Lassen Sie Sino's Lamination Stacks Ihr Projekt verstärken!
Um Ihr Projekt zu beschleunigen, können Sie Lamination Stacks mit Details wie Toleranz, Material, Oberflächengüte, ob eine oxidierte Isolierung erforderlich ist oder nicht, Mengeund mehr.
A Laminierstapel besteht aus wiederholten dünnen Metallblechen, in der Regel aus Elektrostahl, die zu einem Magnetkern gestapelt und befestigt werden. Er kann Teil eines Stators, Rotors, Transformatorkerns, Aktuators, Sensors oder einer anderen elektromagnetischen Baugruppe sein.
Dieser Artikel konzentriert sich auf den Herstellungsprozess:
Das bedeutet, dass es sich hauptsächlich um eine Prozess-FMEA, oder PFMEA.
Einige Konstruktionsfragen werden erwähnt, weil sie sich auf das Herstellungsrisiko auswirken. Sie sollten jedoch nicht undiszipliniert in der PFMEA vergraben werden. Laminierdicke, Beschichtungstyp, Schlitzgeometrie, Schräglage, Verbindungskonzept und Stapelfaktorziele beginnen in der Regel als Designentscheidungen. Sobald sie eingefroren sind, stellt die PFMEA eine andere Frage:
Wie kann es sein, dass dieser Entwurf nicht korrekt erstellt wird?
Kleiner Unterschied. Großer Unterschied bei der Prüfung.
| Thema | DFMEA-Anliegen | PFMEA-Anliegen |
|---|---|---|
| Laminierungsdicke | Ist die gewählte Dicke für Verlust, Kosten, Festigkeit und Herstellbarkeit geeignet? | Ist die richtige Dicke geladen, überprüft und vor Verwechslungen geschützt? |
| Isolationsbeschichtung | Erfüllt die Beschichtung die elektrischen, thermischen und verfahrenstechnischen Anforderungen? | Ist die Beschichtung während der Produktion zerkratzt, zerdrückt, verschmutzt oder beschädigt worden? |
| Geometrie der Schlitze | Unterstützt das Schlitzdesign Wicklung, Flussweg, Rauschen und Füllfaktor? | Sind die Schlitze nach dem Schneiden und Stapeln verzerrt, entgratet, falsch ausgerichtet oder aus dem Profil geraten? |
| Höhe des Stapels | Ist die Nennhöhe des Stapels für die elektromagnetische und mechanische Auslegung geeignet? | Ist die tatsächliche Stapelhöhe aufgrund von fehlenden Blättern, doppelten Blättern, Verunreinigungen, Graten oder Druckfehlern falsch? |
| Verfahren zum Verbinden | Ist Schweißen, Kleben, Verriegeln oder Nieten für die Festigkeit und magnetische Leistung geeignet? | Werden die Verbindungsparameter kontrolliert, überprüft und eingedämmt, wenn sie aus dem Fenster fallen? |
| Schräglage | Verringert die Schräglage wie beabsichtigt die Drehmomentwelligkeit, das Rauschen oder das Ruckeln? | Ist der Schräglagenwinkel korrekt und wiederholbar aufgebaut? |
Eine saubere PFMEA gibt nicht vor, den Motor oder Transformator neu zu entwerfen. Sie steuert den Prozess, der den Stack aufbaut.
Das Problem dabei ist, dass sich viele Laminierungsfehler gut verstecken lassen.
Ein Stapel kann die Höhenprüfung bestehen und dennoch einen elektrischen Fehler aufweisen. Eine Bohrung kann korrekt gemessen werden, während mehrere interne Schlitze leicht verdreht sind. Eine Schweißnaht kann akzeptabel aussehen, aber der Stapel kann sich nach einer Temperaturwechselbeanspruchung trotzdem lösen. Ein Grat kann mit dem Auge winzig sein und dennoch die Isolierung durchschneiden, wenn er zusammengedrückt wird.
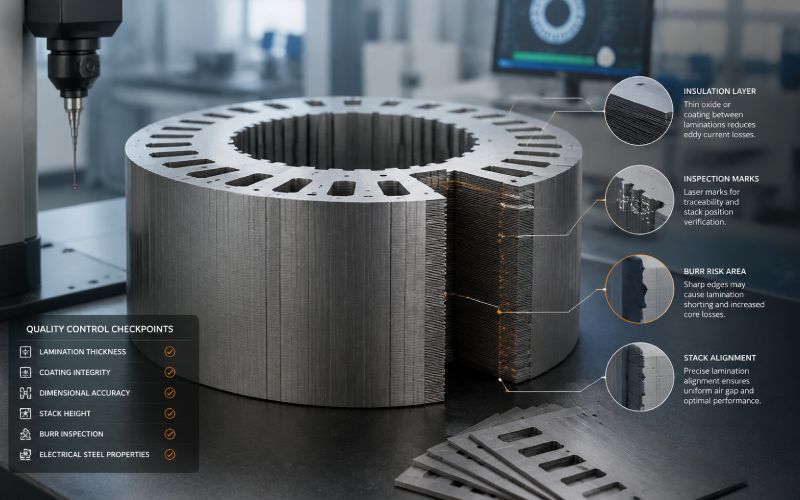
Elektrostahlbleche sind voneinander isoliert, um Wirbelströme zu begrenzen; interlaminare Fehler können die Kernverluste erhöhen und Schäden in elektrischen Maschinen verursachen. Grate vom Stanzen oder Schneiden können die Isolierung zwischen benachbarten Blechen beeinträchtigen und beim Stapelpressen zufällige leitende Kontakte erzeugen.
Deshalb fragt eine sinnvolle PFMEA nicht nur: “Ist das Teil in der Toleranz?”
Sie fragt:
Was hat der Prozess mit dem Stapel gemacht, was auf der Zeichnung nicht ohne weiteres zu erkennen ist?
Verwenden Sie dies als Arbeitsvorlage. Die Spalte AP ist keine feste Bewertung. Sie zeigt, wo die Handlungspriorität normalerweise besondere Aufmerksamkeit verdient. Ihre tatsächliche AP sollte sich aus Ihren internen S/O/D-Tabellen, den Kundenanforderungen und der Risikomethode ergeben.
| Prozess-Schritt | Versagensmodus | Wahrscheinliche Ursache | Wirkung | Kontrolle der Prävention | Kontrolle der Erkennung | AP-Schwerpunkt |
|---|---|---|---|---|---|---|
| Eingehendes Material | Falsche Materialqualität, -dicke oder -beschichtung | Chargenmischung, Etikettierungsfehler, Lieferantenflucht | Verlust, Hitze, Stapelhöhenfehler, schlechte Verbindung | Lostrennung, Barcode-Kontrolle, Liste der zugelassenen Materialien | Dickenprüfung, Überprüfung der Zertifikate, Überprüfung der Beschichtung | Hoch, wenn sicherheits- oder leistungsrelevant |
| Schneiden / Stanzen | Übermäßige Grathöhe | Werkzeugverschleiß, falsches Matrizenspiel, stumpfer Stempel, Materialschwankungen | Interlaminarer Kurzschluss, Isolationsschäden, falsche Stapelhöhe, Wicklungsschäden | Standzeitbegrenzungen, Kontrolle des Werkzeugspiels, Schärfplan | Gratmessung, Kantenmikroskopie, Sichtprüfung | Hoch |
| Schneiden / Stanzen | Nuten- oder Zahnprofilfehler | Vorschubfehler, Werkzeugschäden, schlechte Bandkontrolle | Wicklungsstörungen, Drehmomentwelligkeit, Rauschen, reduzierte Füllung | Erstabnahme, SPC, Werkzeugwartung | Optische Profilkontrolle, Nutenlehre, CMM-Probenahme | Mittel bis hoch |
| Schneiden / Stanzen | Kantenbelastung oder magnetische Degradation | Aggressiver Schnitt, hitzebeeinflusste Kante, schlechtes Prozessfenster | Höhere Kernverluste, lokale Erwärmung | Qualifiziertes Schneidfenster, kontrollierter Werkzeugzustand | Kernverlustprüfung, thermischer Scan, magnetische Probenprüfung | Mittel bis hoch |
| Reinigung / Handhabung | Trümmer zwischen den Lamellen | Splitter, Staub, Ölschlämme, Beschichtungsflocken | Stapelneigung, lokaler Kurzschluss, Höhenfehler, loser Bereich | Reinigungsstandard, abgedeckter WIP, saubere Behälter | Sichtprüfung, Höhenplan, Abrissprüfung | Mittel |
| Stapeln | Fehlende Laminierung | Überspringen der Zuführung, manueller Zählfehler, Fehler bei der Entnahme | Niedrige Stapelhöhe, magnetische Leistungsverschiebung, lose Montage | Blattzähler, Anlegersperre, Stapelmenge im Kit | Gewichtskontrolle, Stapelhöhe unter Last | Hoch |
| Stapeln | Doppelte Laminierung | Ölhaftung, schlechte Abscheidung, magnetische Aufnahme, Vakuumfehler | Überhöhe, Kompressionsverzerrung, Schlitzfehlanpassung | Lufttrennung, Pickup-Abstimmung, Doppelbogenkontrolle | Doppelbogensensor, Gewichtskontrolle, Kraft-Weg-Kurve | Hoch |
| Stapeln | Winkelfehlerhafte Ausrichtung | Verschlissene Stifte, loses Nest, Teilprellen, schlechter Bezugspunkt | Schlitzdrift, Wicklungsfehler, Schräglauffehler, Drehmomentwelligkeit | Gehärtete Bezugspunkte, Verdrehsicherung, Nestpflege | Sichtprüfung, Winkellehre, Stirnseitenprüfung | Hoch |
| Stapeln | Radialer Versatz / Rundlauffehler | Verschmutzter Bezugspunkt, Unwucht der Klemme, Verschleiß des Spannzeugs | Luftspaltschwankungen, Vibrationen, Rotorunwucht | Nullpunktreinigung, kontrolliertes Spannen, Vorrichtungsprüfung | Rundlaufkontrolle, Messung von Bohrung zu Außendurchmesser | Hoch |
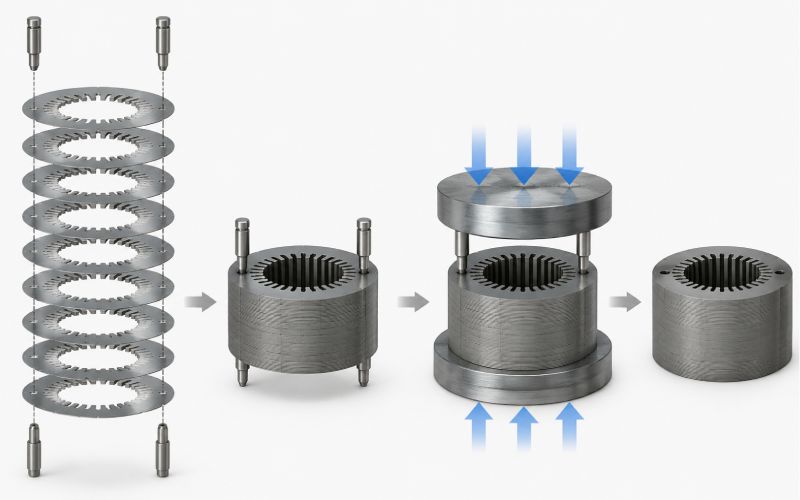
| Komprimierung | Überkomprimierung | Falsche Presseneinstellung, Rezeptfehler, Versuch, Höhe zu erzwingen | Beschichtungsschäden, interlaminarer Kurzschluss, Schlitzverformung | Pressrezeptsperre, mechanischer Anschlag, Kraftbegrenzung | Kraft-Weg-Überwachung, Isolationsprüfung | Hoch |
| Komprimierung | Unterkompression | Geringe Kraft, kurze Verweilzeit, Rückfederung der Vorrichtung | Loser Stapel, instabile Höhe, schlechte Verbindung | Presskraftkontrolle, Verweilzeitkontrolle, kalibrierte Anschläge | Stapelhöhe unter definierter Last, Resonanzprüfung | Mittel bis hoch |
| Beitritt zu | Schwache Schweißnaht, Verbindung, Niete oder Verriegelung | Verschmutzung, falsche Energie, schlechte Aushärtung, abgenutzte Werkzeuge | Lockerheit des Stapels, Vibration, Maßabweichung | Parameterfenster, Oberflächenreinheit, Aushärtungskontrolle | Zugprüfung, Querschnitt, Sichtprüfung, Überprüfung der Prozessdaten | Hoch |
| Beitritt zu | Übermäßige Hitze oder lokale Schäden | Zu hohe Schweißenergie, schlechte Wärmesteuerung der Halterung | Magnetischer Verlust, Verzerrung, Beschichtungsschäden | Begrenzung der Wärmezufuhr, Kühlung der Vorrichtungen, Parametersperre | Maßkontrolle, Kernverlustkontrolle, thermische Prüfung | Mittel bis hoch |
| Endkontrolle | Elektrischer Kurzschluss nicht erkannt | Falsche Testmethode, ausgelassener Test, schlechte Probenahme | Wärme, Verlust, Feldausfall | Obligatorischer Testplan, Reaktionsplan, Audit der Testumgehung | Interlaminarer Widerstand, Kernverlusttest, thermischer Scan | Hoch |
| Verpackung/Lagerung | Korrosion oder Verschlechterung der Beschichtung | Luftfeuchtigkeit, lange WIP-Zeit, schlechte Verpackung | Schlechte Isolierung, schlechte Haftung, Verschmutzung | Feuchteregelung, FIFO, versiegelte Verpackung | Oberflächeninspektion, Lagerprüfung | Mittel |
Viele ältere FMEA-Dateien multiplizieren immer noch Schweregrad × Auftreten × Entdeckung zu einer RPZ. Das Problem ist einfach: Verschiedene Risikokombinationen können dieselbe Zahl ergeben, auch wenn eine eindeutig schwerwiegender ist.
Der neuere AP-Ansatz ist nützlicher, weil er eine Frage erzwingt, bevor die Mathematik dekorativ wird:
Wie dringend ist das Handeln angesichts der Schwere, des Auftretens und der Entdeckung?
Bei Laminatstapeln sollte AP normalerweise steigen, wenn:
Eine unangenehme Wahrheit ist, dass intermittierende Fehler oft schlimmer sind als ständige. Ständige Fehler werden bemerkt. Intermittierende Grate, übersprungene Bleche, zerkratzte Beschichtungen oder lose Stapel können unbemerkt bleiben, weil der Prozess noch “meistens funktioniert”.”
Das ist genau die Art von Risiko, die PFMEA erfassen sollte.
Grate sind nicht nur kosmetisch. Sie können Laminate anheben, Beschichtungen beschädigen, leitende Brücken erzeugen und die Stapelhöhe beeinträchtigen.
Gute Kontrollen umfassen:
Vermeiden Sie es, die endgültige Stapelhöhe als wichtigste Gratkontrolle zu verwenden. Das ist zu spät und zu indirekt.
Die interlaminare Isolierung kann durch Grate, Kratzer, Ablagerungen, übermäßige Kompression, schlechte Handhabung und aggressive Verbindungen beschädigt werden.
Nützliche Nachweisverfahren können sein:
Nicht jedes Produkt braucht jede Prüfung. Aber wenn Kernverlust oder Hitze ein Hauptrisiko für das Produkt darstellen, sollte die PFMEA eine funktionale elektrische Prüfung enthalten, bevor der Stapel teuer verschrottet werden muss.
Fehlende und doppelte Laminierungen sind zwar grundlegende Fehler, kommen aber dennoch vor.
Verwenden Sie gestaffelte Steuerelemente:
Die Höhe allein kann lügen. Ein Doppelblech kann teilweise durch Kompression verdeckt werden. Ein fehlendes Blatt kann durch Grate, Beschichtungsablagerungen oder Ablagerungen verdeckt werden. Paaren Sie die Messungen.
Bei Stator- und Rotorstapeln können kleine Ausrichtungsfehler zu Luftspaltabweichungen, Wicklungsproblemen, Magnettaschenproblemen, Drehmomentwelligkeit, Geräuschen oder Unwucht führen.
Die Kontrollen sollten umfassen:
Die PFMEA sollte den Verschleiß von Vorrichtungen als Ursache aufführen. Nicht nur “Bedienerfehler”. Bedienerfehler sind manchmal real. Oft ist es nur eine faule Bezeichnung für einen schwachen Prozess.
Schweißen, Kleben, Verriegeln und Nieten bergen unterschiedliche Risiken.
Ein geschweißter Stapel ist zwar stabil, kann aber lokale Hitzeschäden oder Verformungen aufweisen. Ein geklebter Stapel kann sauber sein, hängt aber von der Oberflächenbeschaffenheit, der Aushärtung und der Klebstoffkontrolle ab. Ein verriegelter Stapel kann für die Großserienproduktion effizient sein, kann aber lokale Verformungen verursachen, wenn er nicht kontrolliert wird.
Die PFMEA sollte die Verbindung zwischen den Risiken und den tatsächlichen Kontrollen herstellen:
Ein gut aussehender Laden ist nicht immer ein guter Laden.
Eine PFMEA ist erst dann fertig, wenn sie die Grundlage für den Kontrollplan bildet.
| PFMEA-Risiko | Kontrollplanposition | Reaktionsplan |
|---|---|---|
| Grat überschreitet Grenzwert | Gratkontrolle mit definierter Häufigkeit; Trend der Werkzeugabnutzung | Anhalten, verdächtige Teile seit der letzten ordnungsgemäßen Prüfung aussortieren, Werkzeug prüfen |
| Doppelte Laminierung | Doppelblattsensor und Gewichtskontrolle | Stapellose halten, Zuführung überprüfen, letzte Stapel prüfen |
| Winkelfehlerhafte Ausrichtung | Vision oder mechanischer Winkelmesser | Stapelzelle anhalten, Bezugsnadeln und Nest überprüfen |
| Interlaminar kurz | Prüfung des Widerstands oder des Kernverlusts | Charge einschließen, Grat-/Beschichtungs-/Kompressionsverlauf überprüfen |
| Schwache Verbindung | Parameterüberwachung und Pull-Test | Verbundene Stapel unter Quarantäne stellen, Geräteeinstellungen überprüfen |
| Stapelhöhenabweichung | Höhe unter definierter Last und Presskraftkurve | Prüfen Sie Materialstärke, Verunreinigungen, Grate, Pressenanschlag, Bogenzahl |
| Korrosion | Kontrolle der Lagerfeuchtigkeit und des WIP-Alters | Sortieren der betroffenen WIP, Überprüfung der Verpackung und des Lagerzustands |
An dieser Stelle versagen viele FMEAs. Sie listen Risiken auf, aber der Kontrollplan steht woanders und sagt “Sichtprüfung”. Diese Lücke ist der Ort, an dem Entweichungen passieren.
Kopieren Sie diese nicht als universelle Grenzwerte. Es handelt sich um Beispiele für Messarten, nicht um Standardspezifikationen.
| Charakteristisch | Mögliche Messmethode | Warum das wichtig ist |
|---|---|---|
| Grathöhe | Kontakt-Profilometer, optisches Mikroskop, Bildverarbeitungssystem | Hilft, Schäden an der Isolierung und Störungen beim Stapeln zu vermeiden |
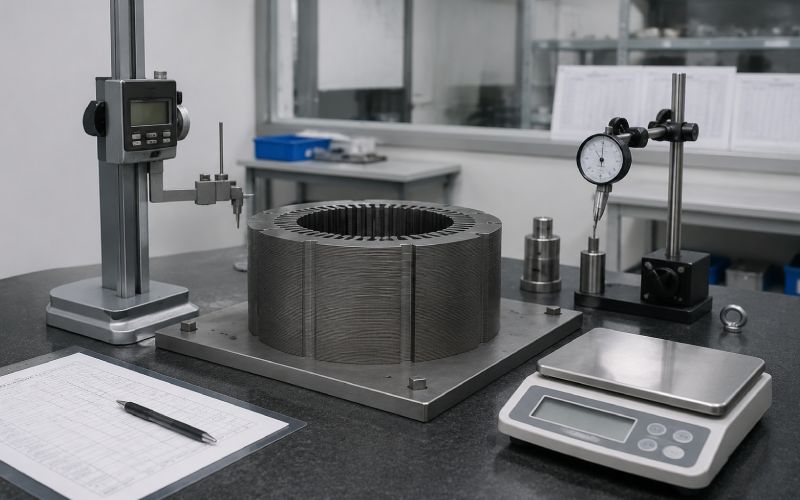
| Höhe des Stapels | Höhenmessgerät unter definierter Last | Bestätigt die gebaute Höhe unter wiederholbaren Bedingungen |
| Stapelmasse | Präzisionswaage | Hilft bei der Erkennung fehlender oder doppelter Laminierungen |
| Ausrichtung | Bildverarbeitungssystem, Schlitzlehre, CMM-Probenahme | Bestätigt das Verhältnis von Schlitz, Zahn, Bohrung und Außendurchmesser |
| Auslauf | Messuhr, Rundheitssystem, CMM | Kontrolle von Luftspalt und Gleichgewichtsrisiko |
| Interlaminarer Widerstand | Prüfung des elektrischen Widerstands | Erkennt leitende Pfade zwischen Laminaten |
| Kernverlust | Magnetische Prüfvorrichtung | Überprüft das funktionelle magnetische Verlustverhalten |
| Kompressionsprofil | Kraft-Weg-Überwachung der Presse | Findet Trümmer, Doppelbögen, Unterkompression, Überkompression |
| Festigkeit der Verbindung | Zug-, Scher-, Schäl- oder Trennprüfung | Bestätigt die mechanische Integrität des Stapels |
Spezifische Grenzwerte sollten sich aus Designanforderungen, Kundenspezifikationen, Fähigkeitsstudien, Materialdaten und Validierungsergebnissen ergeben. Das Raten von Grenzwerten für SEO wäre eine schlechte Technik.
Verwenden Sie diese in der Besprechung. Sie funktionieren besser, als auf die Tabelle zu starren.
Die letzte Frage spart Zeit. Manchmal wird das Verfahren für einen Entwurf verantwortlich gemacht, der keinen Spielraum hat.
Die Stapelhöhe ist wichtig, aber sie ist kein Beweis für die Gesundheit der Isolierung, die richtige Anzahl, saubere Lagen, eine gute Ausrichtung oder eine gute Verbindung.
Diese Formulierung ist zu weit gefasst. Unterteilen Sie ihn in tatsächliche Versagensarten: Doppellaminierung, fehlende Laminierung, kurzer Grat, Winkelversatz, niedriger Stapelfaktor, schwache Bindung, Korrosion, Ablagerungen, verzerrter Schlitz.
Die Abschlussprüfung ist wichtig. Sie kommt auch zu spät. Wird ein Stapelfehler nach dem Wickeln oder der Montage festgestellt, sollte die PFMEA die Frage stellen, warum der Stapel weiterverarbeitet werden durfte.
Stempel verschleißen. Matrizen verschleißen. Stifte verschleißen. Sensoren wandern. Pressenanschläge bewegen sich. Spannvorrichtungen werden schmutzig. Dies sind keine Nebenprobleme. Bei Laminierungsstapeln sind dies normale Ursachen.
Konstruktionsentscheidungen schaffen das Risikoumfeld. Prozesskontrollen steuern das Produktionsrisiko. Machen Sie beides sichtbar, aber vermischen Sie es nicht in einer unklaren Tabelle.
Es gibt keine allgemeingültige einzelne Fehlerart. Bei vielen Anwendungen sind die schwerwiegendsten Risiken interlaminare Kurzschlüsse, übermäßige Grate, Ausrichtungsfehler, fehlende oder doppelte Laminierungen, schlechte Verbindungen und lockere Stapel.
Grate können die Isolierung zwischen den Lamellen beschädigen, einen leitenden Kontakt erzeugen, die Stapelhöhe beeinträchtigen und die Wicklung oder Montage stören. Bei Magnetkernen kann dies die Verluste und die lokale Erwärmung erhöhen.
Normalerweise nicht. Eine Sichtprüfung kann offensichtliche Schäden, fehlende Merkmale, Rost oder starke Grate aufdecken. Schwach ist sie bei internen Kurzschlüssen, durch Kompression verdeckten Zählfehlern, geringfügigen Winkelabweichungen und Verbindungsschwächen.
Einige Unternehmen behalten die RPZ für Altsysteme bei, aber die moderne FMEA-Praxis in der Automobilindustrie räumt den AP-basierten Handlungsentscheidungen mehr Gewicht ein. AP hilft zu verhindern, dass Teams sehr unterschiedliche Risiken als gleichwertig behandeln, nur weil sie das gleiche Multiplikationsergebnis liefern.
Aktualisieren Sie die PFMEA nach Werkzeugwechseln, Materialwechseln, Beschichtungswechseln, neuen Fügeparametern, neuen Prüfmethoden, dem Austausch von Vorrichtungen, Kundenreklamationen, Rücksendungen, wiederholten Ausschusstendenzen oder jedem Fehler, der den bestehenden Kontrollen entgangen ist.
Grattrends, Drift der Presskraft, Fehler des Doppelbogensensors, Abnutzung der Halterung, abnormale Stapelhöhenschwankungen und zunehmende elektrische Testfehler sind deutliche Frühsignale. Ein schlechter Stapel ist ein Defekt. Ein abdriftender Trend ist ein Prozessgespräch.
Für jeden Ausfallmodus mit hohem Risiko sollte es eine Präventionskontrolle, eine Entdeckungskontrolle, eine Inspektionshäufigkeit, einen Eigentümer, eine Aufzeichnungsmethode und einen Reaktionsplan geben. Wenn in der PFMEA von einem “interlaminaren Kurzschluss” die Rede ist, im Kontrollplan aber nur von einer “Sichtprüfung”, hat das System eine Lücke.
Ein Lamellenstapel ist ein sich wiederholendes Teil, aber kein einfaches.
Der Prozess kann denselben kleinen Fehler hunderte Male in einem Kern machen. Grate wiederholen sich. Kratzer wiederholen sich. Ausrichtungsfehler wiederholen sich. Kompressionsschäden wiederholen sich. Der fertige Stapel verhält sich dann so, als wäre der Fehler eingebaut worden.
Darum geht es bei der PFMEA: nicht darum, ein Formular auszufüllen, nicht darum, einen Prüfer zu beeindrucken, und nicht darum, eine Rangfolge der Risiken aufzustellen, bis die Zahlen ordentlich aussehen.
Es geht darum, die kleinen Prozessfehler abzufangen, solange sie noch klein sind.