Laat Sino's lamineren Stacks Empower uw project!
Om je project te versnellen kun je lamineerstapels labelen met details zoals tolerantie, materiaal, oppervlakafwerking, of geoxideerde isolatie al dan niet vereist is, hoeveelheiden meer.
A laminatiestapel is opgebouwd uit herhaalde dunne metalen platen, meestal elektrisch staal, gestapeld en bevestigd in een magnetische kern. Het kan deel uitmaken van een stator, rotor, transformatorkern, actuator, sensor of andere elektromagnetische assemblage.
Dit artikel richt zich op het productieproces:
Dat betekent dat dit vooral een FMEA-procesof PFMEA.
Sommige ontwerpproblemen worden genoemd omdat ze het productierisico beïnvloeden. Maar ze moeten niet zonder discipline begraven worden in de PFMEA. Lamineringsdikte, coatingtype, sleufgeometrie, scheefstand, verbindingsconcept en stapelfactor doelen beginnen meestal als ontwerpbeslissingen. Eenmaal bevroren stelt de PFMEA een andere vraag:
Hoe kan het proces falen om dat ontwerp correct te maken?
Klein onderscheid. Groot auditverschil.
| Onderwerp | DFMEA-probleem | PFMEA zorg |
|---|---|---|
| Laminatiedikte | Is de gekozen dikte geschikt voor verlies, kosten, sterkte en produceerbaarheid? | Is de juiste dikte geladen, geverifieerd en beschermd tegen verwisseling? |
| Isolatielaag | Voldoet de coating aan de elektrische, thermische en procesvereisten? | Is de coating bekrast, geplet, vervuild of beschadigd tijdens de productie? |
| Gleufgeometrie | Ondersteunt het ontwerp van de sleuf de wikkeling, het fluxpad, de ruis en de vulfactor? | Zijn de sleuven vervormd, gebobbeld, uitgelijnd of uit profiel na het snijden en stapelen? |
| Stapelhoogte | Is de nominale stapelhoogte geschikt voor elektromagnetisch en mechanisch ontwerp? | Is de werkelijke stapelhoogte verkeerd door ontbrekende vellen, dubbele vellen, afval, bramen of compressiefouten? |
| Verbindingsmethode | Is lassen, lijmen, vergrendelen of klinken geschikt voor sterkte en magnetische prestaties? | Worden de verbindingsparameters gecontroleerd, geverifieerd en ingeperkt wanneer ze buiten het raam zijn? |
| Schuin | Vermindert scheefstelling koppelrimpel, ruis of cogging zoals bedoeld? | Is de hellingshoek correct en herhaalbaar opgebouwd? |
Een schone PFMEA pretendeert niet om de motor of transformator opnieuw te ontwerpen. Het controleert het proces dat de stapel bouwt.
Het lastige is dat veel defecten in lamineerstapels goed verborgen blijven.
Een stapel kan door de hoogteinspectie komen en toch een elektrische fout hebben. Een boring kan correct meten terwijl verschillende interne gleuven lichtjes gedraaid zijn. Een las kan er acceptabel uitzien en toch loslaten na thermische cycli. Een braam kan op het oog minuscuul zijn en bij samendrukken toch door de isolatie snijden.
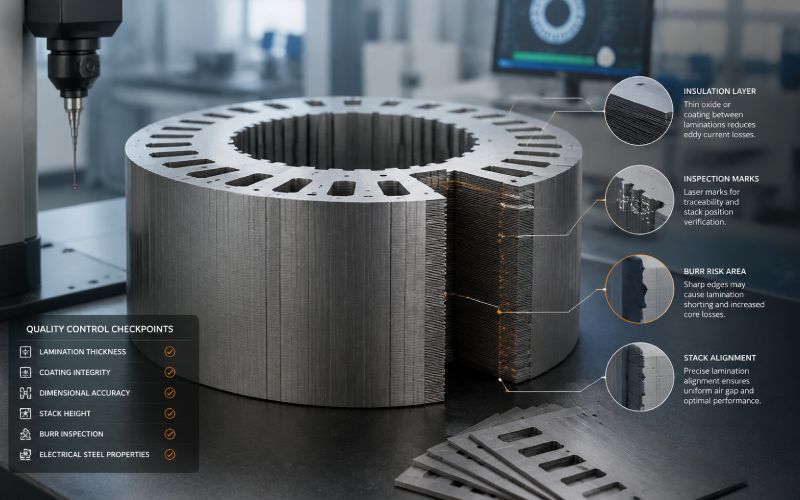
Elektrische staallaminaties zijn van elkaar geïsoleerd om wervelstromen te beperken; interlaminaire fouten kunnen de kernverliezen verhogen en schade veroorzaken in elektrische machines. Bramen van ponsen of snijden kunnen de isolatie tussen aangrenzende platen aantasten en willekeurig geleidend contact veroorzaken tijdens het stapelen.
Daarom vraagt een bruikbare PFMEA niet alleen: “Is het onderdeel binnen tolerantie?”.”
Het vraagt:
Wat heeft het proces met de stapel gedaan dat de tekening niet gemakkelijk kan laten zien?
Gebruik dit als een werksjabloon. De AP-kolom is geen vaste waardering. Het laat zien waar actieprioriteit gewoonlijk speciale aandacht verdient. Uw werkelijke AP moet voortkomen uit uw interne S/O/D-tabellen, de vereisten van de klant en de risicomethode.
| Processtap | Faalwijze | Waarschijnlijke oorzaak | Effect | Preventiebestrijding | Detectiecontrole | AP focus |
|---|---|---|---|---|---|---|
| Binnenkomend materiaal | Verkeerde materiaalsoort, dikte of coating | Partijnamenstelling, etiketteringsfout, leveranciersontsnapping | Verlies, hitte, stapelhoogtefout, slechte verbinding | Partijscheiding, barcodecontrole, goedgekeurde materiaallijst | Diktecontrole, certificaatcontrole, coatingverificatie | Hoog als veiligheid of prestaties kritisch zijn |
| Snijden/ponsen | Overmatige braamhoogte | Gereedschapsslijtage, verkeerde matrijsafstand, botte stempel, materiaalvariatie | Interlaminaire kortsluiting, isolatieschade, valse stapelhoogte, wikkelschade | Levensduurlimieten gereedschap, spelingcontrole matrijs, slijpschema | Braammeting, randmicroscopie, vision-inspectie | Hoog |
| Snijden/ponsen | Fout in sleuf of tandprofiel | Aanvoerfout, gereedschapbeschadiging, slechte stripcontrole | Storingen in de wikkeling, koppelrimpel, ruis, verminderde vulling | Eerste goedkeuring, SPC, gereedschaponderhoud | Optische profielcontrole, sleufmeter, CMM-monstername | Gemiddeld tot hoog |
| Snijden/ponsen | Randspanning of magnetische degradatie | Agressief snijden, warmte-beïnvloede rand, slecht procesvenster | Hoger kernverlies, lokale verwarming | Gekwalificeerd snijraam, gecontroleerde gereedschapsconditie | Kernverliestest, thermische scan, magnetische steekproeftest | Gemiddeld tot hoog |
| Reiniging / behandeling | Puin tussen lamellen | Splinters, stof, olieslib, coatingschilfers | Stapelkanteling, lokaal kort, hoogtefout, losse regio | Schoonmaakstandaard, afgedekte WIP, schone containers | Visuele controle, hoogtekaart, afbraakcontrole | Medium |
| Stapelen | Ontbrekende laminering | Feeder overslaan, handmatige telfout, pickupfout | Lage stapelhoogte, magnetische prestatieverschuiving, losse montage | Vellenteller, invoerblokkering, stapeluitrusting | Gewichtscontrole, stapelhoogte onder belasting | Hoog |
| Stapelen | Dubbele laminering | Oliehechting, slechte scheiding, magnetische pick-up, vacuümfout | Te grote hoogte, compressievervorming, gleuffout | Luchtseparatie, pickup afstemming, voorkomen van dubbele vellen | Sensor voor dubbel vel, gewichtscontrole, kracht-afstandscurve | Hoog |
| Stapelen | Hoekige uitlijning | Versleten pennen, los nest, stuiterend onderdeel, slecht referentiepunt | Gleufafwijking, wikkelingsprobleem, scheefstandfout, koppelrimpel | Geharde nulpunten, antikantelfunctie, nestbaar onderhoud | Vision-controle, hoekmeter, eindvlakinspectie | Hoog |
| Stapelen | Radiale uitlijningsfout / concentriciteitsfout | Vuil referentiepunt, onbalans in klemmen, slijtage van de opspanning | Variatie in luchtspleet, trillingen, onbalans van rotor | Reinigen van referentiepunten, gecontroleerd opspannen, opspancontrole | Runout-controle, boring-naar-OD-meting | Hoog |
| Compressie | Overcompressie | Verkeerde persinstelling, receptfout, poging om hoogte te forceren | Beschadiging coating, interlaminaire kortsluiting, gleufvervorming | Drukreceptvergrendeling, mechanische stop, krachtbegrenzing | Kracht-verplaatsingscontrole, isolatietest | Hoog |
| Compressie | Ondercompressie | Lage kracht, korte verblijftijd, armatuur terugvering | Losse stapel, instabiele hoogte, slechte verbinding | Perskrachtregeling, dwellregeling, gekalibreerde stops | Stapelhoogte onder gedefinieerde belasting, resonantiecontrole | Gemiddeld tot hoog |
| Aansluiten bij | Zwakke las, verbinding, klinknagel of vergrendeling | Vervuiling, verkeerde energie, slechte uitharding, versleten gereedschap | Losse stapels, trillingen, dimensionale afwijkingen | Parametervenster, oppervlaktereinheid, uithardingscontrole | Trektest, doorsnede, visuele controle, controle van procesgegevens | Hoog |
| Aansluiten bij | Overmatige hitte of plaatselijke schade | Te hoge lasenergie, slechte warmteregeling van de armatuur | Magnetisch verlies, vervorming, coatingbeschadiging | Warmte-ingangslimieten, armatuurkoeling, parametervergrendeling | Dimensionale controle, controle op kernverlies, thermische inspectie | Gemiddeld tot hoog |
| Eindinspectie | Elektrische kortsluiting niet gedetecteerd | Verkeerde testmethode, overgeslagen test, slechte bemonstering | Hitte, verlies, veldstoring | Verplicht testplan, reactieplan, audit van testomleiding | Interlaminaire weerstand, kernverliestest, thermische scan | Hoog |
| Verpakking / opslag | Corrosie of afbraak van coating | Vochtigheid, lange WIP-tijd, slechte verpakking | Slechte isolatie, slechte hechting, vervuiling | Vochtigheidsregeling, FIFO, verzegelde verpakking | Oppervlakte-inspectie, opslagcontrole | Medium |
Veel oudere FMEA-bestanden vermenigvuldigen nog steeds Ernst × Voorval × Detectie tot een RPN. Het probleem is simpel: verschillende risicocombinaties kunnen hetzelfde getal opleveren, zelfs als er één duidelijk ernstiger is.
De nieuwere AP benadering is nuttiger omdat het een vraag forceert voordat de wiskunde decoratief wordt:
Hoe dringend is actie gezien de ernst, het voorkomen en de detectie?
Voor lamineerstapels moet AP meestal stijgen wanneer:
Een lastige waarheid: intermitterende defecten zijn vaak erger dan constante defecten. Constante defecten worden opgemerkt. Intermitterende bramen, overgeslagen platen, bekraste coatings of losse stapels kunnen ontsnappen omdat het proces nog steeds “meestal werkt”.”
Dat is precies het soort risico dat PFMEA zou moeten opvangen.
Bramen zijn niet alleen cosmetisch. Ze kunnen laminaten optillen, coatings beschadigen, geleidende bruggen creëren en de stapelhoogte beïnvloeden.
Goede controles zijn onder andere:
Gebruik de uiteindelijke stapelhoogte niet als belangrijkste controle voor de braam. Het is te laat en te indirect.
Interlaminaire isolatie kan beschadigd raken door bramen, krassen, puin, overmatige compressie, slechte verwerking en agressieve verbindingen.
Nuttige detectiemethoden kunnen zijn:
Niet elk product heeft elke test nodig. Maar als kernverlies of hitte een belangrijk productrisico is, moet de PFMEA ergens een functionele elektrische controle bevatten voordat het duur wordt om de stack te slopen.
Ontbrekende en dubbele lamineringen zijn basisfouten, maar ze komen nog steeds voor.
Gebruik gelaagde besturingselementen:
Alleen de hoogte kan liegen. Een dubbele plaat kan gedeeltelijk gemaskeerd zijn door compressie. Een ontbrekende plaat kan worden gemaskeerd door bramen, coatingopbouw of puin. Koppel de metingen.
Voor stator- en rotorstapels kunnen kleine uitlijnfouten leiden tot luchtspleetvariatie, wikkelingsproblemen, problemen met de magneetzak, koppelrimpel, ruis of onbalans.
De controles moeten het volgende omvatten:
De PFMEA moet slijtage van opspanningen als oorzaak hebben. Niet alleen “bedieningsfout”. Een bedieningsfout is soms echt. Vaak is het gewoon een lui etiket voor een zwak proces.
Lassen, lijmen, in elkaar grijpen en klinken brengen allemaal verschillende risico's met zich mee.
Een gelaste stapel kan sterk zijn, maar kan plaatselijke hitteschade oplopen of vervormen. Een verlijmde stapel kan schoon zijn, maar is afhankelijk van de conditie van het oppervlak, de uitharding en de controle van de lijm. Een vergrendelde stapel kan efficiënt zijn voor de productie van grote volumes, maar kan plaatselijke vervorming veroorzaken als er geen controle is.
De PFMEA moet de verbinding leggen tussen risico's en daadwerkelijke controles:
Een mooie joint is niet altijd een goede joint.
Een PFMEA is pas klaar als deze het controleplan aanstuurt.
| PFMEA-risico | Item controleplan | Reactie plan |
|---|---|---|
| Braam overschrijdt limiet | Braamcontrole met gedefinieerde frequentie; slijtagetrend van gereedschap | Stoppen, verdachte onderdelen scheiden sinds laatste goede controle, gereedschap inspecteren |
| Dubbele laminering | Sensor voor dubbel vel en gewichtscontrole | Stapellot aanhouden, toevoer verifiëren, recente stapels controleren |
| Hoekige uitlijning | Visuele of mechanische hoekmeter | Stop de stapelcel, inspecteer de nulpuntpennen en het nest |
| Interlaminaire korte | Weerstandstest of kernverliestest | Batch insluiten, geschiedenis braam/coating/compressie bekijken |
| Zwakke verbinding | Parameterbewaking en trektest | Quarantaine van samengevoegde stapels, apparatuurinstellingen controleren |
| Afwijking in stapelhoogte | Hoogte onder gedefinieerde belasting en perskrachtcurve | Materiaaldikte, vuil, bramen, persstop, aantal vellen controleren |
| Corrosie | Controle van de opslagvochtigheid en WIP-leeftijd | Betroffen WIP sorteren, verpakking en opslag controleren |
Dit is waar veel FMEA's falen. Ze maken een lijst van risico's, maar het controleplan leeft ergens anders en zegt “visuele inspectie”. Dat gat is waar ontsnappingen plaatsvinden.
Kopieer deze niet als universele limieten. Het zijn voorbeelden van meettypes, geen standaardspecificaties.
| Kenmerk | Mogelijke meetmethode | Waarom het belangrijk is |
|---|---|---|
| Hoogte braam | Contactprofielmeter, optische microscoop, vision-systeem | Helpt isolatieschade en stapelstoringen te voorkomen |
| Stapelhoogte | Hoogtemeter onder gedefinieerde belasting | Bevestigt gebouwde hoogte onder herhaalbare omstandigheden |
| Stapelmassa | Precisieweegschaal | Helpt bij het opsporen van ontbrekende of dubbele lamineringen |
| Uitlijning | Vision-systeem, sleufmeter, CMM-bemonstering | Bevestigt de relatie tussen sleuf, tand, boring en OD |
| Uitloop | Meetklok, rondheidssysteem, CMM | Controleert luchtspleet en evenwichtsrisico |
| Interlaminaire weerstand | Elektrische weerstandstest | Detecteert geleidende paden tussen laminaten |
| Kernverlies | Magnetische testopstelling | Controleert functioneel magnetisch verliesgedrag |
| Compressie profiel | Perskracht-verplaatsingsmonitoring | Vindt puin, dubbele vellen, ondercompressie, overcompressie |
| Verbindingssterkte | Trek-, afschuif-, schil- of scheidingstest | Bevestigt de integriteit van de mechanische stapel |
Specifieke limieten moeten komen van ontwerpeisen, klantspecificaties, capaciteitsstudies, materiaalgegevens en validatieresultaten. Gissen naar limieten voor SEO zou slechte engineering zijn.
Gebruik deze tijdens de vergadering. Ze werken beter dan naar de spreadsheet staren.
De laatste vraag bespaart tijd. Soms krijgt het proces de schuld van een ontwerp dat geen marge heeft.
Stapelhoogte is belangrijk, maar het is geen bewijs van isolatiegezondheid, correcte telling, schone lagen, goede uitlijning of goede verbinding.
Die zin is te breed. Splits het op in werkelijke faalwijzen: dubbele laminering, ontbrekende laminering, korte braam, hoekige uitlijning, lage stapelfactor, zwakke verbinding, corrosie, puin, vervormde sleuf.
Eindtoets is belangrijk. Het is ook laat. Als er een stapeldefect wordt gevonden na het wikkelen of assembleren, moet de PFMEA de vraag stellen waarom de stapel door mocht gaan.
Stansen slijten. Matrijzen slijten. Pinnen slijten. Sensoren wijken af. Persstops verschuiven. Inrichtingen worden vuil. Dit zijn geen bijzaken. Voor lamineerstapels zijn dit normale oorzaken.
Ontwerpkeuzes creëren de risico-omgeving. Procescontroles beheren het productierisico. Houd beide zichtbaar, maar vermeng ze niet in één vage tabel.
Er is niet één universele foutmodus. In veel toepassingen zijn de ernstigste risico's interlaminaire kortsluiting, overmatige bramen, verkeerde uitlijning, ontbrekende of dubbele lamellen, slechte verbinding en losse stapels.
Bramen kunnen de isolatie tussen de lamellen beschadigen, geleidend contact maken, de stapelhoogte beïnvloeden en het wikkelen of assembleren bemoeilijken. In magnetische kernen kan dat leiden tot meer verliezen en plaatselijke verhitting.
Meestal niet. Visuele inspectie kan duidelijke schade, ontbrekende onderdelen, roest of ernstige bramen aan het licht brengen. Het is zwak voor interne kortsluitingen, telfouten gemaskeerd door compressie, subtiele hoekafwijkingen en zwakke verbindingen.
Sommige organisaties houden nog steeds vast aan RPN voor oude systemen, maar de moderne FMEA-praktijk in de automobielindustrie geeft meer gewicht aan AP-gebaseerde actiebeslissingen. AP helpt voorkomen dat teams zeer verschillende risico's als gelijk behandelen, alleen omdat ze hetzelfde vermenigvuldigingsresultaat opleveren.
Werk de PFMEA bij na gereedschapswijzigingen, materiaalwijzigingen, coatingwijzigingen, nieuwe verbindingsparameters, nieuwe inspectiemethoden, vervanging van opspanningen, klachten van klanten, retourzendingen, herhaalde uitvaltrends of elk defect dat ontsnapt is aan de bestaande controles.
Braamtrend, perskracht-verplaatsingsafwijkingen, fouten in de sensor voor dubbele vellen, slijtage van de opspanning, abnormale stapelhoogtevariatie en stijgende elektrische testfouten zijn sterke vroege signalen. Een slechte stapel is een defect. Een afwijkende trend is een procespraatje.
Elke faalwijze met een hoog risico moet een preventiecontrole, detectiecontrole, inspectiefrequentie, eigenaar, registratiemethode en reactieplan hebben. Als de PFMEA zegt “interlaminaire kortsluiting” maar het controleplan zegt alleen “visuele controle”, dan heeft het systeem een gat.
Een lamineerstapel is een herhaald onderdeel, maar geen eenvoudig onderdeel.
Het proces kan dezelfde kleine fout honderden keren in één kern maken. Bramen herhalen zich. Krassen herhalen zich. Uitlijnfout herhaalt zich. Compressieschade herhaalt zich. Vervolgens gedraagt de afgewerkte stack zich alsof het defect erin zat.
Dat is waar het bij PFMEA om gaat: niet om een formulier in te vullen, niet om indruk te maken op een auditor en niet om risico's te rangschikken tot de cijfers er netjes uitzien.
Het is om de kleine processtoringen op te vangen terwijl ze nog klein zijn.