Laat Sino's lamineren Stacks Empower uw project!
Om je project te versnellen kun je lamineerstapels labelen met details zoals tolerantie, materiaal, oppervlakafwerking, of geoxideerde isolatie al dan niet vereist is, hoeveelheiden meer.

Stapels lamineren zijn onvergeeflijk. Een gestanst onderdeel kan er op de werkbank netjes uitzien en zich toch slecht gedragen als het eenmaal een rotor of statorpakket is. Dat is de echte valkuil.
Voor motorlamineringen, matrijsontwerp gaat niet alleen over het vasthouden van het buitenprofiel. Het gaat om het profiel en de snijrand en de registratie van station naar station. Deze drie drijven samen. Strenge herhaalbaarheid is nodig omdat de lamineerstapel tegelijkertijd aan elektrische, magnetische en mechanische eisen moet voldoen. Mechanisch snijden verandert ook het magnetische gedrag nabij de rand; gepubliceerd werk toont hoger ijzerverlies, lagere permeabiliteit en sterkere degradatie naarmate de snijrandlengte per massa-eenheid toeneemt.
Een opmerking voor de details. “Belangrijke toleranties” in dit artikel betekent procestoleranties aan de matrijszijde en controlevensters, geen valse universele printtolerantie voor elk motorontwerp. De exacte GD&T van een onderdeel hangt af van de diameter, het aantal sleuven, het vermogensniveau, de luchtspleetstrategie, de stapelmethode en de inspectiemethode. Toch heeft de matrijs zelf een korte lijst van afmetingen en procesvensters die de meeste aandacht verdienen. Dat zijn de onderstaande.
De eerste reden ligt voor de hand: dun elektrisch staal geeft niet veel vergevingsgezindheid. De tweede reden is minder voor de hand liggend. Veel van de meest gevoelige onderdelen van een motor zijn geen grote onderdelen. Ze zijn smal. Gleufopeningen. Tandpunten. Bruggen. Kleine geleidingsgaten. Kleine inkepingen die er onschuldig uitzien op een lay-out van een strip en vervolgens bepalen of de stapel rustig loopt of niet.
Dat is belangrijk omdat de binnendiameter van de stator, de afmetingen van de sleuven en de bijbehorende geometrische toleranties van invloed zijn op de luchtspleet, het wikkelvolume, de inductie, de back EMF, de koppelrimpel en de assemblagepasvorm. Recent onderzoek naar sleufinspectie toont ook aan dat sleufbreedte, -diepte, lamineringsfouten en de aanwezigheid van bramen over de hele lengte van de stapel kritisch genoeg zijn om een speciale contactloze inspectie te rechtvaardigen. Dus ja, een lamineermatrijs is een dimensionaal gereedschap. Het is in stilte ook een elektromagnetisch prestatiegereedschap.
En dan is er nog de snijrand. Bramen zijn niet alleen cosmetisch. Bramen in de randen kunnen aangrenzende platen overbruggen en interlaminaire foutroutes creëren. In publicaties over elektrische kernen wordt opgemerkt dat bramen aan de randen kunnen leiden tot plaatselijke verhitting, extra wervelstroomverlies, schade aan de isolatie van de wikkeling en in ernstige gevallen het falen van de kern.
Niet elke tolerantie verdient dezelfde energie. Sommige afmetingen hebben vooral invloed op de passing. Andere hebben allemaal tegelijk invloed op motorgedrag, stapelkwaliteit en matrijsstabiliteit.
| Prioriteitsgebied | Wat echt onder controle moet worden gehouden | Waarom het belangrijk is bij lamineerstapels | Wat veroorzaakt meestal drift |
|---|---|---|---|
| Boor-op-boor en functie-op-functie positie | Positionele relatie, niet alleen enkele dimensies | Verandert het gedrag, de pasvorm en de uitlijning van de luchtspleet | Zwakke besturing, vervormde geleidingsgaten, ongelijkmatige ondersteuning van strips |
| Sleufopening, sleufdiepte, tandpuntprofiel | Smalle magnetische en wikkelgerelateerde geometrie | Beïnvloedt de wikkelinginvoer, het lokale fluxpad, de koppelrimpel en de blootstelling aan groefbramen | Slechte timing van het station, beweging van de strip na inschakeling van de stuurautomaat, slijtage van de stempel |
| Pons-naar-matrijs speling | Stabiele speling tijdens de cyclus van het naslijpen | Controleert burnish, breuk, braamtrend, loslaten van slakken en slijtage van stempels | Eenmaal ingesteld en nooit opnieuw gekalibreerd na slijtage of slijpen |
| Stuurautomaatpassing en -timing | Gatgrootte, voorsteekneusgrootte en timingvolgorde | Definitieve stripregistratie gebeurt hier, niet bij de feeder | Pilot te groot, te kort, te laat of werken aan een beschadigd opspoorgat |
| Afvoerpad van slak | Land, reliëf, valpad en anti-terugslagmethode | Houdt schroot uit de volgende treffer en beschermt de randkwaliteit | Lang land, kleverig smeermiddel, over-ingang, opgesloten vacuüm, ruwe reliëfafwerking |
Deze prioriteiten komen overeen met de huidige bevindingen op het gebied van metrologie en productie: rotor- en statorlaminaties hebben een dimensionale controle met hoge herhaalbaarheid nodig; de geometrie van sleuven en bramen binnen de afgewerkte stapel zijn inspectiekritisch; en de kwaliteit van de snijkanten heeft directe elektrische gevolgen.
Dit is waar veel lamineerhulpmiddelen worden gewonnen of verloren. Niet omdat opruiming glamoureus is. Dat is het niet. Omdat clearance stilletjes te veel andere dingen controleert.
Een veelgebruikt uitgangspunt bij het stempelen is ongeveer 5% voorraaddikte per zijde. Die basislijn is nog steeds belangrijk. Maar dun materiaal gedraagt zich vaak niet goed op die basislijn. Referenties over stansen met hoge snelheid geven aan dat materiaal dunner dan 0,5 mm heeft meestal een aanzienlijk grotere afstand tussen pons en matrix nodig voordat het doorboorde gat groter wordt dan de ponspunt en de slak vrij komt in de matrix. Dun materiaal kan ook meer speling nodig hebben om opbolling en compressie rond de pons te compenseren.
Dat betekent dat de nuttige vraag niet is “Wat is de juiste speling?”. Het ligt dichter bij dit: Bij welke speling geeft dit gecoate elektrische staal een stabiele randkwaliteit zonder dat slakbeheersing een gevecht wordt?
Hier is een praktische starttabel.
| Item met matrijszijde | Praktisch startvenster | Waarom het belangrijk is | Wat te controleren op de pers |
|---|---|---|---|
| Afstand tussen pons en matrijs, per zijde | Begin dichtbij 5% voorraaddikte per zijde; naar boven bewegen op dunne kalibers wanneer de kogels strak in de matrijs blijven of het gat op de pons sluit | Kantkwaliteit, braamtrend, standtijd, slakvrijheid | Balans slijpen/fracturen, braamgroei, gatgrootte vs. ponsgrootte, vastlopen van slakken |
| Lood-gat pasvorm | Loodspunt algemeen 0,0005 tot 0,0010 in. kleiner dan het zoekgat | Definitieve registratie zonder plakken | Getuige sporen in het gat, penen, vertraagde pick-up |
| Tijdstip piloot | Piloot moet naar binnen gaan en beginnen met zoeken voor de stripper/padklemmen, vaak over 1-2× materiaaldikte voor contact met de pad | Voorkomt pogingen om vastgeklemde voorraad te verplaatsen | Verkeerd geplaatste stations, zijdelingse belasting, slijtage rond de zoekgaten |
| Punch over-entry | Beperk je tot het minimaal noodzakelijke; bij hogesnelheidswerk houdt de begeleiding het vaak bij 0,5 mm max. | Overmatige aanzuiging, slijtage, terugtrekken van slak | Warmtetint nabij ponspunt, getrokken kogels, toenemende terugtrekkracht |
| Lengte matrix land | Voor werk met dunne voorraden moet voorkomen worden dat het land te groot wordt; een veelgebruikte regel is niet meer dan 4× voorraaddikte | Lange landvallen of stapels slakken | Stapelen van slakken, matrixverpakking, afgekloven punten |
Dit zijn startvensters, geen beloftes. Ze zijn gebaseerd op de huidige richtlijnen voor het stempelen van perforaties, besturing en het gedrag van slakken bij hoge snelheden. Ze werken het beste als ze geverifieerd worden aan de hand van werkelijke stripmonsters, niet alleen aan de hand van CAD-intenties.
Er is hier ook een contra-intuïtief punt. Meer speling betekent niet altijd meer braam op de manier die mensen verwachten. Sommige perforeerreferenties melden dat een grote toename in speling de braamhoogte tot een minimum kan beperken en de standtijd kan verlengen, maar alleen als er slakbeheersing is ingebouwd. Zonder dat tweede deel kan dezelfde beweging problemen met braam inruilen voor problemen met terugtrekken. De matrijsontwerper optimaliseert de speling dus niet alleen. Speling en slakstrategie moeten samen worden ingesteld.
De feeder brengt de strook dichtbij. De piloot maakt de klus af. Dat is nog steeds de beste manier om erover na te denken.
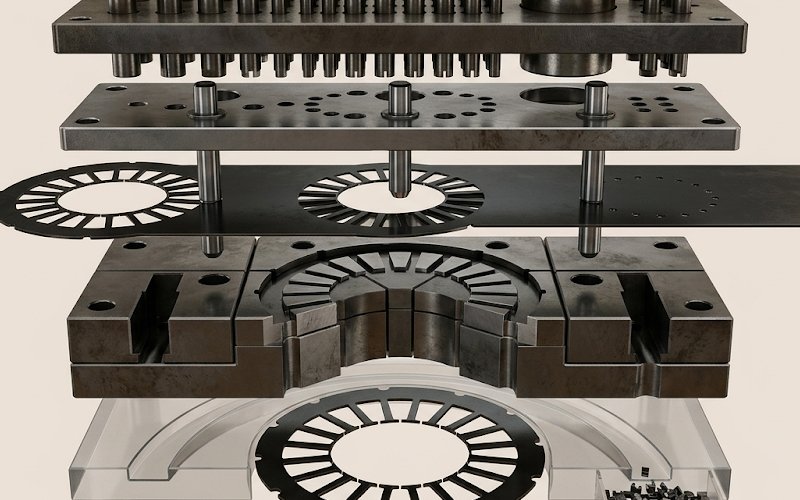
Bij progressief gereedschap moet de werklengte van de loods verder reiken dan de stripper, zodat de loods het gat kan oppakken en de strip in positie kan brengen. voor andere ponsen de volgende snede maken. Stempelrichtlijnen beschrijven dat de loodsneus het gat ingaat voor het strippercontact, waarbij de loodsstift vaak iets onder het gat zit om te voorkomen dat hij blijft steken. Recente richtlijnen geven een typische passing van ongeveer 0,0005 tot 0,001 in. naar het geleidingsgat; bij oudere gereedschapsreferenties wordt de maat van de geleidingspunt meestal als volgt bepaald 0,001 inch kleiner dan de pons waarmee het zoekgat is gemaakt.
Dat klinkt als een klein detail. Dat is het niet. Het te laat binnenkomen van een piloot veroorzaakt een kettingreactie:
De strip is niet volledig geplaatst. De pad klemt. Vervolgens probeert het gereedschap te snijden, scheren of munten vanuit een halfverkeerde positie. Tegen die tijd corrigeert de matrijs de fout niet meer. De fout wordt hard in het onderdeel gestampt.
Dunne laminaten maken dit nog erger. De huidige productietoelichtingen voor dun materiaal wijzen erop dat wat vroeger als dun gold, rond 0,014 in., ziet er nu zwaar uit naast 0,006 in. en 0,004 in. materiaal. Naarmate de dikte afneemt, wordt de strip minder tolerant voor lange niet-ondersteunde verplaatsingen en gevoeliger voor ondersteuning, toevoerstabiliteit en timing van de piloot.
Dus voor lamineermatrijzen betekent een goede pilotstrategie meestal vijf dingen:
Pilot met een zuivere functie met weinig vervorming.
Houd de pilot iets onder het gat, niet “zo strak mogelijk”.”
Laat de piloot vastklikken voordat de pad de strip volledig omsluit.
Voorkom dat hetzelfde geleidingsgat te veel stroomopwaarts misbruik overleeft.
Controleer de passing van de stuurautomaat opnieuw na het naslijpen, niet alleen na het uitproberen.
Isolatiecoatings voor elektrisch staal doen niet allemaal hetzelfde werk. Standaard coatingclassificaties onderscheiden verschillende chemische processen en beoogde functies, zoals isolatieniveau, ponsbaarheid, lasbaarheid, gloeiweerstand en drukweerstand. Sommige coatingklassen worden expliciet geassocieerd met betere stansbaarheid, terwijl andere worden gekozen voor zwaardere thermische of drukomstandigheden.
Dus een klaringsrecept dat zich goed gedroeg op één gecoate kwaliteit mag niet blindelings gekopieerd worden naar een andere. Zelfs niet als de basisdikte vergelijkbaar lijkt. De keuze van de coating heeft een invloed op de wrijving, de gevoeligheid voor oppervlakteschade en hoeveel bramen of kantenrollen de downstreamstapel kan verdragen voordat de isolatieprestaties beginnen af te nemen. De matrijsinstellingen moeten bevroren worden tegen de werkelijk gecoat materiaal, niet tegen een materiële familienaam.
Slakkenbestrijding is geen huishoudelijk onderwerp. Het is een kwaliteitsonderwerp. Een getrokken slak kan de volgende laminering markeren, een punt afbreken, een smalle tand beschadigen, de coating verstoren en een braamtrend starten die veel later in de stapelassemblage zichtbaar wordt. Tegen die tijd is de echte oorzaak al twee shifts oud.
Referentiemateriaal over stansen met hoge snelheid identificeert verschillende terugkerende oorzaken van het trekken van slakken: ingesloten vacuüm, kleverig smeermiddel, te ver naar binnen dringen van de stempel en losse speling zonder retentiemethode. Dezelfde referenties tonen ook aan dat terugtrekken verantwoordelijk kan zijn voor een groot deel van de slijtage van de stempel en dat te ver naar binnen dringen van de stempel de zuigkracht verhoogt bij het terugtrekken.
Drie controlelagen zijn het belangrijkst.
Eerst, het punchgezicht. Veerbelaste uitwerppennen of geventileerde ponsen helpen de vacuümafdichting te verbreken en duwen de kogel weg van het ponsvlak tijdens het terugtrekken. Voor ronde ponsen wordt ook een conische afschuiving gebruikt omdat dit de belasting verlaagt en de trekneiging van de kogel kan verminderen.
Tweede, de matrijsopening. Een te lange landlengte is een van de belangrijkste oorzaken van het vastlopen van slakken. Richtlijnen voor het werken met dunne stift houden de landlengte meestal op niet meer dan ongeveer vier keer materiaaldikte, met conisch of omgekeerd conisch reliëf om te zorgen dat kogels netjes loskomen. Een gladde afwerking van het reliëf is ook belangrijk; ruw geboorde tegenboringen kunnen kogels opvangen en tuimelen bevorderen.
Ten derde, het druppelpad. Goede matrijsnormen zeggen nog steeds het voor de hand liggende, omdat het waar blijft: zorg voor spelinggaten door de matrijzschoen voor alle slakken en geleidingsgaten. Scheid waar mogelijk de val van onderdelen van de val van schroot. Geef schroot een vrije uitloop en geen kans om onder de snijzone rond te hangen.
Nog een laatste detail. Braamcontrole en slakcontrole zijn met elkaar verbonden. De oudere algemene stempelregel dat de braamhoogte zo hoog mag zijn als 10% plaatdikte is te los om te gebruiken als comfortdeken voor lamineerstapels. In elektrische laminaten kunnen bramen kortsluiting tussen de lamellen veroorzaken. In publicaties over elektrische kernen worden voorbeelden genoemd rond 0,05 mm over een randlengte van 10 mm, met hogere lokale pieken die soms afzonderlijk worden behandeld, en enkele productierichtlijnen voor lamineerstapels bramen in de 10-20 μm bereik als al zinvol voor de kwaliteit van heipalen. Het is verstandig om je interne procesalarm ruim onder de oude 10%-regel te zetten en de uiteindelijke limiet te bevestigen aan de hand van stapelfactor, isolatieweerstand en thermische resultaten.
Als een lamineerstapel een verkeerde uitlijning, een opkomende braam of een willekeurige gleufspanning vertoont, begin dan niet bij het afgewerkte onderdeel en gok. Loop achteruit.
Controleer het strookpad.
Controleer vervolgens de toestand van het geleidingsgat.
Dan de passing en timing van de piloot.
Dan pons-naar-matrijs klaring op het actieve station.
Dan land en reliëf.
Dan over-entry.
Dan de hoeveelheid smeermiddel en waar het eigenlijk terechtkomt.
Die volgorde is niet elegant. Het werkt wel. Beschadigingen aan de geleidingsgaten en instabiliteit van de strip verschijnen vaak eerder dan duidelijke defecten aan het onderdeel en het gedrag van de slak kan je vertellen of het spelingprobleem geometrisch is, slijtage-gerelateerd of gewoon wordt versterkt door terugtrekking en vacuüm.
Een veelgebruikt uitgangspunt is ongeveer 5% voorraaddikte per kant, maar dun elektrisch staal heeft vaak meer nodig voordat het gat de pons niet meer vastgrijpt en de kogel netjes valt. Behandel 5% als een basislijn, niet als een vast antwoord.
Een veelgebruikte methode is om de grootte van het pilotpunt te bepalen op ongeveer 0,0005 tot 0,0010 in. kleiner dan het positioneergat. In oudere gereedschapsreferenties staat vaak 0,001 inch kleiner dan de pons waarmee het zoekgat is gemaakt. Het doel is gecontroleerd binnendringen zonder te plakken.
Voordat de stripper of het drukkussen de strip volledig vastklemt en voordat andere ponsen kritisch werk beginnen te verrichten. Een praktische richtlijn is dat de loods begint met het lokaliseren van ongeveer 1-2× voorraaddikte voor contact met de pad.
Meestal omdat er verschillende dingen samenkomen: slijtage verandert de werkelijke speling, te ver binnenkomen of de toestand op het land verhoogt de zuigkracht en de weerstand, smeermiddel sluit de vacuümzak af en het pad van de slak wordt minder schoon. Slug pulling wordt zelden veroorzaakt door één detail alleen.
Er is geen eerlijk universeel getal. De oude algemene stempelregel van 10% voorraaddikte is te breed voor veel lamineertoepassingen omdat bramen interlaminaire kortsluiting kunnen veroorzaken. Voor elektrische laminaten moet de uiteindelijke limiet worden gekoppeld aan isolatie-integriteit, stapelfactor en warmtestijging, waarbij interne procesalarmen veel lager moeten worden ingesteld dan de algemene regel.
Ja. Standaard coatingclassificaties onderscheiden coatings op isolatieniveau, ponsbaarheid, lasbaarheid en thermische weerstand. Dat betekent dat dezelfde dikte met een ander coatingsysteem mogelijk niet dezelfde speling, braamalarm of onderhoudsinterval wil.
Een motorlamineermatrijs begeeft het niet in één keer. Het verschuift. De vrije ruimte verschuift. Het gedrag van de piloot verschuift. Het gedrag van de slak verschuift. Dan volgt de stapelkwaliteit.
De beste gereedschappen zijn niet degene die één scherp proefstuk maken. Het zijn de gereedschappen die de boringpositie, sleufgeometrie, randconditie en afvalverwijdering stabiel houden gedurende de echte productietijd. Dat betekent speling instellen als een levend procesvenster, piloten echte plaatsbepalingsbevoegdheid geven en slakbeheersing behandelen als onderdeel van de productkwaliteit vanaf de eerste lay-outcontrole.