaketen aus Siliziumstahl führen kann.
Das ist die saubere Definition.
Das Problem dabei ist: Ein Kurzschluss ist nicht immer offensichtlich. Er kann als Grate an einer Schlitzkante entstehen. Oder als zerdrückte Beschichtung unter dem Druck des Stapels. Oder als kleines leitfähiges Partikel, das zwischen zwei Blechen eingeklemmt ist. Der Stapel kann eine Prüfung bestehen, dann aber nach dem Schweißen, Kleben, Bearbeiten oder der abschließenden Pressung durchfallen.
Die Prüfung muss also dem gesamten Prozess folgen und darf sich nicht nur auf das fertige Teil beschränken.
Ein laminierter Kern besteht aus dünnen Elektroblechen. Jedes Blech ist mit einer isolierenden Beschichtung versehen, um den Stromfluss zwischen den Schichten zu begrenzen. Der Kern soll als Magnetpfad dienen und nicht als ein einziger durchgehender leitender Block.
Ein Laminationskurzschluss tritt auf, wenn diese Isolierung umgangen wird.
Es kann sich um eine Verbindung zwischen nur zwei Blechen handeln. Es kann sich aber auch um eine Brücke über einen größeren Abschnitt handeln, die durch einen Grat, eine Schweißnaht, eine Niete, eine Klemme, eine Verriegelung, einen Bearbeitungsstreifen oder eine korrodierte Kante entsteht. Besonders problematisch sind Fälle, in denen ein zirkulierender Strompfad entsteht. Dieser Pfad erzeugt Wärme. Manchmal in einem Zahn. Manchmal in der Nähe des hinteren Eisens. Manchmal an einer Schlitzecke, an der die Wicklungsisolierung bereits unter Spannung steht.
Nicht jede Stelle mit niedrigem Widerstand führt zu einem Kernbruch. Manche sind klein und isoliert. Ein wiederholt auftretender Hotspot ist jedoch etwas anderes. Behandeln Sie ihn so lange als Fehler, bis das Gegenteil bewiesen ist.
Die meisten Kurzschlüsse bei Laminaten entstehen während des Herstellungsprozesses. Wenn man die Entstehungsgeschichte des Bauteils zurückverfolgt, sind sie meist kein Rätsel mehr.
| Ursache | Was passiert dabei physikalisch? | Gemeinsamer Standort | Was Sie zuerst überprüfen sollten |
|---|---|---|---|
| Stanz- oder Prägegrate | Das hervorstehende Metall durchschneidet die Beschichtung und berührt das nächste Blech | Nutkanten, Zahnspitzen, Innendurchmesser, Außendurchmesser | Gratehöhe, Gratrichtung, Stanzspalt |
| Übermäßiger Stapeldruck | Die Beschichtung wird unter Belastung zerdrückt oder verdrängt | Klemmbereiche, Einpressbereiche, Verriegelungen | Presskraft, Ebenheit, Schwankungen der Stapelhöhe |
| Schweißen oder thermisches Fügen | Durch die Hitze wird die Beschichtung verbrannt oder es entsteht eine leitende Brücke | Schweißnähte, Laschen, Außendurchmesser | Schweißtiefe, Wärmezufuhr, Wiederholungsfehlerwinkel |
| Bearbeitung nach dem Stapeln | Metallschmierflecken überqueren die Laminierungslinien | Bohrung, Außendurchmesser, Keilnut, Schlitzöffnungen | Werkzeugverschleiß, Schleifspuren, Metallstaub |
| Konduktive Verunreinigung | Späne, Staub, Kühlmittelrückstände oder Ruß führen zu Undichtigkeiten | Flächen, Kanten, Schlitzböden | Reinigung, Trocknung, Handhabung und Kontrolle |
| Korrosion | Rost und Beschädigungen an den Kanten beeinträchtigen die Isolierung und den Anpressdruck | Geschnittene Kanten, gestapelte Stapel | Lagerfeuchtigkeit, Verpackung, Zustand der Kanten |
| Beschichtungsfehler | Die Oberflächenisolierung ist vor dem Stapeln unzureichend | Gesamte Plattenoberfläche oder chargenspezifische Bereiche | Daten zu Beschichtungstests, Chargenhistorie des Lieferanten |
| Umgang mit Schäden | Kratzer oder Dellen legen den Grundstahl frei | Ecken, Passbohrungen, beliebige Flächen | Transportpaletten, Vorrichtungen, Handhabung durch das Bedienpersonal |
Ein Kurzschluss, der bei der Endprüfung festgestellt wurde, könnte bereits viel früher entstanden sein. Deshalb lautet eine wichtige Frage bei der Ursachenanalyse: Ist der Kurzschluss nach dem Schneiden, nach dem Stapeln, nach dem Verbinden oder nach der Bearbeitung aufgetreten?
Ein kurzgeschlossener Lamellenstapel hinterlässt oft Anzeichen, bevor er zu einem defekten Kern wird.
Achten Sie auf:
Ein Hinweis reicht nicht aus. Bei zwei oder drei zusammen lohnt es sich, inne zu halten.
Die Sichtprüfung ist zwar nur eine einfache Methode, deckt aber dennoch echte Probleme auf.
Verwenden Sie schräg einfallendes Licht und eine Lupe. Bei einer frontalen Betrachtung bleiben Grate verborgen. Durch seitliches Licht lassen sich Erhebungen im Metall, Kratzer, Verschmutzungen, Rost und Beschädigungen der Beschichtung deutlicher erkennen.
Achten Sie besonders auf:
Vertrauen Sie einem auf den ersten Blick einwandfrei aussehenden Stapel nicht blind. Viele Kurzschlüsse sind druckabhängig. Das Bauteil kann im unbelasteten Zustand einwandfrei aussehen und nach Kompression ausfallen.
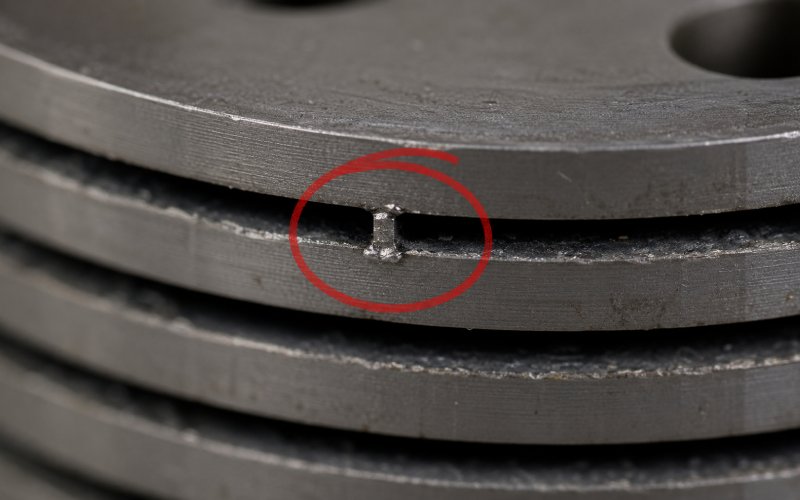
Grate gehören zu den häufigsten Ursachen für Kurzschlüsse in den Statorlamellen von Motoren und für Kurzschlüsse an den Kanten von Transformatorenkernen.
Die Höhe der Zinken ist entscheidend. Auch die Richtung spielt eine Rolle.
Ein in das nächste Blatt ragender Grat kann beim Stapeln die Beschichtung durchstoßen. Sind alle Laminate in derselben Richtung ausgerichtet, können Grate einen sich wiederholenden leitenden Pfad durch den Stapel bilden. Aus diesem Grund sollte die Gratprüfung mit der Wartung der Stanzwerkzeuge, dem Schleifzyklus, der Materialstärke und der Stapelausrichtung abgestimmt werden.
Eine nützliche Arbeitsweise in der Produktion: Erfassen Sie die Gratedaten nach Werkzeugstation und nicht nur nach Charge. Fehler lassen sich oft auf das Werkzeug zurückführen.
Es gibt zwei miteinander verbundene Prüfungen, die nicht verwechselt werden sollten.
Prüfung des Oberflächenisolationswiderstands, das häufig mit dem Franklin-Prüfverfahren in Verbindung gebracht wird, dient der Bewertung der Oberflächenbeschichtung einzelner Streifen oder Stanzteile unter definierten Spannungs- und Druckbedingungen. Es eignet sich für die Eingangskontrolle von Material und die Qualitätskontrolle der Beschichtung.
Prüfung des interlaminaren Widerstands prüft den Widerstand zwischen benachbarten beschichteten Oberflächen. Dies kommt der eigentlichen Frage näher: Kann Strom von einer Laminatschicht zur nächsten fließen?
Zur Produktionskontrolle sollten die Tests unter reproduzierbaren Bedingungen durchgeführt werden:
Eine Zufallszahl hat nur begrenzten Wert. Ein Trend hat Wert. Wenn die Messwerte nach dem Aufbringen von Stapeldruck sinken, funktioniert das Dämmsystem möglicherweise nur im montierten Zustand nicht einwandfrei.

Ein Megaohmmeter ist zwar nützlich, eignet sich jedoch nicht als primäres Messgerät zur Erkennung von Kurzschlüssen zwischen den Laminaten.
Es eignet sich besser für grobe Isolationsprüfungen, wie z. B. Prüfungen zwischen Kern und Gehäuse, zwischen Wicklung und Erde oder von isolierten Bauteilen. Es kann große Leckstrompfade erkennen. Es kann jedoch nicht nachweisen, dass die Isolation zwischen den Lamellen über den gesamten Stapel hinweg einwandfrei ist.
Dieser Punkt ist wichtig. Ein Stapel kann eine Prüfung mit einem Megaohmmeter bestehen und dennoch lokale Kurzschlüsse zwischen den Lamellen aufweisen, die bei magnetischer Erregung Wärme erzeugen.
Nutze es. Lass es aber nicht die endgültige Entscheidung treffen.
Bei der Kernverlustprüfung wird gemessen, wie viel Leistung der Kern unter kontrollierten magnetischen Bedingungen verbraucht. Wenn ein Lamellenpaket Kurzschlusspfade aufweist, kann der Kernverlust ansteigen, da die Wirbelströme mehr Raum zum Zirkulieren haben.
Dieser Test eignet sich für:
Ein Kernverlusttest zeigt Ihnen, dass der Stapel Energie verschwendet. Er gibt Ihnen jedoch möglicherweise keinen genauen Hinweis darauf, wo sich der Kurzschluss befindet. Kombinieren Sie ihn daher mit einer thermischen Untersuchung oder einer lokalisierten magnetischen Abtastung.
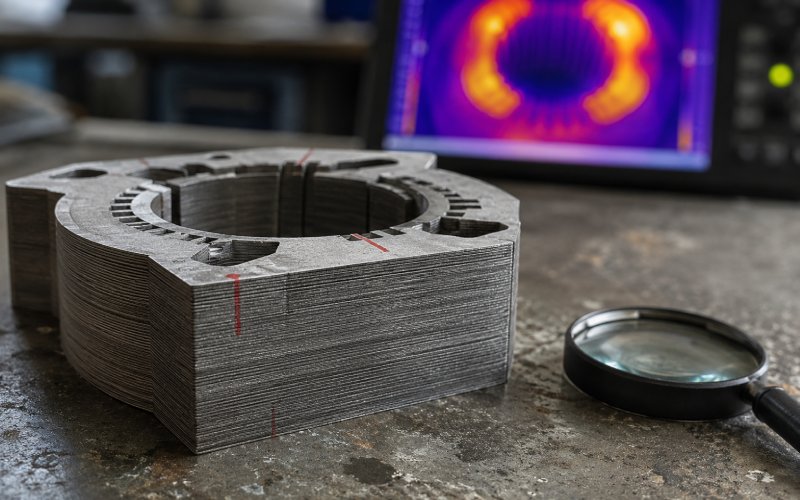
Die Wärmebildtechnik ist praktisch, da Laminierungskurzschlüsse sich oft als lokale Wärmeherde zeigen.
Der Kern wird unter kontrollierten Bedingungen angeregt und anschließend auf einen ungewöhnlichen Temperaturanstieg untersucht. Der Fehlerbereich erwärmt sich in der Regel schneller als der umgebende Stahl und tritt bei Wiederholung des Tests an derselben Stelle auf.
Achten Sie auf falsche Messwerte. Öl, Farbe, Luftströmung, glänzendes Metall, Klebeband und der Kamerawinkel können die Wärmebild-Ergebnisse verfälschen. Ein echter Fehler sollte sich wiederholen. Er sollte bei zunehmender Erregung stärker werden. Er sollte nicht verschwinden, nur weil sich die Kamera bewegt hat.
Bei großen Statorkernen von Motoren und Generatoren wird die elektromagnetische Kernfehlererkennung (oft als ELCID abgekürzt) eingesetzt, um interlaminare Isolationsfehler bei niedrigen Flusswerten zu erkennen.
Der Vorteil liegt auf der Hand: Das Verfahren ermöglicht es, verdächtige Bereiche zu erkennen, ohne den Kern einem vollständigen Erwärmungstest unterziehen zu müssen. Es erweist sich als nützlich, wenn eine Vollflussprüfung schwierig, kostspielig oder risikobehaftet ist.
Dennoch ist bei der Auswertung Vorsicht geboten. Die Geometrie des Schlitzes, der Testaufbau, der Zustand des Kerns und die Vorgehensweise des Bedieners beeinflussen die Messergebnisse. ELCID eignet sich hervorragend als Ortungsinstrument. Es sollte in Verbindung mit dem Beurteilungsvermögen des Prüfers eingesetzt werden und nicht als automatischer „Bestanden/Nicht bestanden“-Schalter betrachtet werden.
Bei einem Kernschleifentest, der auch als Schleifentest oder Vollfluss-Kerntest bezeichnet wird, wird der Kern unter Bedingungen magnetisiert, die den Betriebsbedingungen näher kommen, und auf ungewöhnliche Erwärmung oder Verluste geprüft.
Dieses Verfahren wird häufig bei großen Statorkernen, neu gewickelten Maschinen, zur Überprüfung von Reparaturen oder bei Anlagen mit hohen Sicherheitsanforderungen eingesetzt. Es erfordert mehr Leistung, einen höheren Zeitaufwand für die Einrichtung und strengere Sicherheitsvorkehrungen als Verfahren mit geringem Magnetfluss.
Verwenden Sie diese Methode, wenn die Frage nicht nur lautet: “Gibt es einen Fehler?”, sondern: “Wird sich dieser Kern unter realer magnetischer Belastung erwärmen?”
| Methode | Beste Verwendung | Was es gut findet | Wichtigste Einschränkung |
|---|---|---|---|
| Visuelle Kontrolle | Schnellüberprüfung | Grate, Verschmutzungen, Rost, Transportschäden | Verpasste, versteckte und druckabhängige Kurzschüsse |
| Grübchenmessung | Gestanzte Kaschierungen | Werkzeugverschleiß und Kantenrisiko | Es wird kein elektrischer Kontakt hergestellt |
| Oberflächenprüfung nach Franklin | Einzelblätter oder Stanzteile | Qualität der Beschichtungsoberfläche | Kein „Finished-Stack“-Test |
| Prüfung des interlaminaren Widerstands | Angrenzende beschichtete Oberflächen | Schwäche der Isolierung zwischen den Schichten | Einstellung für Druck- und Berührungsempfindlichkeit |
| Prüfung mit dem Megohmmeter | Brutto-Dämmwege | Leiter-zu-Rahmen- oder Erdungsfehler | Schwäche bei lokalen Laminierungs-Shorts |
| Prüfung auf Kernverlust | Fertige Stapel | Übermäßige magnetische Verluste | Der Fehler kann möglicherweise nicht lokalisiert werden |
| Wärmebildgebung | Erregte Kerne | Lokale Hotspots | Erfordert eine geregelte Anregung |
| ELCID-Test | Große Statorkerne | Fehlerortung bei geringem Magnetfluss | Erfordert eine professionelle Übersetzung |
| Kernschleifentest | Große oder kritische Kerne | Erwärmung unter Hochflussbedingungen | Aufwändige Einrichtung |
Fehlalarme kommen vor. Ein schlechter Kontakt der Sonde sieht wie ein Fehler aus. Staub kommt und geht. Feuchtigkeit verändert die Messwerte. Die Messgeräte können einen täuschen.
Eine echte Laminierhose hat in der Regel ein Muster:
Das Letzte vergisst man leicht. Notieren Sie sich vor dem Test die Ausrichtung des Stapels. Wenn der Fehler dem Bauteil folgt, liegt er im Bauteil. Wenn er beim Prüfstand bleibt, beheben Sie den Fehler am Prüfstand.
Früherkennung ist sinnvoll. Vorbeugung ist kostengünstiger.
Behalten Sie folgende Prozessschritte im Blick:
Ein guter Stapel ist in der Regel das Ergebnis einfacher Disziplin. Scharfe Werkzeuge. Saubere Teile. Bekannter Druck. Geprüfte Isolierung. Keine Spekulationen, die sich dazwischen schleichen.
Für Einkaufsteams lautet die eigentliche Frage nicht: “Kann dieser Lieferant Stahl stanzen?” Das können viele.
Die bessere Frage ist: Können sie nachweisen, dass der Stapel auch nach dem Zuschneiden, Stapeln, Zusammenfügen und der Endkontrolle noch die interlaminare Isolierung aufweist?
Stellen Sie folgende Fragen zur Angebotsanfrage:
| Prüfungsfrage | Warum das wichtig ist |
|---|---|
| Welche maximale Grathöhe wird bei dieser Laminiergeometrie verwendet? | Allgemeine Grenzwerte für Grate bieten möglicherweise keinen Schutz für schmale Zähne oder Schlitzkanten. |
| Wie wird die Ausrichtung der Grate beim Stapeln gesteuert? | Ausgerichtete Grate können zu wiederholten kurzen Bahnen führen. |
| Welche Daten zu Beschichtungsarten und Isolationsprüfungen liegen vor? | Die Beschichtungsleistung sollte vor der Montage überprüft werden. |
| Werden Prüfungen der Oberflächenisolierung oder des interlaminaren Widerstands durchgeführt? | Dies zeigt, ob die Dämmung gemessen und nicht nur angenommen wird. |
| Sind Kernverlustmessungen für fertige Stapel möglich? | Das tatsächliche Verhalten ist wichtiger als die Genehmigung auf dem Papier. |
| Wie werden Schweiß-, Klebe- oder Verriegelungseffekte validiert? | Durch das Zusammenführen können Short-Positionen entstehen, nachdem frühere Tests bestanden wurden. |
| Wird die Endbearbeitung so gesteuert, dass Metallverschmierungen vermieden werden? | Durch die Bearbeitung können Schichten an der Bohrung oder am Außendurchmesser miteinander verbunden werden. |
| Sind die Prüfberichte nach Charge und Prozessschritt rückverfolgbar? | Die Rückverfolgbarkeit ermöglicht es, die Ursache zu ermitteln, wenn Fehler auftreten. |
Ein Lieferant, der diese Fragen klar beantworten kann, weckt eher Vertrauen. Ein Lieferant, der nur sagt: “Wir haben eine Qualitätskontrolle”, verlangt von Ihnen, das Risiko auf sich zu nehmen.
Manchmal.
Geringfügige Kurzschlüsse an den Kanten können durch kontrolliertes Entgraten, sorgfältige Reinigung, lokale Reparatur der Isolierung oder durch Trennen und erneutes Isolieren der betroffenen Bereiche beseitigt werden. Bei großen Statorkernen kann eine lokale Reparatur das Entfernen von leitenden Brücken, die Reinigung beschädigter Bereiche, das Einbringen geeigneter Isolierung und eine erneute Prüfung umfassen.
Schwerwiegende Mängel sind etwas anderes. Eine verbrannte Beschichtung, tiefe Schweißschäden, starke Korrosion oder Bearbeitungsspuren, die sich über mehrere Schichten erstrecken, können ein erneutes Aufschichten oder einen Austausch erforderlich machen.
Die Reparatur ist nicht abgeschlossen, sobald die Markierung verschwindet. Sie ist erst dann abgeschlossen, wenn durch Messungen des Widerstands, des Kernverlusts und des thermischen Verhaltens sowie durch magnetische Fehlerprüfungen bestätigt wurde, dass der Fehler behoben ist.
Ein Lamellenkurzschluss ist eine unbeabsichtigte elektrische Verbindung zwischen benachbarten Stahllamellen in einem Magnetkern. Er umgeht die Isolationsbeschichtung und kann zu erhöhten Wirbelstromverlusten führen.
Zu den häufigsten Ursachen zählen Stanzgrate, übermäßiger Stapeldruck, Schweißwärme, Bearbeitungsrückstände, leitfähiger Staub, Korrosion und Beschädigungen der Beschichtung beim Transport.
Nein. Ein Lamellenkurzschluss tritt im Stahlkern auf. Ein Wicklungskurzschluss tritt in der Kupfer- oder Aluminiumwicklung auf. Ein Lamellenkurzschluss kann Wärme erzeugen, die später die Isolierung der Wicklung beschädigt, aber es handelt sich um unterschiedliche Fehler.
Ja. Mit einem Megaohmmeter lassen sich grobe Isolationsfehler feststellen, doch reicht dies nicht aus, um den Zustand der zwischenlaminaren Isolierung nachzuweisen. Möglicherweise sind noch Kernverlustmessungen, Wärmebildaufnahmen, ELCID-Prüfungen oder Messungen des zwischenlaminaren Widerstands erforderlich.
Bei losen Blechen sollten Beschichtungs- und Interlaminarwiderstandsprüfungen durchgeführt werden. Bei fertigen Stapeln sollten Kernverlust- und thermische Prüfungen durchgeführt werden. Bei großen Statorkernen sind ELCID- und Kernschleifenprüfungen gängige Optionen.
ELCID ist ein Verfahren mit geringem Magnetfluss, das zur Lokalisierung von Kernfehlern eingesetzt wird. Bei einem Kernschleifentest wird eine stärkere magnetische Erregung verwendet, um die Erwärmung und die Verluste unter Bedingungen zu prüfen, die den Betriebsbedingungen näher kommen.
Ja. Eine Grate kann die Isolationsschicht durchdringen und benachbarte Lamellen miteinander verbinden. Wenn sie Teil eines zirkulierenden Strompfads wird, kann dies zu einer lokalen Erwärmung führen.
Beachten Sie Grate, Beschichtungsschäden, Stapeldruck, Fügewärme, Verunreinigungen, Korrosion und die Bearbeitung nach dem Stapeln. Führen Sie Prüfungen in mehr als einer Prozessstufe durch, nicht nur bei der Endkontrolle.
Ein Kurzschluss in der Laminierung ist nicht nur ein kleiner elektrischer Defekt. Es handelt sich um ein Prozesssignal.
Es gibt Aufschluss über das Schneiden, Beschichten, Stapeln, den Druck, das Fügen, die Bearbeitung, die Reinigung oder die Lagerung. Manchmal sogar über mehrere dieser Aspekte.
Der umfassendste Prüfplan sieht vor, dass die Laminierung vor dem Stapeln, der Stapel nach dem Pressen und der fertige Kern unter magnetischer Erregung geprüft werden. Auf diese Weise reduzieren Hersteller von Motorstatoren und Transformatorenkernen Hotspots, senken die Kernverluste und vermeiden Ausfälle, die erst zu spät auftreten.
Benötigen Sie präzise Laminatpakete mit kontrollierten Graten, geprüfter Isolationsleistung und einer Prüfung der Kernverluste? Senden Sie uns die Zeichnung, die Materialgüte, die Stapelhöhe, die Fügeart und die Prüfanforderungen für eine technische Begutachtung.