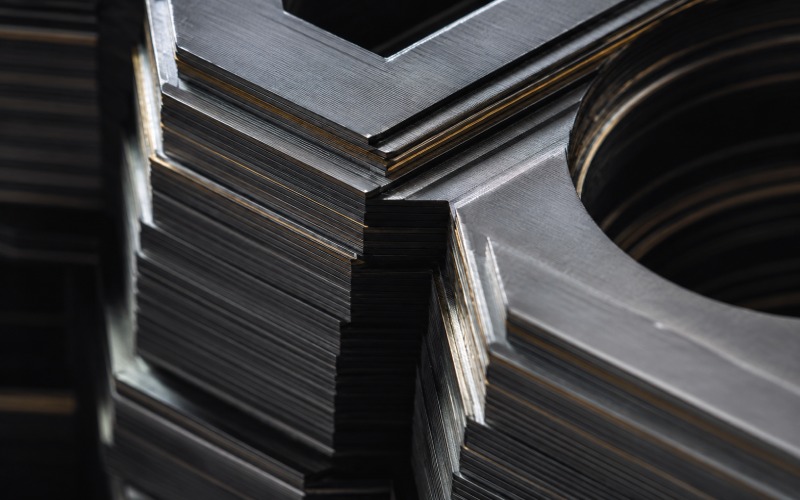
Deje que las pilas de laminación de Sino potencien su proyecto.
Para agilizar su proyecto, puede etiquetar las pilas de laminación con detalles como tolerancia, material, acabado superficial, si se requiere o no aislamiento oxidado, cantidady mucho más.
Inspección de entrada del material de acero eléctrico: qué hay que comprobar el primer día en las pilas de láminas
La bobina llega en un camión. Alguien firma el albarán de entrega. Y luego, con más frecuencia de la que debería, el acero va directamente a las estanterías sin que nadie lo examine con detenimiento.
Esa brecha —entre “ha aparecido” y “sabemos lo que tenemos”— es donde la mayoría pila de laminación Ahí es donde empiezan los problemas. Ni en la línea de estampado. Ni durante el recocido. Justo aquí, en el muelle de recepción, desde el primer día.
En esta entrada se explica lo que realmente importa cuando recibes acero eléctrico. Algunas cosas son obvias, otras no tanto. Intentaré dejar clara la diferencia y aportaré cifras siempre que sea útil.
Índice
¿Por qué el primer día es tan decisivo?
El acero eléctrico no es como el acero estructural. No basta con comprobar que tenga el espesor adecuado y dar por zanjado el asunto. El comportamiento magnético del material —lo que realmente estás pagando— es invisible. No se pueden ver las pérdidas en el núcleo. No se puede medir la permeabilidad con una cinta métrica. Por eso, la inspección a la recepción se convierte en un indicador sustitutivo: compruebas los aspectos que puede tomas medidas, y confías en el papeleo para las cosas que no puedes controlar, y creas un sistema para detectar cuando el papeleo miente.
Porque a veces sí que falla. Aunque no suele ser por malicia. Se mezcla un cupón de prueba. Se queda pegada en una bobina una etiqueta de clasificación de una tirada anterior. Una operación de corte introduce rebabas que no estaban ahí cuando la fábrica realizó sus pruebas. Estas cosas pasan, y les pasan también a los buenos proveedores.
El coste de pasarlos por alto aumenta exponencialmente. Un defecto detectado en la recepción te cuesta una bobina rechazada. El mismo defecto, si se detecta tras el estampado, te cuesta las láminas desechadas. Si se detecta tras el apilado y la soldadura, te cuesta un núcleo entero. Si se detecta una vez instalado, te cuesta una reclamación de garantía y tu reputación. Así que el cálculo sobre la inspección no es complicado.
Empieza por los documentos, pero no te quedes ahí
Cada bobina debe ir acompañada de un certificado de ensayo de fábrica. Antes de tocar el acero, léelo.
Lo que estás buscando:
Designación de grado que se corresponda con tu orden de compra. El material no orientado y el orientado son cosas totalmente distintas, y dentro de cada familia los grados se diferencian por la pérdida y el espesor. Un error en este aspecto es la forma más rápida de fabricar un motor defectuoso.
Espesor y tolerancia. Los calibres más finos reducen las pérdidas en el núcleo, pero son más caros y ofrecen un peor manejo. Comprueba el valor nominal y el margen permitido.
Valores de las pérdidas en el núcleo expresados en vatios por kilogramo a una inducción y frecuencia definidas. Estos datos proceden de las propias pruebas realizadas por la fábrica. Tómalos nota. Más adelante los compararás con ellos.
Tipo y clase de recubrimiento. El recubrimiento aislante de la superficie modifica el comportamiento de las láminas al apilarlas. Si el recubrimiento es incorrecto, la resistencia interlaminar también lo será.
Número de lote o de hornada. Este es tu hilo de seguimiento hasta la fundición. Si surge algún problema dentro de tres meses, este número te servirá para localizarlo.
Lee el certificado comparándolo con la orden de compra línea por línea. Es aburrido. Hazlo de todos modos. Una proporción sorprendente de los problemas que surgen se deben simplemente a errores administrativos: el acero es el correcto, pero el documento es incorrecto, o el documento es correcto, pero el acero es incorrecto.
Pero el papeleo es una afirmación, no un hecho. El resto de la inspección sirve para comprobar esa afirmación.
Los controles físicos
Aquí es donde realmente se trabaja el material con las manos y los instrumentos.
Verificación dimensional
Mide el ancho en varios puntos a lo largo de la bobina. El ancho de la ranura puede variar. Compruébalo en el extremo y, si puedes, toma una muestra del interior. El espesor se mide con un micrómetro en varios puntos a lo largo del ancho de la banda, no solo en un punto. El acero eléctrico puede presentar un abombamiento en el espesor o un estrechamiento en los bordes que una sola lectura no revelaría.
En cuanto al espesor, en particular, toma medidas tanto en los bordes como en el centro. Un perfil grueso en el centro y fino en los bordes te da pistas sobre el laminado, y eso te perjudicará más adelante. La cuestión es la siguiente: un perfil de espesor irregular se apila de forma desigual, lo que reduce tu factor de apilamiento —la relación entre el acero real y la altura total de la pila—. Si reduces el factor de apilamiento tan solo un par de puntos porcentuales, habrás reducido sin darte cuenta el hierro efectivo del núcleo, lo que eleva la densidad de flujo por encima de lo previsto en el diseño y aumenta las pérdidas. Un problema dimensional que pasas por alto en el muelle se manifiesta como un problema magnético en la máquina terminada.
Estado de la superficie y los bordes
Observa la superficie con buena iluminación. Debe ser uniforme. Presta atención a lo siguiente:
Óxido o manchas, lo que indica la presencia de humedad durante el almacenamiento o el transporte
Arañazos lo suficientemente profundos como para dañar el recubrimiento
Acabado que presenta manchas, decoloración o irregularidades
Aceite o residuos que no deberían estar ahí
A continuación, los bordes. Los bordes cortados son donde se acumulan las rebabas. Pasa un dedo con guante —con cuidado— o, mejor aún, utiliza un medidor de rebabas. Las rebabas son más importantes de lo que la gente cree. Un borde elevado en una laminación crea una vía de cortocircuito entre las capas cuando se apilan, y esa vía provoca pérdidas por corrientes parásitas justo donde no las quieres.
Ponle una cifra. Un límite habitual es mantener la altura de la rebaba por debajo de unos 10% del espesor del material. Para muchos productos estándar laminados de motor, que se sitúa en algún punto del rango de las decenas de micras; como regla general, digamos que es inferior a 25 o 30 micras. Por encima de ese valor, no solo te arriesgas a que se produzca un cortocircuito, sino que también aumentas la altura de la pila y alteras la resistencia interlaminar. Un pequeño defecto con consecuencias desmesuradas.
Planitud y forma
Desenrolla un trozo y fíjate en cómo queda. Enrollamiento, bordes ondulados, abombamiento en el centro… Estos defectos de forma te dan problemas en la prensa y, después, se apilan de forma irregular. Una pieza que no queda plana no se alimentará correctamente y no se apilará bien.
Las comprobaciones magnéticas y de recubrimiento
Esta es la parte que distingue una auténtica inspección de acero eléctrico de un proceso genérico de recepción de metal.
Pérdida en el núcleo de la muestra y permeabilidad
No es necesario someter cada bobina a pruebas exhaustivas, pero sí debes tener la capacidad de verificar las propiedades magnéticas mediante muestreo —ya sea mediante pruebas en una sola lámina o con un sistema de bastidor de Epstein—, dependiendo de tu volumen de producción y de tu equipamiento. Compara los resultados de tus mediciones con el certificado de fábrica. Las pequeñas desviaciones son normales; una diferencia de un pequeño porcentaje entre tu lectura y el certificado rara vez tiene importancia. Una diferencia del diez por ciento o más es una señal que merece la pena investigar.
Lo importante no es detectar todas las bobinas. Lo importante es que el proveedor te conozca. puede compruébalo y asegúrate de hacerlo con la frecuencia suficiente para que se comporten correctamente.
Resistencia interlaminar
El recubrimiento sirve para mantener las láminas aisladas eléctricamente entre sí. Comprueba la resistencia de aislamiento superficial en una muestra. Una resistencia baja significa que las corrientes parásitas saltarán de una capa a otra y que aumentarán las pérdidas en el núcleo. Esta prueba te permite saber si el recubrimiento cumple su función antes de destinar el material a la producción.
Adhesión del recubrimiento
Dobla una muestra siguiendo un radio definido y comprueba si el recubrimiento se agrieta, se descascarilla o se despega. Un recubrimiento que falle en la prueba de flexión también fallará en la prueba de punzonado. Esta prueba es rápida y te evita sorpresas en la línea de estampado.
Una lista de comprobación para la inspección de trabajo
Aquí tienes una guía breve que puedes adaptar a tus necesidades. Considera la frecuencia de muestreo y los límites como un punto de partida, no como una regla: tu tolerancia al riesgo, tu aplicación y tu historial con el proveedor deberían determinar estos valores.
Consulte
Qué hay que medir
Método
Frecuencia
Límite de trabajo / Indicador
Calificación y documentos
Categoría, partido de la PO, número de serie
Revisión de certificados
Cada bobina
Cualquier discrepancia = esperar
Espesor
Valor nominal ± tolerancia, perfil
Micrómetro multipunto
Cada bobina
Fuera de los límites de tolerancia de la ficha técnica
Ancho
Ancho de la hendidura a lo largo de su longitud
Calibre / cinta métrica
Cada bobina
Fuera de la tolerancia especificada
Altura de la rebaba
Rebaba en el borde
Medidor de rebabas
Cada bobina
> ~10% de espesor de chapa
Superficie
Óxido, arañazos, suciedad
Visual, buena iluminación
Cada bobina
Cualquier rotura del recubrimiento u óxido
Planitud
Juego de bobinas, ondulación
Comprobación de la superficie plana
Ejemplo
Hebilla visible / onda
Adhesión del recubrimiento
Grieta/desprendimiento en la curva
Ensayo de flexión
Ejemplo
¿Hay algún desprendimiento en el radio?
Resistencia interlaminar
Aislamiento superficial
Prueba de resistencia
Ejemplo
Por debajo del objetivo de la clase de recubrimiento
Pérdida de núcleo
W/kg a B y f definidos
Hoja suelta / Epstein
Ejemplo
> ~10% según el certificado
La columna de frecuencia es donde se aplica el criterio. Un proveedor con dos años de entregas sin incidencias se somete a un control de muestreo menos riguroso. Un nuevo proveedor, o uno que acabe de cambiar un proceso, se somete a un escrutinio más exhaustivo. Ajusta los parámetros, pero anota el motivo del ajuste.
Almacenamiento: la inspección que se lleva a cabo tras la inspección
Ya has pasado la bobina. ¿Y ahora adónde va?
El acero eléctrico es sensible a la humedad. Los recubrimientos pueden deteriorarse, los bordes pueden oxidarse y el material puede absorber humedad, lo que puede provocar problemas semanas más tarde. Por lo tanto, el almacenamiento es, en realidad, una prolongación de la inspección de entrada: lo has inspeccionado cuando estaba limpio y ahora tienes que mantenerlo limpio.
Mantén las bobinas en un entorno controlado. Lejos del suelo. Alejadas de las puertas por donde entra y sale el aire exterior y la humedad. Sigue el principio «primero en entrar, primero en salir», para que nada permanezca el tiempo suficiente como para envejecer. Algunos tipos de material, sobre todo ciertos materiales semielaborados, cambian sus propiedades magnéticas con el tiempo y con la manipulación, por lo que un almacenamiento prolongado no es neutro.
Etiqueta todo de forma que se vea el número de hornada. Cuando una bobina sale de la estantería para su producción, lo que quieres es poder rastrearla sin tener que hacer una búsqueda del tesoro.
Crear el sistema, no solo la prueba
Cualquiera de las comprobaciones de esta lista es fácil. Lo difícil es hacerlas todas, de forma sistemática, cuando el muelle está a rebosar y la línea está a la espera de material.
Se trata de un problema de sistemas, no técnico. Algunas cosas que pueden ayudar:
Anota el procedimiento. No se trata de un manual de calidad impreciso, sino de una instrucción concreta de una sola página que diga: «Mide el grosor en estos puntos, con esta herramienta, y anótalo aquí». Cuando el procedimiento solo está en la cabeza de una persona, desaparece cuando esa persona se va.
Registra los datos, no te limites a indicar si se ha superado o no la prueba. Si solo registras “aprobado”, no aprendes nada. Si registras la lectura real del espesor y el valor real de la pérdida en el núcleo, podrás observar cómo varía la calidad de un proveedor con el tiempo y detectar un problema antes de que se convierta en un rechazo. Las tendencias son más útiles que las lecturas puntuales.
Establece criterios claros de aceptación o rechazo antes de que llegue la bobina. Decidir qué es aceptable mientras te fijas en una bobina marginal, con la presión de la producción a tus espaldas, no es la mejor forma de tomar esa decisión. Decídelo de antemano.
Otorgar a los inspectores de recepción la facultad de retener el material. Si pueden detectar un problema pero no pueden detener la bobina, la inspección no es más que una farsa. La retención tiene que servir para algo.
También hay una decisión que está por encima de todo esto: cuánta carga quieres asumir tú mismo. Algunas plantas llevan a cabo la verificación de las bobinas en bruto íntegramente de forma interna, con equipos de ensayo y todo lo necesario. Otras trasladan la verificación a una fase anterior del proceso, comprando material o pilas acabadas que ya han sido comprobadas según estos criterios antes de su entrega. Ambas opciones son válidas. La más adecuada dependerá de tu volumen, de tu equipamiento y de si, dada tu escala, merece la pena mantener un banco de pruebas.
Nada de esto tiene nada de glamuroso. Se trata, sobre todo, de disciplina y de llevar un registro. Pero las plantas que producen pilas de laminados impecables año tras año son aquellas que consideran la recepción como un verdadero filtro, y no como una mera formalidad.
Cuando la gente toma atajos (y luego se arrepiente)
Hay algunos patrones que se repiten una y otra vez.
Prescindir por completo de la verificación magnética porque “así lo indica el certificado”. El certificado es solo un punto de partida. A veces puede estar equivocado.
Medir el espesor en un solo punto y dar el asunto por zanjado. Los problemas de perfil pasan desapercibidos con las lecturas de un solo punto.
Ignorar las rebabas porque son pequeñas y, por lo demás, el material parece estar en buen estado. Las rebabas son precisamente el tipo de defecto menor que se multiplica una vez que se apilan mil capas.
Almacenar bien un buen material, pero de forma incorrecta. Puedes superar todos los controles de entrada y, aun así, dejar que una bobina se oxide en un suelo húmedo durante dos meses. En ese momento, la inspección ya no servía de nada.
Tratar a todos los proveedores por igual. Un proveedor de confianza con el que se lleva trabajando mucho tiempo y uno con el que se colabora por primera vez no merecen el mismo nivel de escrutinio. Dedica tus esfuerzos de inspección a donde realmente existe el riesgo.
Poniendo todo en perspectiva
Llega el acero y, ese primer día, tienes que tomar una decisión. Puedes dar el visto bueno sin más, o puedes comprobar qué es lo que realmente has recibido. Las comprobaciones no son nada del otro mundo: grosor, anchura, bordes, superficie, recubrimiento y una muestra del comportamiento magnético por el que estás pagando. La disciplina consiste en realizarlas siempre y anotar lo que encuentres.
Todo lo que viene después —el estampado, el apilado, la soldadura, el núcleo acabado, la máquina en la que se instala— depende de lo que dejes pasar por el muelle de recepción. Si lo haces bien desde el primer día, la calidad de la mayor parte de tu pila de laminados ya estará decidida.
PREGUNTAS FRECUENTES
¿Qué cantidad de acero eléctrico debo someter a ensayo para determinar sus propiedades magnéticas? No existe una cifra universal. Depende de tu volumen, del historial de tu proveedor y de lo crítica que sea la aplicación. Un enfoque habitual consiste en realizar pruebas más exhaustivas con los nuevos proveedores o tras un cambio en el proceso, y reducir posteriormente el número de muestreos una vez que el proveedor haya demostrado su estabilidad. La capacidad de realizar pruebas es tan importante como la frecuencia: los proveedores se comportan de forma diferente cuando saben que puedes verificar sus afirmaciones.
¿Puedo fiarme del certificado de ensayo de fábrica en lugar de realizar mis propias comprobaciones? Úsalo como punto de referencia, no como respuesta definitiva. Los certificados reflejan los ensayos realizados por la fábrica en el momento de la producción. Entre la fábrica y tu muelle pueden producirse diversas circunstancias: manipulación, transporte, humedad o etiquetado mixto. Tu inspección a la recepción confirma que lo que figura en el documento coincide con lo que hay en la bobina.
¿Por qué son tan importantes las rebabas en los bordes cortados para las pilas de laminación? Una rebaba es un borde metálico saliente. Cuando las laminaciones se apilan, las rebabas de las capas adyacentes pueden entrar en contacto y crear vías eléctricas entre las láminas. Esas vías permiten que fluyan corrientes parásitas donde se suponía que el recubrimiento debía bloquearlas, lo que aumenta la pérdida en el núcleo. Como límite de trabajo, mantén la altura de la rebaba por debajo de aproximadamente 10% del espesor de la lámina. Por encima de ese valor, también se empieza a alterar la altura del apilado y la resistencia interlaminar.
¿Cómo afecta la variación del espesor al núcleo acabado? Un perfil de espesor irregular provoca un apilado desigual y reduce el factor de apilamiento —la proporción de acero real en una altura de apilamiento determinada—. Una menor eficacia del hierro hace que la densidad de flujo sea mayor de lo previsto en el diseño, y las pérdidas aumentan en consecuencia. Un problema dimensional en la recepción se convierte en un problema magnético en la máquina.
¿Cuál es la diferencia entre el acero no orientado y el acero de grano orientado? Las comprobaciones básicas —dimensiones, superficie, recubrimiento, bordes— son similares. El comportamiento magnético difiere. El material de grano orientado presenta propiedades que dependen en gran medida de la dirección, por lo que la orientación respecto a la trayectoria del flujo es importante, y las pruebas deben tener en cuenta dicha dirección. El material no orientado es más uniforme en todas las direcciones. Asegúrate de que has recibido la familia de calidades que prevé tu diseño.
¿Cómo afecta el almacenamiento al acero que ya ha superado la inspección? La humedad es la principal amenaza. La humedad provoca óxido en los bordes y, con el tiempo, puede deteriorar los recubrimientos. Algunos tipos de productos semielaborados también modifican sus propiedades magnéticas a medida que envejecen o al manipularlos. Un almacenamiento controlado, elevado del suelo y siguiendo el principio «primero en entrar, primero en salir», mantiene la bobina que ha superado la inspección en el mismo estado en que la inspeccionaste.
¿Qué comprobación concreta ofrece el mayor beneficio con el menor esfuerzo? Verificación de la documentación frente a la orden de compra. Solo lleva unos minutos y permite detectar el problema más habitual: el acero correcto con la documentación equivocada, o una discrepancia en la calidad. No detectará todo, pero la relación esfuerzo-beneficio es difícil de superar.
Comparte tu aprecio
Charlie
Cheney es un ingeniero de aplicaciones sénior de Sino con una gran pasión por la fabricación de precisión. Es Ingeniero Mecánico y posee una amplia experiencia práctica en fabricación. En Sino, Cheney se centra en optimizar los procesos de fabricación de pilas de laminación y en aplicar técnicas innovadoras para conseguir productos de pilas de laminación de alta calidad.
Folleto de nuevos productos
Introduzca su dirección de correo electrónico y le enviaremos el folleto más reciente.
Deje que las pilas de laminación de Sino potencien su proyecto.
Para agilizar su proyecto, puede etiquetar las pilas de laminación con detalles como tolerancia, material, acabado superficial, si se requiere o no aislamiento oxidado, cantidady mucho más.