Let Sino's Lamination Stacks Empower Your Project!
To speed up your project, you can label Lamination Stacks with details such as tolerance, material, surface finish, whether or not oxidized insulation is required, quantity, and more.
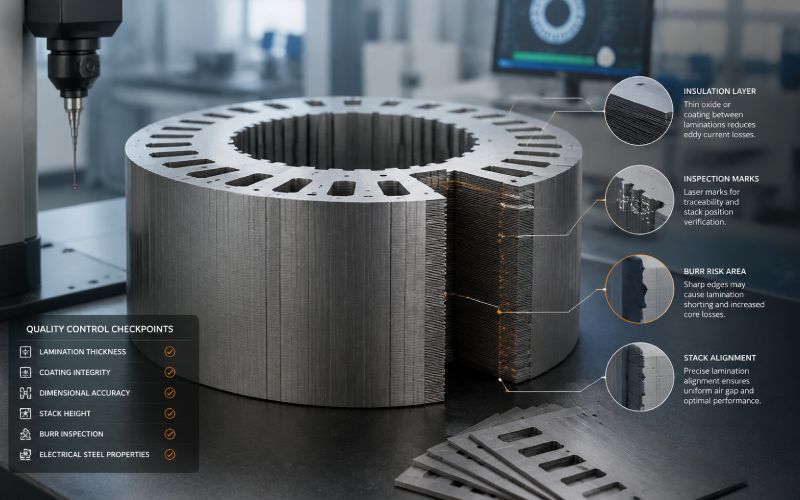
A lamination stack is built from repeated thin metal sheets, usually electrical steel, stacked and fixed into a magnetic core. It may become part of a stator, rotor, transformer core, actuator, sensor, or other electromagnetic assembly.
This article focuses on the manufacturing process:
That means this is mainly a Process FMEA, or PFMEA.
Some design issues are mentioned because they affect manufacturing risk. But they should not be buried inside the PFMEA without discipline. Lamination thickness, coating type, slot geometry, skew angle, joining concept, and stack factor targets usually begin as design decisions. Once frozen, the PFMEA asks a different question:
How can the process fail to make that design correctly?
Small distinction. Big audit difference.
| Topic | DFMEA concern | PFMEA concern |
|---|---|---|
| Lamination thickness | Is the selected thickness suitable for loss, cost, strength, and manufacturability? | Is the correct thickness loaded, verified, and protected from mix-up? |
| Insulation coating | Does the coating meet electrical, thermal, and process requirements? | Is the coating scratched, crushed, contaminated, or damaged during production? |
| Slot geometry | Does the slot design support winding, flux path, noise, and fill factor? | Are slots distorted, burred, misaligned, or out of profile after cutting and stacking? |
| Stack height | Is the nominal stack height suitable for electromagnetic and mechanical design? | Is the actual stack height wrong because of missing sheets, double sheets, debris, burrs, or compression error? |
| Joining method | Is welding, bonding, interlocking, or riveting suitable for strength and magnetic performance? | Are joining parameters controlled, verified, and contained when out of window? |
| Skew | Does skew reduce torque ripple, noise, or cogging as intended? | Is the skew angle built correctly and repeatably? |
A clean PFMEA does not pretend to redesign the motor or transformer. It controls the process that builds the stack.
The hard part is that many lamination stack defects hide well.
A stack can pass height inspection and still have an electrical fault. A bore can measure correctly while several internal slots are slightly rotated. A weld can look acceptable and still leave the stack loose after thermal cycling. A burr can be tiny by eye and still cut through insulation when compressed.
Electrical steel laminations are insulated from each other to restrict eddy currents; interlaminar faults can increase core losses and cause damage in electrical machines. Burrs from punching or cutting can impair insulation between adjacent sheets and create random conductive contact during stack pressing.
That is why a useful PFMEA does not ask only, “Is the part in tolerance?”
It asks:
What did the process do to the stack that the drawing cannot easily show?
Use this as a working template. The AP column is not a fixed rating. It shows where action priority usually deserves special attention. Your actual AP should come from your internal S/O/D tables, customer requirements, and risk method.
| Process step | Failure mode | Likely cause | Effect | Prevention control | Detection control | AP focus |
|---|---|---|---|---|---|---|
| Incoming material | Wrong material grade, thickness, or coating | Lot mix, labeling error, supplier escape | Loss, heat, stack height error, poor joining | Lot segregation, barcode control, approved material list | Thickness check, certificate review, coating verification | High if safety or performance-critical |
| Cutting / punching | Excessive burr height | Tool wear, wrong die clearance, dull punch, material variation | Interlaminar short, insulation damage, false stack height, winding damage | Tool life limits, die clearance control, sharpening schedule | Burr measurement, edge microscopy, vision inspection | High |
| Cutting / punching | Slot or tooth profile error | Feed error, tool damage, poor strip control | Winding interference, torque ripple, noise, reduced fill | First-off approval, SPC, tool maintenance | Optical profile check, slot gauge, CMM sampling | Medium to high |
| Cutting / punching | Edge stress or magnetic degradation | Aggressive cutting, heat-affected edge, poor process window | Higher core loss, local heating | Qualified cutting window, controlled tool condition | Core loss test, thermal scan, sample magnetic test | Medium to high |
| Cleaning / handling | Debris between laminations | Slivers, dust, oil sludge, coating flakes | Stack tilt, local short, height error, loose region | Cleaning standard, covered WIP, clean containers | Visual check, height map, teardown audit | Medium |
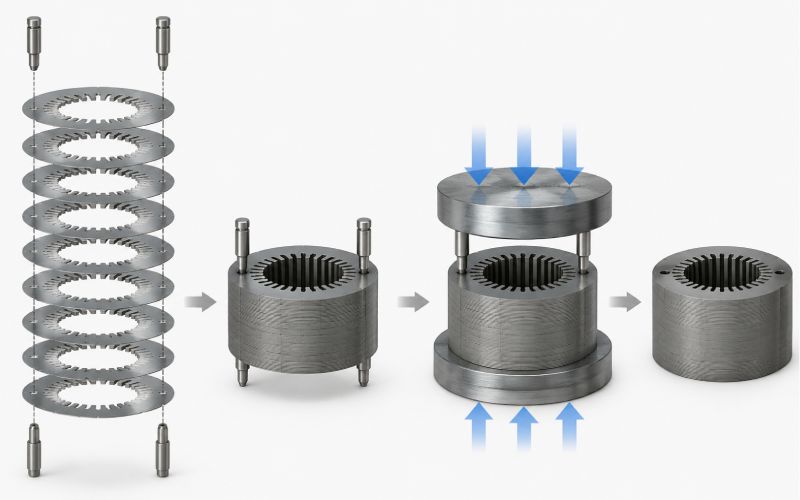
| Stacking | Missing lamination | Feeder skip, manual count error, pickup failure | Low stack height, magnetic performance shift, loose assembly | Sheet counter, feeder interlock, kitted stack quantity | Weight check, stack height under load | High |
| Stacking | Double lamination | Oil adhesion, poor separation, magnetic pickup, vacuum error | Excess height, compression distortion, slot mismatch | Air separation, pickup tuning, double-sheet prevention | Double-sheet sensor, weight check, force-distance curve | High |
| Stacking | Angular misalignment | Worn pins, loose nest, part bounce, poor datum | Slot drift, winding issue, skew error, torque ripple | Hardened datums, anti-rotation feature, nest maintenance | Vision check, angular gauge, end-face inspection | High |
| Stacking | Radial misalignment / concentricity error | Dirty datum, clamp imbalance, fixture wear | Air-gap variation, vibration, rotor imbalance | Datum cleaning, controlled clamping, fixture inspection | Runout check, bore-to-OD measurement | High |
| Compression | Over-compression | Wrong press setting, recipe error, attempt to force height | Coating damage, interlaminar short, slot distortion | Press recipe lock, mechanical stop, force limit | Force-displacement monitoring, insulation test | High |
| Compression | Under-compression | Low force, short dwell, fixture springback | Loose stack, height instability, poor joining | Press force control, dwell control, calibrated stops | Stack height under defined load, resonance check | Medium to high |
| Joining | Weak weld, bond, rivet, or interlock | Contamination, wrong energy, poor cure, worn tooling | Stack looseness, vibration, dimensional drift | Parameter window, surface cleanliness, cure control | Pull test, cross-section, visual check, process data review | High |
| Joining | Excess heat or local damage | Weld energy too high, poor fixture heat control | Magnetic loss, distortion, coating damage | Heat input limits, fixture cooling, parameter lock | Dimensional check, core loss check, thermal inspection | Medium to high |
| Final inspection | Electrical short not detected | Wrong test method, skipped test, poor sampling | Heat, loss, field failure | Mandatory test plan, reaction plan, audit of test bypass | Interlaminar resistance, core loss test, thermal scan | High |
| Packaging / storage | Corrosion or coating degradation | Humidity, long WIP time, poor packaging | Poor insulation, poor bond, contamination | Humidity control, FIFO, sealed packaging | Surface inspection, storage audit | Medium |
Many older FMEA files still multiply Severity × Occurrence × Detection into an RPN. The problem is simple: different risk combinations can create the same number, even when one is clearly more serious.
The newer AP approach is more useful because it forces a question before the math becomes decorative:
Given severity, occurrence, and detection, how urgent is action?
For lamination stacks, AP should usually rise when:
One awkward truth: intermittent defects are often worse than constant ones. Constant failures get noticed. Intermittent burrs, skipped sheets, scratched coatings, or loose stacks can escape because the process still “mostly works.”
That is exactly the kind of risk PFMEA should catch.
Burrs are not just cosmetic. They can lift laminations, damage coating, create conductive bridges, and affect stack height.
Good controls include:
Avoid using final stack height as the main burr control. It is too late and too indirect.
Interlaminar insulation can be damaged by burrs, scratches, debris, excessive compression, poor handling, and aggressive joining.
Useful detection methods may include:
Not every product needs every test. But if core loss or heat is a key product risk, the PFMEA should include a functional electrical check somewhere before the stack becomes expensive to scrap.
Missing and double laminations are basic errors, but they still happen.
Use layered controls:
Height alone can lie. A double sheet may be partly masked by compression. A missing sheet may be masked by burrs, coating buildup, or debris. Pair the measurements.
For stator and rotor stacks, small alignment errors can become air-gap variation, winding trouble, magnet pocket issues, torque ripple, noise, or imbalance.
Controls should include:
The PFMEA should list fixture wear as a cause. Not just “operator error.” Operator error is sometimes real. Often it is just a lazy label for a weak process.
Welding, bonding, interlocking, and riveting all create different risks.
A welded stack may be strong but can suffer local heat damage or distortion. A bonded stack may be clean but depends on surface condition, cure, and adhesive control. An interlocked stack may be efficient for high-volume production but can introduce local deformation if not controlled.
The PFMEA should connect joining risks to actual controls:
A nice-looking joint is not always a good joint.
A PFMEA is not finished until it drives the control plan.
| PFMEA risk | Control plan item | Reaction plan |
|---|---|---|
| Burr exceeds limit | Burr check at defined frequency; tool wear trend | Stop, segregate suspect parts since last good check, inspect tool |
| Double lamination | Double-sheet sensor and weight check | Hold stack lot, verify feeder, audit recent stacks |
| Angular misalignment | Vision or mechanical angular gauge | Stop stacking cell, inspect datum pins and nest |
| Interlaminar short | Resistance or core loss test | Contain batch, review burr/coating/compression history |
| Weak joining | Parameter monitoring and pull test | Quarantine joined stacks, verify equipment settings |
| Stack height drift | Height under defined load and press force curve | Check material thickness, debris, burrs, press stop, sheet count |
| Corrosion | Storage humidity and WIP age check | Sort affected WIP, review packaging and storage condition |
This is where many FMEAs fail. They list risks, then the control plan lives somewhere else and says “visual inspection.” That gap is where escapes happen.
Do not copy these as universal limits. They are examples of measurement types, not default specifications.
| Characteristic | Possible measurement method | Why it matters |
|---|---|---|
| Burr height | Contact profilometer, optical microscope, vision system | Helps prevent insulation damage and stacking interference |
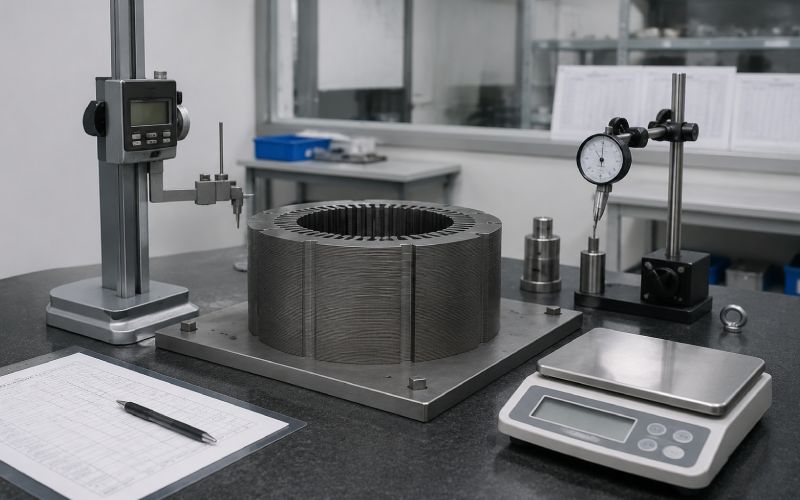
| Stack height | Height gauge under defined load | Confirms built height under repeatable condition |
| Stack mass | Precision scale | Helps detect missing or double laminations |
| Alignment | Vision system, slot gauge, CMM sampling | Confirms slot, tooth, bore, and OD relationship |
| Runout | Dial indicator, roundness system, CMM | Controls air-gap and balance risk |
| Interlaminar resistance | Electrical resistance test | Detects conductive paths between laminations |
| Core loss | Magnetic test fixture | Checks functional magnetic loss behavior |
| Compression profile | Press force-displacement monitoring | Finds debris, double sheets, under-compression, over-compression |
| Joining strength | Pull, shear, peel, or separation test | Confirms mechanical stack integrity |
Specific limits should come from design requirements, customer specifications, capability studies, material data, and validation results. Guessing limits for SEO would be bad engineering.
Use these in the meeting. They work better than staring at the spreadsheet.
The last question saves time. Sometimes the process is blamed for a design that has no margin.
Stack height matters, but it is not proof of insulation health, correct count, clean layers, good alignment, or good joining.
That phrase is too wide. Split it into actual failure modes: double lamination, missing lamination, burr short, angular misalignment, low stack factor, weak bond, corrosion, debris, distorted slot.
Final test is important. It is also late. If a stack defect is found after winding or assembly, the PFMEA should ask why the stack was allowed to move forward.
Punches wear. Dies wear. Pins wear. Sensors drift. Press stops move. Fixtures get dirty. These are not side issues. For lamination stacks, they are normal causes.
Design choices create the risk environment. Process controls manage production risk. Keep both visible, but do not mix them into one vague table.
There is no universal single failure mode. In many applications, the most serious risks are interlaminar shorts, excessive burrs, misalignment, missing or double laminations, poor joining, and stack looseness.
Burrs can damage insulation between laminations, create conductive contact, affect stack height, and interfere with winding or assembly. In magnetic cores, that can increase losses and local heating.
Usually not. Visual inspection may catch obvious damage, missing features, rust, or severe burrs. It is weak for internal shorts, count errors masked by compression, subtle angular drift, and joining weakness.
Some organizations still keep RPN for legacy systems, but modern automotive-style FMEA practice gives more weight to AP-based action decisions. AP helps prevent teams from treating very different risks as equal just because they produce the same multiplication result.
Update the PFMEA after tool changes, material changes, coating changes, new joining parameters, new inspection methods, fixture replacement, customer complaints, field returns, repeated scrap trends, or any defect that escaped the existing controls.
Burr trend, press force-displacement drift, double-sheet sensor faults, fixture wear, abnormal stack height variation, and rising electrical test failures are strong early signals. One bad stack is a defect. A drifting trend is a process talking.
Every high-risk failure mode should have a prevention control, detection control, inspection frequency, owner, record method, and reaction plan. If the PFMEA says “interlaminar short” but the control plan only says “visual check,” the system has a hole.
A lamination stack is a repeated part, but not a simple one.
The process can make the same tiny mistake hundreds of times in one core. Burrs repeat. Scratches repeat. Alignment error repeats. Compression damage repeats. Then the finished stack behaves like the defect was designed into it.
That is the point of PFMEA here: not to fill a form, not to impress an auditor, and not to rank risks until the numbers look tidy.
It is to catch the small process failures while they are still small.








