Lasciate che le pile di laminazione di Sino diano forza al vostro progetto!
Per velocizzare il progetto, è possibile etichettare le pile di laminazione con dettagli quali tolleranza, materiale, finitura superficiale, se è necessario o meno un isolamento ossidato, quantitàe altro ancora.
PFMEA per le pile di laminazione: Modalità di guasto, cause, controlli e priorità basate su AP
Punti di forza
I guasti a più alto rischio sono solitamente collegati a bave, danni all'isolamento, disallineamento, laminazioni mancanti o doppie, giunzioni scadenti e cortocircuiti interlaminari nascosti..
L'ispezione dell'altezza della pila è utile, ma non può dimostrare l'integrità elettrica.
La moderna pratica FMEA non dovrebbe basarsi solo sulla classificazione RPN vecchio stile. La priorità d'azione, o AP, è ora ampiamente utilizzata nel metodo FMEA armonizzato per il settore automobilistico per stabilire se un'azione è ad alta, media o bassa priorità.
Una solida PFMEA della pila di laminazione deve confluire direttamente nella piano di controllo, metodo di ispezione, piano di reazione e lista di controllo del processo.
Indice dei contenuti
Cosa comprende questa PFMEA
A pila di laminazione è costruito da fogli di metallo sottili e ripetuti, di solito acciaio elettrico, impilati e fissati in un nucleo magnetico. Può diventare parte di uno statore, di un rotore, del nucleo di un trasformatore, di un attuatore, di un sensore o di un altro gruppo elettromagnetico.
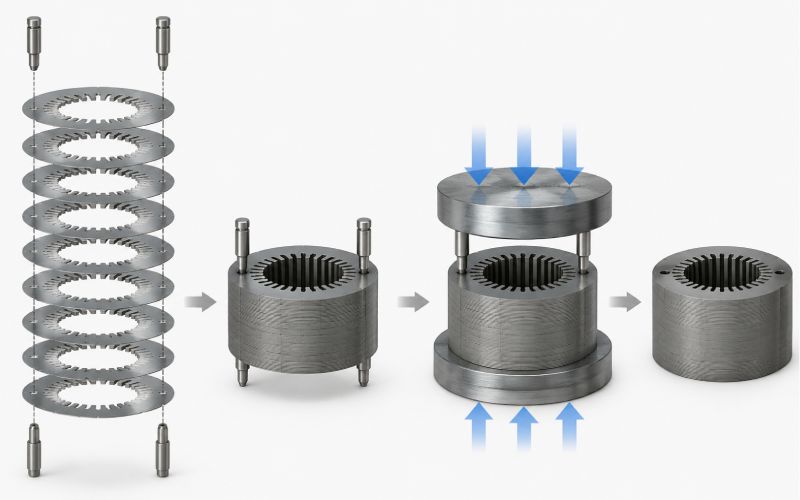
Questo articolo si concentra sul processo di produzione:
Materiale di laminazione o grezzi in arrivo
Punzonatura, taglio o profilatura
Pulizia e manipolazione
Accatastamento
Compressione
Giunzione, incollaggio, saldatura, rivettatura o incastro
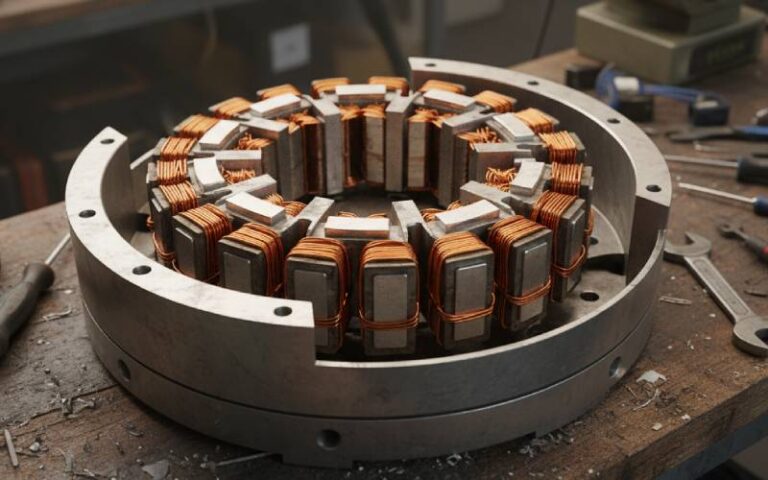
Ispezione finale prima dell'avvolgimento, dell'inserimento del magnete, dell'assemblaggio dell'albero o della spedizione
Ciò significa che si tratta principalmente di un FMEA di processo, o PFMEA.
Alcuni problemi di progettazione sono menzionati perché influiscono sul rischio di produzione. Ma non devono essere seppelliti all'interno della PFMEA senza disciplina. Lo spessore della laminazione, il tipo di rivestimento, la geometria delle scanalature, l'angolo di inclinazione, il concetto di giunzione e gli obiettivi del fattore di impilamento di solito iniziano come decisioni di progettazione. Una volta congelate, la PFMEA pone una domanda diversa:
Come può il processo non riuscire a realizzare correttamente il progetto?
Piccola distinzione. Grande differenza di audit.
DFMEA vs PFMEA per le pile di laminazione
Argomento
Problemi di DFMEA
Preoccupazione per la PFMEA
Spessore della laminazione
Lo spessore scelto è adatto a perdite, costi, resistenza e producibilità?
Lo spessore corretto è caricato, verificato e protetto da errori?
Rivestimento isolante
Il rivestimento soddisfa i requisiti elettrici, termici e di processo?
Il rivestimento è graffiato, schiacciato, contaminato o danneggiato durante la produzione?
Geometria della scanalatura
Il design della scanalatura supporta l'avvolgimento, il percorso del flusso, il rumore e il fattore di riempimento?
Le fessure sono distorte, sbavate, disallineate o fuori profilo dopo il taglio e l'impilamento?
Altezza della pila
L'altezza nominale della pila è adatta alla progettazione elettromagnetica e meccanica?
L'altezza effettiva della pila è sbagliata a causa di fogli mancanti, fogli doppi, detriti, bave o errori di compressione?
Metodo di giunzione
La saldatura, l'incollaggio, l'incastro o la rivettatura sono adatti alla resistenza e alle prestazioni magnetiche?
I parametri di giunzione sono controllati, verificati e contenuti quando sono fuori dalla finestra?
Obliquità
L'obliquità riduce l'ondulazione della coppia, il rumore o il cogging come previsto?
L'angolo di inclinazione è costruito in modo corretto e ripetibile?
Una PFMEA pulita non pretende di riprogettare il motore o il trasformatore. Controlla il processo che costruisce la pila.
Perché la PFMEA della pila di laminazione deve andare oltre i controlli dimensionali
La parte difficile è che molti difetti della pila di laminazione si nascondono bene.
Una pila può superare l'ispezione in altezza e presentare comunque un guasto elettrico. Un foro può misurare correttamente mentre alcune fessure interne sono leggermente ruotate. Una saldatura può avere un aspetto accettabile e tuttavia lasciare la pila allentata dopo i cicli termici. Una bava può essere minuscola a occhio e tagliare comunque l'isolamento quando viene compressa.
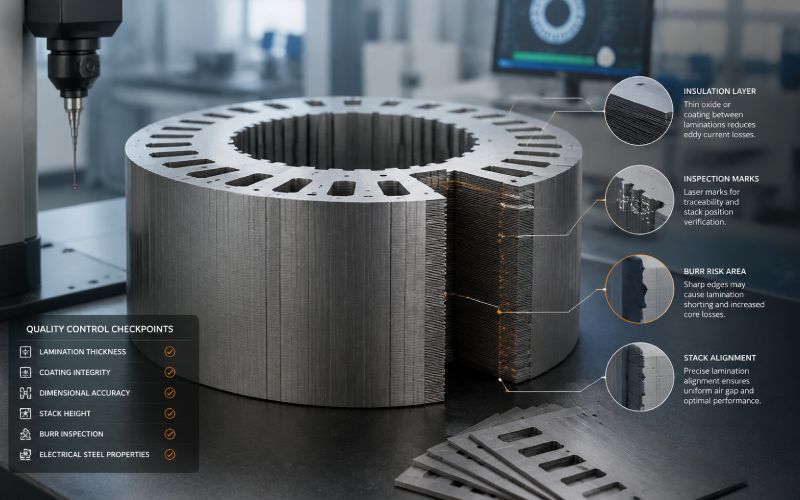
Le lamine di acciaio elettrico sono isolate l'una dall'altra per limitare le correnti parassite; i difetti interlaminari possono aumentare le perdite del nucleo e causare danni alle macchine elettriche. Le bave di punzonatura o di taglio possono compromettere l'isolamento tra lamiere adiacenti e creare contatti conduttivi casuali durante la pressatura in pila.
Ecco perché una PFMEA utile non si limita a chiedere: “Il pezzo è in tolleranza?”.”
Si chiede:
Che cosa ha fatto il processo alla pila che il disegno non può mostrare facilmente?
Tabella PFMEA per la produzione di stack di laminazione
Utilizzare questo come modello di lavoro. La colonna AP non è una valutazione fissa. Indica dove la priorità dell'azione merita di solito un'attenzione particolare. L'AP effettivo deve derivare dalle tabelle interne S/O/D, dai requisiti del cliente e dal metodo di rischio.
Fase del processo
Modalità di guasto
Causa probabile
Effetto
Controllo della prevenzione
Controllo del rilevamento
Focus AP
Materiale in arrivo
Tipo, spessore o rivestimento del materiale sbagliato
Miscela di lotti, errore di etichettatura, fuga dal fornitore
Perdita, calore, errore di altezza della pila, giunzione scadente
Segregazione dei lotti, controllo dei codici a barre, elenco dei materiali approvati
Controllo dello spessore, revisione dei certificati, verifica del rivestimento
Alto se la sicurezza o le prestazioni sono critiche
Taglio / punzonatura
Altezza eccessiva della bava
Usura degli utensili, errato gioco della matrice, punzone opaco, variazione del materiale
Cortocircuito interlaminare, danni all'isolamento, falsa altezza della pila, danni all'avvolgimento
Limiti di vita dell'utensile, controllo del gioco della matrice, programma di affilatura
Misura delle bave, microscopia dei bordi, ispezione visiva
Alto
Taglio / punzonatura
Errore nel profilo della scanalatura o del dente
Errore di avanzamento, danni all'utensile, scarso controllo del nastro
Interferenza di avvolgimento, ondulazione della coppia, rumore, riduzione del riempimento
Prima approvazione, SPC, manutenzione degli utensili
Controllo ottico del profilo, calibro per fessure, campionamento con CMM
Medio-alto
Taglio / punzonatura
Sollecitazioni sui bordi o degrado magnetico
Taglio aggressivo, tagliente intaccato dal calore, finestra di processo insufficiente
Perdita del nucleo più elevata, riscaldamento locale
Finestra di taglio qualificata, condizione controllata dell'utensile
Test di perdita del nucleo, scansione termica, test magnetico del campione
Medio-alto
Pulizia / manipolazione
Detriti tra le laminazioni
Scaglie, polvere, fanghi d'olio, scaglie di rivestimento
Inclinazione della pila, cortocircuito locale, errore di altezza, regione libera
Standard di pulizia, WIP coperto, contenitori puliti
Controllo visivo, mappa altimetrica, verifica dello smontaggio
Medio
Accatastamento
Laminazione mancante
Salto dell'alimentatore, errore di conteggio manuale, errore di pick-up
Bassa altezza di impilamento, spostamento delle prestazioni magnetiche, assemblaggio non vincolato
Contatore di fogli, interblocco dell'alimentatore, quantità di pila in dotazione
Controllo del peso, altezza della pila sotto carico
Alto
Accatastamento
Doppia laminazione
Adesione dell'olio, scarsa separazione, prelievo magnetico, errore di vuoto
Eccesso di altezza, distorsione di compressione, disallineamento della scanalatura
Separazione dell'aria, messa a punto del pick-up, prevenzione del doppio foglio
Sensore a doppio foglio, controllo del peso, curva forza-distanza
Alto
Accatastamento
Disallineamento angolare
Perni usurati, nidi allentati, rimbalzi di pezzi, dati insufficienti
Deriva dello slot, problema di avvolgimento, errore di skew, ondulazione di coppia
Antefatti temprati, funzione antirotazione, manutenzione del nido
Controllo visivo, calibro angolare, ispezione della faccia terminale
Alto
Accatastamento
Disallineamento radiale / errore di concentricità
Anagrafica sporca, sbilanciamento della pinza, usura dell'attrezzatura
Variazione del traferro, vibrazioni, squilibrio del rotore
Pulizia del datum, serraggio controllato, ispezione dei dispositivi
Controllo del runout, misura dell'alesaggio/OD
Alto
Compressione
Sovracompressione
Impostazione errata della pressa, errore di ricetta, tentativo di forzare l'altezza
Danno al rivestimento, cortocircuito interlaminare, distorsione delle fessure
Blocco della ricetta di stampa, arresto meccanico, limite di forza
Monitoraggio forza-spostamento, test di isolamento
Alto
Compressione
Sottocompressione
Bassa forza, breve sosta, ritorno elastico dell'apparecchio
Controllo dell'umidità, FIFO, confezione sigillata
Ispezione della superficie, verifica dello stoccaggio
Medio
Come pensare all'AP, non solo ai numeri S/O/D
Molti vecchi file FMEA moltiplicano ancora Severity × Occurrence × Detection in un RPN. Il problema è semplice: diverse combinazioni di rischi possono creare lo stesso numero, anche quando uno è chiaramente più grave.
Il nuovo approccio AP è più utile perché costringe a porsi una domanda prima che la matematica diventi decorativa:
Data la gravità, l'occorrenza e la rilevazione, quanto è urgente intervenire?
Per le pile di laminazione, l'AP dovrebbe di solito aumentare quando:
L'effetto comporta calore, perdita elettrica, cortocircuito, danni agli avvolgimenti, squilibrio o guasto del campo.
La causa è legata all'usura dell'utensile, all'usura dell'attrezzatura o a un processo che può subire una deriva silenziosa.
Il rilevamento avviene in ritardo, dopo la giunzione, l'avvolgimento, l'inserimento del magnete o la pressatura dell'albero.
Il metodo di ispezione non è in grado di vedere in modo affidabile il difetto reale.
Il difetto è intermittente.
Una verità scomoda: i difetti intermittenti sono spesso peggiori di quelli costanti. I difetti costanti vengono notati. Bave intermittenti, fogli saltati, rivestimenti graffiati o pile allentate possono sfuggire perché il processo “per lo più funziona”.”
Questo è esattamente il tipo di rischio che la PFMEA dovrebbe cogliere.
Controlli critici per famiglia di guasti
1. Controlli della bava e del bordo
Le bave non sono solo estetiche. Possono sollevare le laminazioni, danneggiare il rivestimento, creare ponti conduttivi e influire sull'altezza della pila.
Tra i controlli validi vi sono:
Limite di altezza della bava per caratteristica, non solo per condizione generale del pezzo
Requisiti di direzione della fresa
Tracciamento dell'usura degli utensili per stazione o cavità
Intervallo di affilatura basato sulla tendenza misurata, non su congetture.
Ispezione dei bordi dopo la manutenzione dell'utensile
Piano di reazione quando l'andamento della bava si avvicina al limite
Evitare di utilizzare l'altezza finale della pila come controllo principale della bava. È troppo tardi e troppo indiretto.
2. Controlli dell'isolamento e del cortocircuito interlaminare
L'isolamento interlaminare può essere danneggiato da bave, graffi, detriti, compressione eccessiva, manipolazione scorretta e giunzioni aggressive.
I metodi di rilevamento utili possono includere:
Controllo della resistenza interlaminare
Test di perdita del nucleo
Test di eccitazione a basso flusso
Scansione termica durante il test con tensione
Campione smontato dopo la compressione o la giunzione
Isolamento dei guasti su stack sospetti
Non tutti i prodotti hanno bisogno di tutti i test. Ma se la perdita del nucleo o il calore sono un rischio chiave per il prodotto, la PFMEA dovrebbe includere un controllo elettrico funzionale da qualche parte prima che lo stack diventi costoso da rottamare.
3. Controllo del numero e dell'altezza delle pile
Le laminazioni mancanti o doppie sono errori fondamentali, ma si verificano comunque.
Utilizzare controlli stratificati:
Conteggio dei fogli
Rilevamento del doppio foglio
Controllo del peso
Altezza della pila con carico definito
Curva forza-spostamento durante la compressione
L'altezza da sola può mentire. Un foglio doppio può essere parzialmente mascherato dalla compressione. Una lastra mancante può essere mascherata da bave, accumuli di rivestimento o detriti. Accoppiare le misure.
4. Controlli di allineamento e di scostamento
Per le pile di statori e rotori, piccoli errori di allineamento possono trasformarsi in variazioni del traferro, problemi agli avvolgimenti, problemi alle tasche dei magneti, ondulazioni di coppia, rumori o squilibri.
I controlli devono comprendere:
Pulizia del dato
Controllo dell'usura dei perni e dei nidi
Caratteristiche antirotazione
Ispezione visiva dell'orientamento delle scanalature
Misura del runout da foro a foro
Verifica dell'angolo di skew se lo skew è progettato nello stack
La PFMEA dovrebbe elencare l'usura dei dispositivi come causa. Non solo “errore dell'operatore”. L'errore dell'operatore a volte è reale. Spesso è solo un'etichetta pigra per un processo debole.
5. Controlli di unione
Saldatura, incollaggio, incastro e rivettatura comportano rischi diversi.
Una pila saldata può essere resistente, ma può subire danni termici locali o distorsioni. Una pila incollata può essere pulita, ma dipende dalle condizioni della superficie, dalla polimerizzazione e dal controllo dell'adesivo. Una pila interbloccata può essere efficiente per la produzione di grandi volumi, ma può introdurre deformazioni locali se non viene controllata.
La PFMEA deve mettere in relazione i rischi che si uniscono con i controlli effettivi:
Controlli di energia, velocità, posizione e penetrazione della saldatura
Durata di conservazione del materiale di incollaggio, rapporto di miscelazione, tempo di polimerizzazione e temperatura di polimerizzazione
Monitoraggio della forza del rivetto o dell'interblocco
Prova di trazione, taglio o separazione
Audit trasversale
Controllo dimensionale dopo la giunzione
Una canna bella non è sempre una buona canna.
Collegamento al piano di controllo
Una PFMEA non è finita finché non guida il piano di controllo.
Rischio PFMEA
Voce del piano di controllo
Piano di reazione
La bava supera il limite
Controllo delle bave a frequenza definita; andamento dell'usura degli utensili
Arresto, separazione delle parti sospette dall'ultimo controllo valido, ispezione dell'utensile
Doppia laminazione
Sensore doppio foglio e controllo peso
Trattenere il lotto di pile, verificare l'alimentatore, controllare le pile più recenti.
Disallineamento angolare
Misuratore angolare visivo o meccanico
Arresto della cella di impilamento, ispezione dei perni di riferimento e del nido
Corto interlaminare
Test di resistenza o di perdita del nucleo
Contenere il lotto, rivedere la cronologia di sbavatura/rivestimento/compressione
Giunzione debole
Monitoraggio dei parametri e pull test
Quarantena degli stack uniti, verifica delle impostazioni delle apparecchiature
Deriva dell'altezza della pila
Altezza sotto carico definito e curva della forza di pressione
Controllare lo spessore del materiale, i detriti, le bave, l'arresto della pressa, il numero di fogli.
Corrosione
Controllo dell'umidità di stoccaggio e dell'età del WIP
Smistamento del materiale in giacenza, verifica dell'imballaggio e delle condizioni di stoccaggio
È qui che molte FMEA falliscono. Elencano i rischi, poi il piano di controllo si trova da un'altra parte e dice “ispezione visiva”. È in questa lacuna che si verificano le fughe.
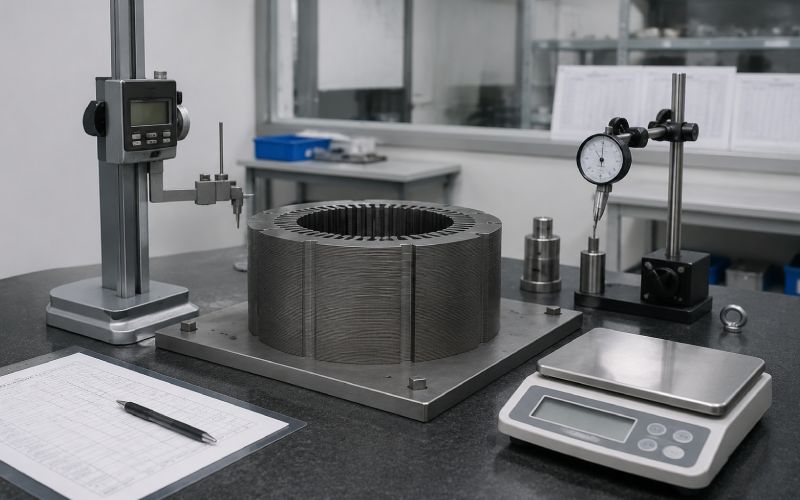
Esempi di misura per la PFMEA della pila di laminazione
Non copiare questi dati come limiti universali. Si tratta di esempi di tipi di misura, non di specifiche predefinite.
Caratteristica
Possibile metodo di misurazione
Perché è importante
Altezza della bava
Profilometro a contatto, microscopio ottico, sistema di visione
Aiuta a prevenire i danni all'isolamento e le interferenze da impilamento
Altezza della pila
Misuratore di altezza sotto carico definito
Conferma l'altezza costruita in condizioni ripetibili
Massa della pila
Scala di precisione
Aiuta a rilevare le laminazioni mancanti o doppie
Allineamento
Sistema di visione, calibro per fessure, campionatura CMM
Conferma la relazione tra fessura, dente, foro e diametro esterno
Esaurimento
Comparatore, sistema di rotondità, CMM
Controlla il rischio di air-gap e di bilanciamento
Resistenza interlaminare
Test di resistenza elettrica
Rileva i percorsi conduttivi tra le laminazioni
Perdita del nucleo
Apparecchio di prova magnetico
Controlla il comportamento funzionale della perdita magnetica
Profilo di compressione
Monitoraggio forza-spostamento della pressa
Trova detriti, fogli doppi, sottocompressione, sovracompressione
Forza di giunzione
Test di trazione, taglio, spellatura o separazione
Conferma l'integrità meccanica della pila
I limiti specifici devono derivare dai requisiti di progettazione, dalle specifiche del cliente, dagli studi di capacità, dai dati sui materiali e dai risultati della convalida. I limiti ipotizzati per la SEO sarebbero una cattiva ingegneria.
Domande pratiche di revisione della PFMEA
Utilizzateli durante la riunione. Funzionano meglio che fissare il foglio di calcolo.
Questo difetto può essere causato dall'usura degli utensili?
Può essere nascosto dalla compressione?
Può superare l'ispezione visiva?
Può peggiorare dopo l'adesione?
Può danneggiare l'avvolgimento, i magneti, l'accoppiamento dell'albero o il gruppo di alloggiamento?
Può aumentare la perdita del nucleo o il riscaldamento locale?
Il metodo di rilevamento attuale è in grado di trovarlo?
Qual è il primo punto in cui questo difetto diventa costoso?
Qual è il piano di reazione se il controllo fallisce?
Si tratta di un rischio di progettazione che finge di essere un rischio di processo?
L'ultima domanda fa risparmiare tempo. A volte il processo viene biasimato per un progetto che non ha margine.
Errori comuni di PFMEA per le pile di laminazione
Errore 1: considerare l'altezza della pila come prova della sua qualità
L'altezza della pila è importante, ma non è la prova della salute dell'isolamento, del conteggio corretto, degli strati puliti, del buon allineamento o della buona giunzione.
Errore 2: nascondere tutto sotto la voce “scarsa qualità dello stack”.”
Questa frase è troppo ampia. Dividetela in modalità di guasto effettive: doppia laminazione, laminazione mancante, bava corta, disallineamento angolare, basso fattore di stack, legame debole, corrosione, detriti, fessura distorta.
Errore 3: utilizzare il test del prodotto finale come principale controllo di rilevamento
Il test finale è importante. È anche tardivo. Se un difetto della pila viene riscontrato dopo l'avvolgimento o l'assemblaggio, la PFMEA deve chiedersi perché la pila è stata lasciata andare avanti.
Errore 4: non collegare la PFMEA alla manutenzione
I punzoni si usurano. Usura delle matrici. I perni si usurano. I sensori si spostano. Gli arresti della pressa si spostano. Le attrezzature si sporcano. Questi non sono problemi secondari. Per le pile di laminazione, sono cause normali.
Errore 5: mescolare DFMEA e PFMEA senza dirlo
Le scelte progettuali creano l'ambiente di rischio. I controlli di processo gestiscono il rischio di produzione. Mantenete entrambi visibili, ma non mescolateli in un'unica tabella vaga.
FAQ
Qual è la modalità di guasto più importante nelle pile di laminazione?
Non esiste un'unica modalità di guasto universale. In molte applicazioni, i rischi più gravi sono i corti interlaminari, le bave eccessive, il disallineamento, le laminazioni mancanti o doppie, la cattiva giunzione e l'allentamento della pila.
Perché le bave sono un problema così importante?
Le bave possono danneggiare l'isolamento tra le laminazioni, creare contatti conduttivi, influire sull'altezza della pila e interferire con l'avvolgimento o l'assemblaggio. Nei nuclei magnetici, ciò può aumentare le perdite e il riscaldamento locale.
L'ispezione visiva è sufficiente per le pile di laminazione?
Di solito no. L'ispezione visiva può rilevare danni evidenti, elementi mancanti, ruggine o bave gravi. È debole per quanto riguarda i cortocircuiti interni, gli errori di conteggio mascherati dalla compressione, la sottile deriva angolare e la debolezza delle giunzioni.
Si dovrebbe ancora usare l'RPN?
Alcune organizzazioni mantengono ancora l'RPN per i sistemi legacy, ma la moderna pratica FMEA di tipo automobilistico dà maggior peso alle decisioni di azione basate su AP. L'AP aiuta a evitare che i team trattino rischi molto diversi come uguali solo perché producono lo stesso risultato di moltiplicazione.
Cosa dovrebbe far scattare l'aggiornamento della PFMEA?
Aggiornare la PFMEA dopo le modifiche agli utensili, le modifiche ai materiali, le modifiche ai rivestimenti, i nuovi parametri di giunzione, i nuovi metodi di ispezione, la sostituzione delle attrezzature, i reclami dei clienti, i resi sul campo, le tendenze ripetute agli scarti o qualsiasi difetto che sia sfuggito ai controlli esistenti.
Qual è il miglior segnale d'allarme di un problema di pila di laminazione?
L'andamento delle bave, la deriva della forza di spostamento della pressa, i guasti del sensore a doppio foglio, l'usura del dispositivo, le variazioni anomale dell'altezza della pila e l'aumento dei guasti dei test elettrici sono forti segnali precoci. Una pila difettosa è un difetto. Una tendenza alla deriva è un problema di processo.
Come deve essere collegata la PFMEA al piano di controllo?
Ogni modalità di guasto ad alto rischio deve avere un controllo di prevenzione, un controllo di rilevamento, una frequenza di ispezione, un proprietario, un metodo di registrazione e un piano di reazione. Se la PFMEA dice “cortocircuito interlaminare” ma il piano di controllo dice solo “controllo visivo”, il sistema ha una falla.
Nota finale
Una pila di laminazione è un pezzo ripetuto, ma non semplice.
Il processo può commettere lo stesso piccolo errore centinaia di volte in un nucleo. Le bave si ripetono. I graffi si ripetono. L'errore di allineamento si ripete. I danni da compressione si ripetono. Poi lo stack finito si comporta come se il difetto fosse stato progettato.
Questo è lo scopo della PFMEA: non riempire un modulo, non impressionare un revisore e non classificare i rischi finché i numeri non appaiono in ordine.
Si tratta di cogliere i piccoli errori di processo quando sono ancora piccoli.
Cheney è un ingegnere applicativo senior di Sino, con una forte passione per la produzione di precisione. Ha una formazione in ingegneria meccanica e possiede una vasta esperienza pratica nella produzione. Alla Sino, Cheney si concentra sull'ottimizzazione dei processi di produzione delle pile di laminazione e sull'applicazione di tecniche innovative per ottenere prodotti di alta qualità.
Opuscolo sui nuovi prodotti
Inserite il vostro indirizzo e-mail e vi invieremo l'ultima brochure!
Lasciate che le pile di laminazione di Sino diano forza al vostro progetto!
Per velocizzare il progetto, è possibile etichettare le pile di laminazione con dettagli quali tolleranza, materiale, finitura superficiale, se è necessario o meno un isolamento ossidato, quantitàe altro ancora.