Biarkan Tumpukan Laminasi Sino Memberdayakan Proyek Anda!
Untuk mempercepat proyek Anda, Anda dapat melabeli Tumpukan Laminasi dengan detail seperti toleransi, bahan, permukaan akhir, apakah isolasi teroksidasi diperlukan atau tidak, kuantitasdan banyak lagi.
Cara Mendeteksi Kortsluiting pada Laminasi Stator Motor dan Tumpukan Inti Trafo
Korsleting laminasi adalah jalur listrik yang tidak disengaja antara laminasi baja listrik. Hal ini memungkinkan arus eddy menyebar ke seluruh lembaran alih-alih tetap terkurung di dalam masing-masing lembaran, yang dapat meningkatkan kerugian inti, menimbulkan titik panas lokal, serta menurunkan efisiensi stator motor, inti transformator, dan tumpukan lempengan baja silikon lainnya.
Itulah definisi yang jelas.
Masalahnya adalah: korsleting tidak selalu terlihat jelas. Hal ini bisa bermula dari tonjolan kecil di tepi celah. Atau lapisan yang hancur akibat tekanan tumpukan. Atau partikel konduktif kecil yang terjepit di antara dua lembaran. Tumpukan tersebut mungkin lolos satu tahap pemeriksaan, namun kemudian gagal setelah proses pengelasan, penyambungan, pemesinan, atau kompresi akhir.
Jadi, proses pendeteksian harus dilakukan selama proses berlangsung, bukan hanya pada bagian yang sudah jadi.
Daftar Isi
Apa yang Dimaksud dengan “Lamination Short” pada Tumpukan Baja Silikon?
Inti laminasi terbuat dari lembaran-lembaran baja listrik tipis. Setiap lembaran dilapisi bahan isolasi untuk membatasi aliran arus antar lapisan. Inti tersebut harus berfungsi sebagai jalur magnetik, bukan sebagai satu blok konduktif yang utuh.
Korsleting laminasi terjadi ketika isolasi tersebut dilewati.
Hal ini mungkin hanya menghubungkan dua lembar. Atau mungkin menjembatani bagian yang lebih besar melalui tonjolan, lasan, paku keling, penjepit, sambungan saling mengunci, bekas pemesinan, atau tepi yang berkarat. Kasus-kasus serius adalah yang menciptakan jalur arus sirkulasi. Jalur tersebut menghasilkan panas. Terkadang terjadi pada satu gigi. Terkadang di dekat besi belakang. Terkadang di sudut celah di mana isolasi lilitan sudah berada di bawah tekanan.
Tidak semua titik dengan resistansi rendah merusak inti. Ada yang berukuran kecil dan terisolasi. Namun, titik panas yang berulang itu berbeda. Anggaplah itu sebagai kerusakan sampai terbukti sebaliknya.
Mengapa Celana Pendek Laminasi Terjadi
Sebagian besar korsleting pada laminasi disebabkan oleh proses produksi. Masalah ini jarang bersifat misterius jika Anda menelusuri riwayat komponennya.
Karena
Apa yang sebenarnya terjadi secara fisik
Lokasi umum
Apa yang harus diperiksa terlebih dahulu
Menghilangkan gerinda akibat pengepresan atau pencetakan
Logam yang menonjol menembus lapisan pelapis dan menyentuh lembaran berikutnya
Tepi alur, ujung gigi, diameter dalam, diameter luar
Tinggi burr, arah burr, jarak bebas cetakan
Tekanan tumpukan yang berlebihan
Lapisan tersebut hancur atau bergeser akibat beban
Zona penjepitan, area pemasangan tekan, pengunci silang
Gaya tekan, kerataan, variasi ketinggian tumpukan
Pengelasan atau penyambungan termal
Panas dapat merusak lapisan atau membentuk jembatan konduktif
Serpihan, debu, sisa cairan pendingin, atau endapan karbon dapat menyebabkan kebocoran
Permukaan, tepi, dasar celah
Pengendalian proses pembersihan, pengeringan, dan penanganan
Korosi
Karat dan kerusakan pada tepi mengganggu isolasi dan tekanan kontak
Tepi yang dipotong, tumpukan yang disimpan
Kelembapan penyimpanan, kemasan, kondisi tepi
Cacat lapisan
Insulasi permukaan masih lemah sebelum ditumpuk
Seluruh permukaan lembaran atau area tertentu pada lot
Data uji pelapisan, riwayat batch pemasok
Penanganan kerusakan
Goresan atau penyok membuat baja dasarnya terlihat
Sudut, lubang penanda, permukaan acak
Baki pengangkut, perlengkapan, penanganan oleh operator
Korsleting yang ditemukan pada uji akhir mungkin sudah terjadi jauh sebelumnya. Itulah sebabnya, tinjauan akar masalah yang baik menanyakan: apakah korsleting tersebut muncul setelah pemotongan, setelah penumpukan, setelah penyambungan, atau setelah pemesinan?
Tanda-tanda Awal Terjadinya Hubungan Arus Pendek pada Laminasi
Tumpukan laminasi yang mengalami korsleting sering kali menunjukkan tanda-tanda sebelum akhirnya menjadi inti yang rusak.
Cari:
Arus tanpa beban lebih tinggi dari yang diperkirakan
Kerugian inti yang tidak normal selama pengujian magnetik
Kenaikan suhu lokal selama eksitasi
Bekas terbakar atau perubahan warna yang berulang
Nilai resistansi interlaminar yang rendah
Burr yang sejajar dengan arah penumpukan
Noda logam yang melintang di sepanjang garis laminasi
Nilai resistansi yang menurun setelah kompresi
Sesar yang berulang pada posisi sudut yang sama
Satu petunjuk saja tidak cukup. Dua atau tiga petunjuk yang digabungkan patut untuk diperhatikan.
Cara Mendeteksi Kortsluiting pada Laminasi dalam Tumpukan
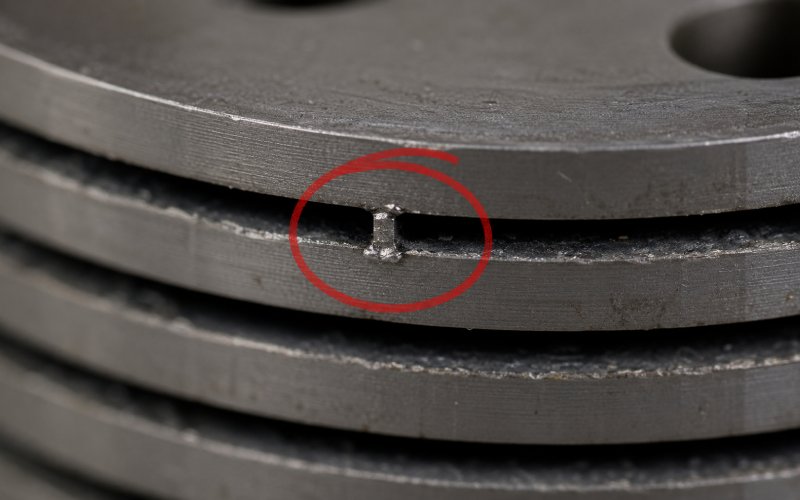
1. Mulailah dengan Pemeriksaan Visual dan Tepi
Pemeriksaan visual memang sederhana, tetapi tetap dapat mendeteksi masalah yang sebenarnya.
Gunakan pencahayaan miring dan pembesaran. Pemeriksaan dari depan dapat menyembunyikan bagian yang kasar. Pencahayaan dari samping memperlihatkan bagian logam yang menonjol, goresan, noda, karat, dan kerusakan lapisan dengan lebih jelas.
Perhatikan dengan saksama hal-hal berikut:
Peluang slot
Tips perawatan gigi
Tepi diameter dalam
Diameter luar area las
Titik interlock
Zona paku keling atau klem
Permukaan yang diolah dengan mesin
Jangan terlalu percaya pada tumpukan yang tampak rapi. Banyak sambungan pendek bergantung pada tekanan. Komponen tersebut mungkin tampak baik-baik saja dalam keadaan longgar, tetapi bisa gagal setelah mengalami kompresi.
2. Ukur Tinggi dan Arah Burr
Burr merupakan salah satu penyebab paling umum terjadinya korsleting pada lempengan stator motor dan korsleting pada tepi inti trafo.
Tinggi burr itu penting. Arahnya juga penting.
Burr yang mengarah ke lembaran berikutnya dapat menembus lapisan pelindung selama proses penumpukan. Jika setiap lapisan laminasi diorientasikan ke arah yang sama, burr dapat membentuk jalur konduktif yang berulang melalui tumpukan tersebut. Inilah sebabnya mengapa pemeriksaan burr harus dikaitkan dengan pemeliharaan cetakan, siklus penajaman, ketebalan bahan, dan orientasi penumpukan.
Sebuah kebiasaan produksi yang berguna: catat data burr berdasarkan stasiun perkakas, bukan hanya berdasarkan batch. Kerusakan sering kali terkait dengan perkakas.
3. Uji Isolasi Permukaan dan Resistansi Antarlembar
Ada dua pemeriksaan yang saling terkait, dan keduanya tidak boleh disamakan.
Pengujian resistivitas isolasi permukaan, yang sering dikaitkan dengan metode uji Franklin, digunakan untuk mengevaluasi lapisan permukaan pada strip tunggal atau potongan cetakan di bawah kondisi tegangan dan tekanan yang telah ditentukan. Metode ini berguna untuk pemeriksaan bahan yang masuk dan pengendalian mutu lapisan.
Pengujian resistansi antarlamina memeriksa resistansi antara permukaan berlapis yang berdekatan. Hal ini lebih mendekati pertanyaan sebenarnya: apakah arus listrik dapat mengalir dari satu lapisan ke lapisan berikutnya?
Untuk pengendalian produksi, lakukan pengujian dalam kondisi yang dapat diulang:
Tekanan kontak yang sama
Geometri probe yang sama
Metode tegangan atau arus yang sama
Kondisi permukaan yang sama
Kisaran suhu yang sama
Lokasi pengambilan sampel yang sama
Angka acak memiliki nilai yang terbatas. Sebuah trenlah yang memiliki nilai. Jika pembacaan turun setelah tekanan ditumpuk, sistem isolasi mungkin hanya mengalami kegagalan dalam kondisi terpasang.
4. Gunakan Megohmmeter Hanya untuk Tugas yang Sesuai
Megohmmeter memang berguna, tetapi tidak sebagai alat pendeteksi utama adanya korsleting antar-laminasi.
Alat ini lebih cocok untuk pemeriksaan isolasi secara umum, seperti pemeriksaan isolasi antara inti dan rangka, antara lilitan dan tanah, atau pemeriksaan komponen yang diisolasi. Alat ini mampu mendeteksi jalur kebocoran arus yang besar. Namun, alat ini tidak dapat memastikan bahwa isolasi antarlamina dalam satu tumpukan tetap dalam kondisi baik.
Hal ini penting. Sebuah tumpukan (stack) bisa saja lulus uji megohmmeter, namun tetap memiliki lamina-lamina yang mengalami korsleting lokal yang menghasilkan panas saat terkena medan magnet.
Gunakanlah. Namun, jangan biarkan hal itu yang menentukan keputusan akhir.
5. Melakukan Uji Kerugian Inti
Pengujian kerugian inti mengukur seberapa besar daya yang dikonsumsi oleh inti dalam kondisi magnetik yang terkendali. Jika tumpukan lempengan memiliki jalur yang mengalami korsleting, kerugian inti dapat meningkat karena arus eddy memiliki ruang yang lebih luas untuk beredar.
Tes ini berguna untuk:
Tumpukan stator motor yang sudah jadi
Rakitan inti transformator
Perbandingan berkelompok
Validasi prototipe
Persetujuan perubahan proses
Verifikasi perbaikan
Pengujian kerugian inti menunjukkan bahwa tumpukan tersebut mengalami pemborosan energi. Namun, pengujian ini mungkin tidak menunjukkan secara tepat di mana letak korsletingnya. Untuk itu, gabungkan pengujian ini dengan inspeksi termal atau pemindaian magnetik terfokus.
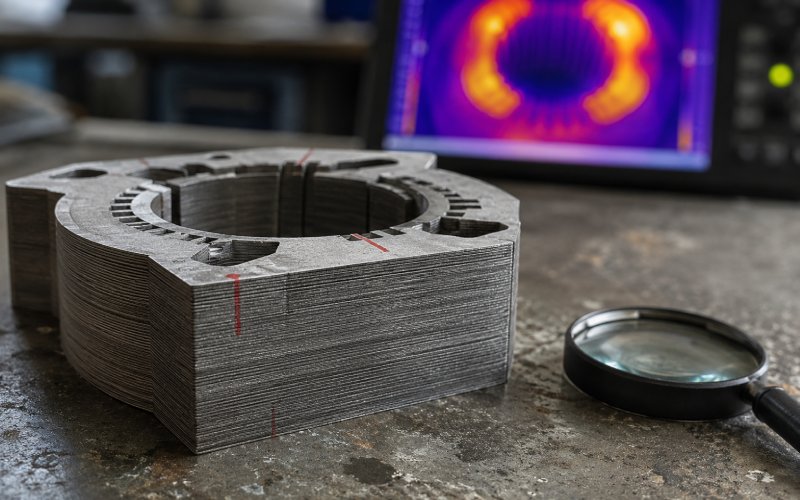
6. Gunakan Pencitraan Termal Selama Eksitasi Terkendali
Pencitraan termal sangat berguna karena korsleting pada lapisan laminasi sering kali terlihat sebagai titik panas lokal.
Inti baja tersebut diaktifkan dalam kondisi terkendali, kemudian diperiksa untuk mendeteksi kenaikan suhu yang tidak normal. Area cacat biasanya memanas lebih cepat daripada baja di sekitarnya dan muncul di tempat yang sama ketika pengujian diulangi.
Waspadalah terhadap pembacaan yang salah. Minyak, cat, aliran udara, logam yang mengkilap, selotip, dan sudut pengambilan gambar dapat memengaruhi hasil pemindaian termal. Kerusakan yang sebenarnya seharusnya muncul berulang kali. Intensitasnya seharusnya meningkat seiring dengan peningkatan rangsangan. Kerusakan tersebut tidak seharusnya menghilang hanya karena kamera berpindah posisi.
7. Gunakan Pengujian ELCID untuk Inti Stator Berukuran Besar
Untuk inti stator motor dan generator berukuran besar, metode deteksi ketidaksempurnaan inti elektromagnetik (ELCID) digunakan untuk mendeteksi gangguan isolasi antarlamina pada tingkat fluks rendah.
Keuntungannya sederhana: metode ini dapat mendeteksi area yang mencurigakan tanpa harus melakukan uji pemanasan penuh pada inti. Metode ini berguna ketika uji fluks penuh sulit dilakukan, mahal, atau berisiko.
Namun demikian, interpretasi hasil memerlukan kehati-hatian. Geometri slot, pengaturan pengujian, kondisi inti, dan teknik operator memengaruhi hasil pembacaan. ELCID sangat andal sebagai alat penentuan lokasi. Alat ini sebaiknya dipadukan dengan penilaian hasil inspeksi, bukan dianggap sebagai tombol otomatis untuk menentukan lulus atau gagal.
8. Lakukan Uji Loop Inti Jika Diperlukan Validasi Full-Flux
Uji lingkaran inti, yang juga disebut uji lingkaran atau uji inti fluks penuh, memagnetisasi inti dalam kondisi yang lebih mendekati kondisi operasional dan memeriksa adanya pemanasan atau kerugian yang tidak normal.
Metode ini sering digunakan untuk inti stator berukuran besar, mesin yang telah digulung ulang, verifikasi perbaikan, atau peralatan dengan risiko tinggi. Metode ini membutuhkan daya, waktu penyiapan, dan pengendalian keselamatan yang lebih besar dibandingkan dengan metode fluks rendah.
Gunakan hal ini ketika pertanyaannya bukan sekadar “apakah ada cacat?” melainkan “apakah inti ini akan memanas di bawah beban magnetik yang sebenarnya?”
Perbandingan Metode Deteksi
Metode
Penggunaan terbaik
Apa yang menjadi kelebihannya
Batasan utama
Inspeksi visual
Penyaringan cepat
Gerigi, noda, karat, kerusakan akibat penanganan
Tembakan pendek yang tersembunyi dan bergantung pada tekanan
Pengukuran Burr
Laminasi yang dicap
Keausan alat dan risiko pada tepi alat
Tidak menunjukkan adanya kontak listrik
Uji permukaan tipe Franklin
Lembaran tunggal atau potongan cetakan
Kualitas permukaan lapisan
Bukan uji tumpukan yang sudah selesai
Uji resistansi antarlamina
Permukaan berlapis yang bersebelahan
Kelemahan isolasi antar lapisan
Pengaturan sensitivitas terhadap tekanan dan sentuhan
Pemeriksaan megohmmeter
Jalur isolasi bruto
Korsleting inti-ke-rangka atau korsleting ke tanah
Kelemahan pada celana pendek laminasi lokal
Uji kehilangan inti
Tumpukan yang sudah jadi
Kerugian magnetik berlebih
Mungkin tidak dapat menemukan penyebab masalahnya
Pencitraan termal
Inti yang diberi energi
Tempat-tempat populer di daerah setempat
Membutuhkan eksitasi yang terkendali
Tes ELCID
Inti stator berukuran besar
Penentuan lokasi gangguan dengan fluks rendah
Membutuhkan jasa penerjemahan yang profesional
Uji loop inti
Inti yang besar atau kritis
Pemanasan dalam kondisi fluks tinggi
Membutuhkan banyak pengaturan
Cara Membedakan Sinyal Shorts yang Sebenarnya dari Gangguan Uji
Sinyal palsu memang bisa terjadi. Kontak probe yang buruk terlihat seperti adanya gangguan. Debu datang dan pergi. Kelembapan dapat memengaruhi hasil pembacaan. Perangkat pengukur bisa menipu Anda.
Celana pendek laminasi yang asli biasanya memiliki motif:
Hal itu terjadi berulang kali di lokasi fisik yang sama.
Hal itu tetap ada setelah reposisi probe.
Hal ini berkaitan dengan tonjolan, noda, sambungan las, karat, atau area yang penyok.
Hal ini menimbulkan pemanasan lokal saat terjadi eksitasi.
Hal ini meningkatkan nilai kerugian inti yang terukur.
Hal itu muncul setelah tahap proses tertentu.
Itu berputar mengikuti tumpukan, bukan mengikuti dudukan.
Yang terakhir itu mudah terlupakan. Tandai orientasi tumpukan sebelum melakukan pengujian. Jika gangguan mengikuti komponen, berarti masalahnya ada pada komponen tersebut. Jika gangguan tetap ada pada alat uji, perbaiki alat uji tersebut.
Cara Mencegah Kortsluiting pada Laminasi
Deteksi itu berguna. Pencegahan lebih murah.
Kendalikan titik-titik proses berikut ini:
Jaga jarak bebas cetakan dan ketajaman pukulan.
Tentukan batas ketinggian gerigi berdasarkan geometri bagian, bukan kebiasaan.
Atur arah serutan saat menumpuk.
Bersihkan lapisan laminasi sebelum ditumpuk.
Pastikan tekanan tetap berada dalam kisaran yang telah diverifikasi.
Hindari munculnya bekas goresan setelah perakitan.
Mengontrol kedalaman las dan masukan panas.
Lindungi lapisan pelindung selama penanganan.
Simpan laminasi dalam keadaan kering dan bersih.
Lakukan pengujian setelah tahap proses yang paling mungkin menyebabkan kegagalan tersebut.
Sistem pembakaran yang baik biasanya merupakan hasil dari kedisiplinan yang konsisten. Alat yang tajam. Komponen yang bersih. Tekanan yang diketahui. Isolasi yang telah diverifikasi. Tidak ada tebak-tebakan yang tersembunyi di dalamnya.
Cara Melakukan Audit terhadap Pemasok Tumpukan Laminasi untuk Pencegahan Korsleting
Bagi tim pembelian, pertanyaan sesungguhnya bukanlah “apakah pemasok ini mampu melakukan proses stamping baja?” Banyak di antaranya yang mampu.
Pertanyaan yang lebih baik adalah: Apakah mereka dapat membuktikan bahwa tumpukan tersebut akan tetap mempertahankan isolasi antarlamina setelah proses pemotongan, penumpukan, penyambungan, dan pemeriksaan akhir?
Ajukan pertanyaan-pertanyaan RFQ berikut ini:
Pertanyaan audit
Mengapa ini penting
Berapa batas ketinggian burr yang digunakan untuk geometri laminasi ini?
Batas gerinda umum mungkin tidak cukup melindungi gigi yang sempit atau tepi alur.
Bagaimana arah burr dikendalikan selama proses penumpukan?
Gerigi yang sejajar dapat menghasilkan jalur-jalur pendek yang berulang.
Jenis pelapis dan data uji isolasi apa saja yang tersedia?
Kinerja lapisan harus diverifikasi sebelum perakitan.
Apakah dilakukan pengujian isolasi permukaan atau resistansi antarlamina?
Hal ini menunjukkan apakah isolasi tersebut diukur, bukan hanya diasumsikan.
Apakah pengujian kerugian inti tersedia untuk tumpukan yang sudah jadi?
Hasil akhir lebih penting daripada persetujuan atas dokumen terpisah.
Bagaimana cara memvalidasi efek pengelasan, penyambungan, atau penguncian?
Penggabungan dapat menghasilkan posisi jual setelah tes-tes sebelumnya berhasil dilalui.
Apakah proses pemesinan akhir dikendalikan untuk mencegah terjadinya noda logam?
Proses pemesinan dapat menghubungkan lapisan-lapisan pada lubang atau diameter luar.
Apakah laporan inspeksi dapat dilacak berdasarkan nomor lot dan tahap proses?
Ketertelusuran memungkinkan identifikasi akar masalah saat terjadi kegagalan.
Pemasok yang bisa menjawab pertanyaan-pertanyaan ini dengan jelas lebih mudah dipercaya. Pemasok yang hanya mengatakan “kami punya QC” berarti meminta Anda untuk menanggung risikonya.
Apakah Celana Pendek Berlapis Laminasi Bisa Diperbaiki?
Kadang-kadang.
Kerusakan kecil pada tepi dapat diatasi dengan penghilangan tepian yang terkendali, pembersihan yang cermat, perbaikan isolasi lokal, atau pemisahan dan isolasi ulang pada area yang terkena dampak. Pada inti stator berukuran besar, perbaikan lokal mungkin melibatkan penghilangan jembatan konduktif, pembersihan area yang rusak, pemasangan isolasi yang sesuai, dan pengujian ulang.
Kerusakan parah bersifat berbeda. Lapisan yang terbakar, kerusakan las yang dalam, korosi parah, atau bekas pemesinan yang melintasi banyak lapisan mungkin memerlukan penumpukan ulang atau penggantian.
Perbaikan belum selesai hanya karena tanda tersebut menghilang. Perbaikan baru dianggap selesai jika hasil pengujian resistansi, kerugian inti, perilaku termal, atau pengujian gangguan magnetik menunjukkan bahwa gangguan tersebut telah hilang.
PERTANYAAN YANG SERING DIAJUKAN
Apa itu korset laminasi?
Korsleting lamina adalah sambungan listrik yang tidak disengaja antara lamina baja yang berdekatan dalam inti magnetik. Sambungan ini melewati lapisan isolasi dan dapat meningkatkan kerugian arus eddy.
Apa yang menyebabkan korsleting pada lapisan laminasi stator motor?
Penyebab umum antara lain gerinda yang menonjol, tekanan tumpukan yang berlebihan, panas pengelasan, noda hasil pemesinan, debu konduktif, korosi, dan kerusakan lapisan selama penanganan.
Apakah korsleting laminasi sama dengan korsleting lilitan?
Tidak. Korsleting lamina terjadi pada inti baja. Korsleting lilitan terjadi pada lilitan tembaga atau aluminium. Korsleting lamina dapat menghasilkan panas yang kemudian merusak isolasi lilitan, namun keduanya merupakan jenis gangguan yang berbeda.
Apakah stator motor bisa lulus uji megohmmeter namun tetap mengalami korsleting pada lamina?
Ya. Megohmmeter dapat mendeteksi kerusakan isolasi yang parah, tetapi hal itu tidak cukup untuk membuktikan kondisi isolasi antarlamina. Pengujian kerugian inti, pencitraan termal, pengujian ELCID, atau pengujian resistansi antarlamina mungkin masih diperlukan.
Apa tes terbaik untuk mendeteksi korsleting pada lempengan stator?
Untuk lembaran terpisah, gunakan pemeriksaan lapisan dan resistansi antarlamina. Untuk tumpukan yang sudah jadi, gunakan pengujian kerugian inti dan pengujian termal. Untuk inti stator berukuran besar, pengujian ELCID dan pengujian loop inti merupakan pilihan yang umum.
Apa perbedaan antara ELCID dan pengujian loop inti?
ELCID adalah metode dengan fluks rendah yang digunakan untuk mendeteksi cacat pada inti. Uji loop inti menggunakan eksitasi magnetik yang lebih tinggi untuk memeriksa pemanasan dan kerugian yang lebih mendekati kondisi operasi.
Apakah benjolan pada logam benar-benar dapat menyebabkan titik panas pada inti?
Ya. Sebuah tonjolan dapat menembus lapisan isolasi dan menghubungkan lempengan-lempengan yang berdekatan. Jika tonjolan tersebut menjadi bagian dari jalur arus sirkulasi, hal itu dapat menyebabkan pemanasan lokal.
Bagaimana cara mencegah terjadinya korsleting pada laminasi?
Kendalikan serutan, kerusakan lapisan, tekanan penumpukan, panas penyambungan, kontaminasi, korosi, dan pemesinan pasca-penumpukan. Lakukan pengujian pada lebih dari satu tahap proses, bukan hanya pada tahap pemeriksaan akhir.
Kesimpulan Akhir
Korsleting pada laminasi bukan sekadar gangguan listrik kecil. Ini merupakan sinyal proses.
Hal ini memberi gambaran mengenai pemotongan, pelapisan, penumpukan, tekanan, penyambungan, pemesinan, pembersihan, atau penyimpanan. Terkadang lebih dari satu hal.
Rencana pemeriksaan yang paling ketat mencakup pemeriksaan laminasi sebelum ditumpuk, tumpukan setelah proses kompresi, serta inti yang sudah jadi saat diberi medan magnet. Dengan cara itulah produsen stator motor dan inti transformator dapat mengurangi titik panas, menurunkan kerugian inti, serta mencegah kegagalan yang baru terdeteksi saat sudah terlambat.
Butuh tumpukan laminasi presisi dengan tonjolan yang terkendali, kinerja isolasi yang terverifikasi, dan pemeriksaan kerugian inti? Kirimkan gambar teknis, jenis bahan, tinggi tumpukan, metode penyambungan, dan persyaratan pengujian untuk ditinjau oleh tim teknik.
Bagikan cinta Anda
Charlie.
Cheney adalah seorang Senior Application Engineer yang berdedikasi di Sino, dengan hasrat yang kuat untuk manufaktur presisi. Dia memiliki latar belakang di bidang Teknik Mesin dan memiliki pengalaman manufaktur yang luas. Di Sino, Cheney berfokus pada pengoptimalan proses manufaktur tumpukan laminasi dan menerapkan teknik inovatif untuk mencapai produk tumpukan laminasi berkualitas tinggi.
Brosur Produk Baru
Silakan masukkan alamat email Anda di bawah ini dan kami akan mengirimkan brosur terbaru kepada Anda!
Biarkan Tumpukan Laminasi Sino Memberdayakan Proyek Anda!
Untuk mempercepat proyek Anda, Anda dapat melabeli Tumpukan Laminasi dengan detail seperti toleransi, bahan, permukaan akhir, apakah isolasi teroksidasi diperlukan atau tidak, kuantitasdan banyak lagi.