Sinoのラミネーションスタックにお任せください!
プロジェクトをスピードアップするために、ラミネーションスタックに以下のような詳細なラベルを付けることができます。 寛容, 材料, 表面仕上げ, 酸化絶縁が必要かどうか, 数量などなど。
プロトタイプ 積層スタック 速く動ける。常にではない。しかし、しばしば最初の引用が示唆するよりも速い。.
遅れは通常、カッティングの前に始まる。図面はほぼ出来上がっており、素材は “標準”、スタックの高さは “40mm前後”、そしてチームは “できるだけ早く ”と望んでいる。それはプロジェクト内部では明確に聞こえる。メーカーにとって、それは仕事をリリースするのに十分な明確さではない。.
このプレイブックは、モーターコア、ステーター、ローター、トランス、アクチュエーター、ジェネレーター、または磁気テストビルド用のカスタムラミネーションスタックを必要とするエンジニア、バイヤー、プロジェクトオーナーのためのものです。.
ゴールは単純で、後でデータを台無しにするような決断をすることなく、有用なプロトタイプを素早く作ることだ。.
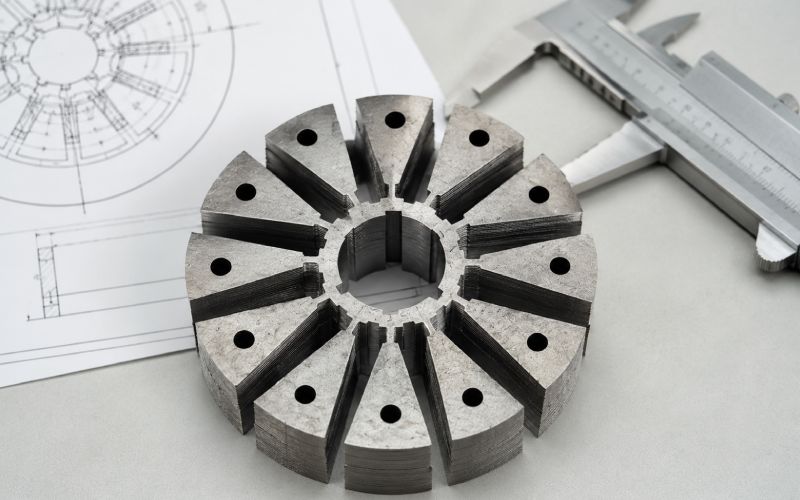
初期段階のプロトタイプ・ラミネーション・スタックの場合、最短ルートは通常次の通りである。 利用可能な電気鋼からレーザーカットされたラミネーション, その後、簡単な積み重ね、溶接、接着、固定具の組み立てが行われる。.
典型的なプランニングの範囲は次のようなものだ:
| 試作ルート | 標準的なリードタイム目標 | 最良の使用例 | 主なリスク |
|---|---|---|---|
| レーザーカット ルースラミネートセット | 3-7営業日 | フィッティングチェック、巻線トライアル、フィクスチャーテスト | 完成したスタックではない |
| レーザーカット溶接スタック | 1~2週間 | 機能的モーターコアのプロトタイプ | 熱と局所的な歪み |
| レーザーカットされたボンデッドスタック | 1~3週間 | ステータまたはロータ・コアのクリーニング | 接着剤の硬化とスタックの高さ制御 |
| ワイヤーEDMラミネーションスタック | 1~3週間 | タイトな機能、細かいスロット、小ロット | 切断速度が遅い |
| 化学エッチング積層 | 1~3週間 | 非常に薄いラミネーション、微細な形状 | 材質と厚さの制限 |
| プロトタイプ・スタンピングまたはソフト・ツーリング | 3~6週間以上 | 生産前の検証 | ツーリングの遅れ |
| フル生産スタンピングツール | 6~12週間以上 | 安定した大容量設計 | ジオメトリーが変わると高価になる |
これらは計画範囲であり、約束ではありません。材料の入手可能性、ラミネーションの厚さ、外径サイズ、フィーチャーの密度、スタックの高さ、検査レベル、仕上げのステップによって、スケジュールはすぐに変更されます。.
それでも、ルールは守られている: スピードが必要なら、形状がそれに見合うようになるまで、ハードツーリングは避けてください。.
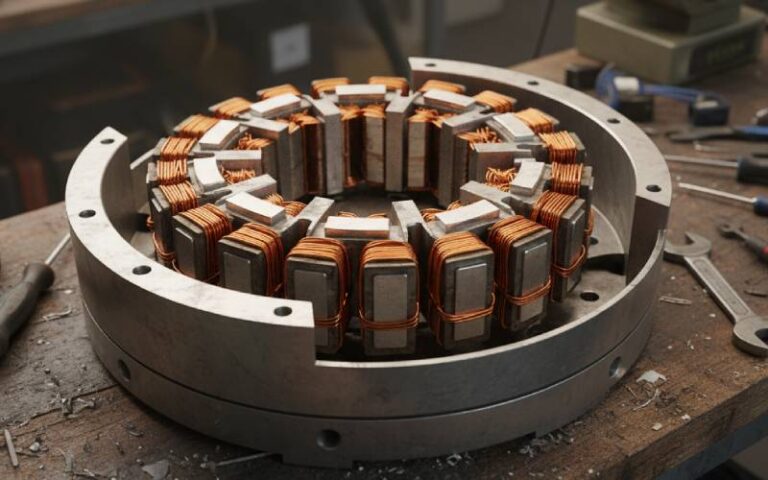
ラミネーション・スタックとは、単に薄い金属板を何枚も重ねたものではない。.
制御された磁気アセンブリである。切断はエッジを変える。バリは絶縁に影響する。溶接は局所的な熱を変化させる。ボンディングはスタックの高さを変えます。応力除去は磁気挙動を変える。スタック高さの測定方法さえも議論の原因になり得る。.
ほとんどの遅々として進まないプロジェクトは、これらの問題のいずれかを抱えている:
| ディレイ・ソース | ビルドが遅くなる理由 | 迅速な修正 |
|---|---|---|
| 未定義の材料 | サプライヤーは、等級、コーティング、厚さを確認する必要がある。 | 好ましい代替材料と許容できる代替材料を示す |
| DXF/DWGファイルなし | PDFのみの図面はプログラミングの遅れを生む | きれいな2Dカッティングファイルを送る |
| 各寸法に重要なマーク | 検査が重くなる | 機能的な寸法のみをクリティカルとしてマークする |
| 不明なスタック・メソッド | 組立見積もりが完了しない | ルーズ、溶接、接着、ピン留め、クランプのいずれかを選択する。 |
| バリ不要 | リワーク・リスクの増加 | 必要に応じて、バリの方向と最大バリを定義します。 |
| 曖昧なスタックの高さ | ラミネーション数と圧縮率は不明 | 目標の高さと測定条件 |
| 制作意図が早すぎる | 金型と工程の見直しは数週間を要する | ツールなしのプロトタイプ・ルートを最初に使う |
速いプロトタイプは狭い質問から始まる。「このスロットは巻けるか?「このデザインは最終的な生産用モーターコアになり得るか?.
レーザー切断、ワイヤー放電加工、ボンディング、溶接、スタンピングを選択する前に、スタックが何を証明することになるのかを決める。.
これをスキップしてはいけない。何日も節約できる。.
| プロトタイプのゴール | に最適化する。 | 通常はリラックスできる |
|---|---|---|
| メカニカル・フィット | 外径、内径、ボルト穴、シャフトフィット、スタック高さ | 最終的な磁気損失 |
| ワインディングトライアル | スロット開口部、歯形、絶縁クリアランス | 最終接合方法 |
| スピンテスト | 同心度、バランス、ローター保持力 | 化粧エッジ仕上げ |
| 熱試験 | スタックコンタクト、ハウジングフィット、巻線充填 | 完璧な磁気グレード |
| 磁気テスト | 鋼種、切断方法、バリ制御、応力除去 | 可能な限り最速のビルド |
| 顧客サンプル | クリーンな組み立て、安全な取り扱い、見た目の仕上げ | 完全な生産経済性 |
ジオメトリ・プロトタイプと磁気検証プロトタイプは、同じルールを使うべきではない。.
当たり前のように聞こえる。それは常に見逃されている。.
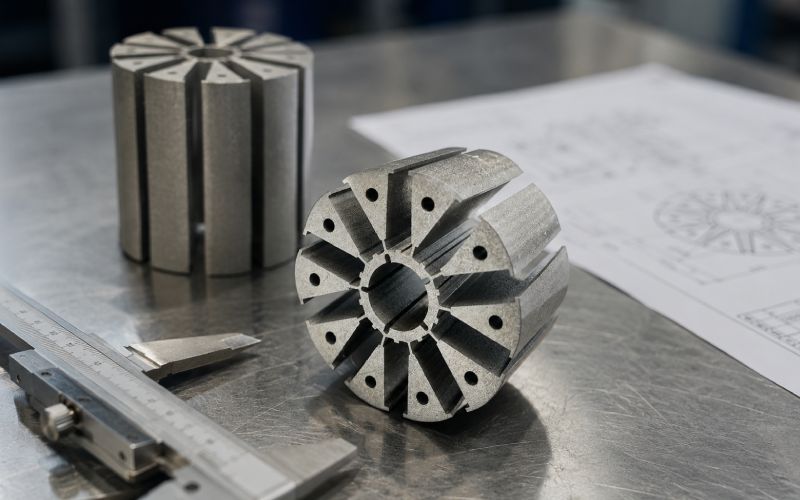
レーザー切断は、専用のスタンピングツールを必要としないため、通常、プロトタイプラミネーションスタックの最速経路です。カスタムステーターラミネーション、プロトタイプローターラミネーション、電気スチールラミネーションサンプル、高速モーターコアプロトタイピングに適しています。.
レーザー切断を使用する場合
エッジの状態に注意してください。レーザー切断では、切断エッジ付近に熱影響部や応力が生じることがあります。フィット・プロトタイプの場合、それは問題ではないかもしれません。コアロスの研究では、それは非常に重要かもしれません。.
結論: 最終的な磁力の確実性よりも、スピードと形状の柔軟性が重要な場合は、レーザー切断を選択します。.
ワイヤー放電加工は、多くの場合レーザー切断よりも時間がかかりますが、ラミネーションに狭いブリッジ、微細な溝、小さな半径、または厳しいプロファイル要件がある場合に有用です。.
ワイヤー放電加工機を使用する場合
ワイヤーEDMは魔法ではありません。プログラミング、治具、検査が必要です。しかし、微細なプロトタイプの場合、「速いが間違っている」という問題を防ぐことができます。.
結論: 精度が最短の加工時間よりも重要な場合は、ワイヤ放電加工機をお選びください。.
スタンピングは、設計が安定しており、予想される数量が金型製作を正当化できる場合に意味がある。最初のラミネーション・スタック・プロトタイプの場合、スタンピングは時間がかかりすぎ、コストもかかりすぎることが多い。.
スタンピングはこんなときに使う:
結論: スタンピングはデザインが落ち着いてから行うのがよい。通常、図面がまだ変化しているときには、最初の一手としては不適切である。.
リードタイムを短くしたいのであれば、完全な製造パックを送ってください。電子メールのスレッドに散在するメモを含むハーフパックではありません。.
プロトタイプ・ラミネーション・スタックに有用なRFQパックには、以下のものが含まれる:
| RFQ項目 | 何を送るか |
|---|---|
| ラミネート形状 | DXFまたはDWGファイルとPDF図面 |
| スタックモデル | あればSTEPファイル |
| 申し込み | ステータ、ロータ、トランス、アクチュエータ、ジェネレータ、テストクーポン |
| 素材 | 電気鋼の等級、厚さ、コーティング、許容される代替品 |
| 数量 | スタック数、スペアラミネーション数、テストクーポン数 |
| スタックの高さ | 目標身長と許容範囲 |
| ラミネーション数 | 固定カウントまたは目標身長に合わせる |
| 切断方法 | レーザー、ワイヤーEDM、エッチング、スタンピング。 |
| スタッキング方式 | ルーズ、溶接、接着、リベット、ピン、クランプ |
| バーの条件 | 最大バリ、バリ方向、バリ取りの可否 |
| 熱処理 | 必須、任意、または不可 |
| 重要な次元 | 内径、外径、スロット、トゥース、マグネットポケット、データム機能 |
| 検査 | 基本寸法チェックまたは完全レポート |
| タイムライン | 必要な出荷日とフレキシブルな項目 |
ここで、小さいが便利なフレーズを付け加えておこう:
“リードタイムが長くなる要求があれば、それを個別に特定してください。”
その一文が、真のブロッカーをあぶり出すことができる。それはカットではないかもしれない。材料かもしれない。もしかしたら、重要でない部分の公差が厳しすぎるのかもしれない。.
スタックの高さは必要以上に問題を引き起こす。.
ラミネーション・スタックは、コーティングされたシートから作られる。コーティング、バリ、平坦度、圧力、接着層、溶接の歪み、シートの厚みのばらつきなど、すべてが最終的な高さに影響する。ですから、「スタック高さ40mm」では不十分なのです。.
スタックの高さはこのように指定する:
目標スタック高さ:40.00 mm ±0.10 mm、スタック後に規定圧縮下で測定。.
あるいは、ラミネーション数がもっと重要であれば:
120ラミネーションでビルド。最終的なスタックの高さは調整せずに報告する。.
それらは異なるビルドだ。.
速いプロトタイプの場合、優先順位を1つ選ぶ:
4つ全部欲しいかもしれない。いいだろう。だが、1人がリードすべきだ。.
積層方法は、プロトタイプの剛性、ハンドリング、磁気挙動、納期を変える。.
| スタッキング方式 | スピード | 最適 | 気をつけて |
|---|---|---|---|
| ルーズ・スタック | 最速 | フィットチェック、巻線トライアル、実験用治具 | ハンドリングの悪さ |
| クランプスタック | 速い | 磁気クーポン、臨時テスト | フィクスチャーが結果に影響 |
| 溶接スタック | 速い | リジッド試作モーターコア | 熱と局所ショートのリスク |
| ボンドスタック | ミディアム | よりクリーンなスタック、より少ない金属接合 | 硬化時間と接着剤の厚さ |
| リベット留めまたはピン留めスタック | ミディアム | メカニカル・アライメント | 余分な穴がフラックスパスに影響する可能性がある |
| インターロック・スタック | プロトタイプは遅い | プロダクション・スタイルの検証 | 通常、ツーリングや機能追加が必要 |
クイックターン・ステーター・ラミネーショ ン・スタックの場合、機械的または熱的な試験であ れば、溶接が許容される場合がある。磁気損失試験の場合、接着または制御されたクランプにより、よりきれいなデータが得られる可能性があります。.
一つの方法がベストということはない。テストが決めるのだ。.
プロトタイプが重くなるのはここからだ。.
最初の製造には、最終的なコーティングの承認、最終的な接合方法、完全な検査、最終的な鋼鉄等級、応力除去、完璧な外観が必ずしも必要なわけではない。必要な場合もある。ほとんどはそうではない。.
より速い最初のビルドが可能になるかもしれない:
シャフトの適合をコントロールする場合は、内径を緩めないでください。巻線へのアクセスがテストされる場合は、スロットの開口部を緩めてはならない。保持力が問われる場合は、マグネットポケットの形状を緩和しないこと。.
今の質問の答えにならないものはリラックスする。.

追加のラミネーションを注文する。いつも。.
プロトタイプのラミネーションは、傷ついたり、曲がったり、落としたり、押しすぎたり、積み間違えたり、検査で消費されたりする。巻線試験で歯が損傷することがある。ローターのトライアルでバリの問題が見つかる。接着されたスタックに断面カットが必要になることもあります。.
優れたプロトタイプのオーダーには、しばしばこのようなものが含まれる:
これにはわずかなコストがかかる。2回目の調達サイクルを節約できる。.
プロジェクトが急を要し、設計がまだ動いている場合は、この3段階のパスを使う。.
目的:取り付け、組み立て、巻線へのアクセス、ハウジングのクリアランス。.
最適なルート:レーザーカットされた利用可能な素材、ルーズまたは軽く固定されたスタック。.
リードタイム目標:数日から約1週間。.
最終的な効率を主張するためにこのビルドを使用しないでください。.
目的:巻線、熱試験、スピン試験、初期電気試験。.
最良のルート:より近い素材、バリの方向が制御されている、溶接または接着されたアセンブリ。.
リードタイム目標:1~3週間.
設計ミスの多くはここに現れる。.
目的:コアロス、効率、材料比較、シミュレーション相関。.
最良のルート:ロックされた材料、管理された切断方法、明確な応力除去の決定、文書化された検査。.
リードタイム目標:データが重要なので、より長く。.
この段階的な計画は、紙の上では遅く感じられる。実際のプロジェクトでは、高価なビルドが始まる前に、最初のビルドで単純なエラーを発見するため、この方法が勝つことが多い。.
試作品のラミネート加工を短納期で行いたい場合は、この短いパッケージをご用意ください:
迅速なレビューは、ファイルが真実を語っている場合にのみ可能です。もしデザインがまだラフであれば、そのように言いましょう。ラフ・デザインでも見積もりは可能ですが、リリースされた図面のように扱ってはいけません。.
生産品質には生産ルールが必要。材料がロックされている。金型経路の把握。検査の定義接合方法の選択。これらの決定が準備できていない場合、このフレーズは混乱に拍車をかける。.
バリは積層、絶縁、局所短絡、測定再現性に影響を与える可能性があります。磁気プロトタイプの場合、バリの制御は機能的です。.
ある電気鋼のグレードや厚さを別のものに変えると、スタックの高さ、ラミネーション数、切断挙動、コーティング、磁気性能が変わる可能性がある。これは小さな編集ではありません。.
1つのプロトタイプですべてに同じように答えることはできない。ファストフィットスタックが自動的に磁気バリデーションスタックになるわけではない。.
3Dモデルは役立ちますが、ラミネート加工には通常、きれいな2Dプロファイルデータが必要です。できれば両方を送ってください。.
単純なレーザーカットによるラミネーション・セットは、数日で計画できることが多い。溶接または接着されたスタックの完成品は、1~3週間程度で計画されるのが一般的です。金型ベースの試作品では、数週間以上かかることもあります。正確な時間は、材料、厚さ、形状、スタックの高さ、仕上げ、検査によって異なります。.
レーザー切断は通常、回転の速いステーター・ラミネーションやローター・ラミネーションに適しています。ワイヤーEDMは、公差の厳しい小ロット、微細な形状、繊細なプロファイルに適しています。スピード重視ならレーザー切断を。細部の制御にはワイヤーEDMをお選びください。.
しかし、テストの種類は重要です。レーザーカットされたラミネーションは、フィット、巻線、熱、スピン、初期の機能テストに有用です。最終的な磁気検証には、エッジ効果、バリ、応力、熱処理の決定をより厳密に管理する必要があります。.
DXFまたはDWGファイル、PDF図面、材料の詳細、目標とする積み重ねの高さ、固定されている場合は積層数、数量、積み重ね方法、バリの要件、検査の必要性をお送りください。STEPファイルはアセンブリのコンテキストに役立ちます。.
通常、ルーズ・スタックまたはクランプ・スタックが最速である。溶接スタックは、多くの場合、最速のリジッド・アセンブリーである。ボンディングは、よりクリーンなスタックを製造することができるが、硬化時間と高さ制御ステップが追加される可能性がある。.
常にではありません。ストレスリリーフは、磁気性能、コアロス、シミュレーションの相関性が重要な場合に有効です。フィットチェックや巻線試験には必要ないかもしれません。.
プロトタイプが筐体にフィットする必要がある場合や、アクティブな長さの目標を満たす必要がある場合は、正確なスタック高さを選択します。磁気設計やテスト比較がシート数に依存する場合は、正確なラミネーション数を選択します。両方が重要な場合は、優先順位を定義します。.
きれいな切削ファイルを送ること、早期の製造に利用可能な代替材料を許可すること、真の重要寸法のみをマークすること、単純な積層方法を選択すること、バリの方向を定義すること、RFQにプロトタイプのテスト目的を含めること。.
最も高価な質問に答えるために、最初のプロトタイプ・ラミネーション・スタックを作る。.
高価な問題がフィットなら、フィットのために作る。巻線が問題なら、巻線のために作る。磁気損失であれば、スピードを落としてプロセスをコントロールする。.
速いというのは不注意という意味ではない。まだ重要でない決断を取り除き、重要な数少ない決断を正しく処理するということだ。.