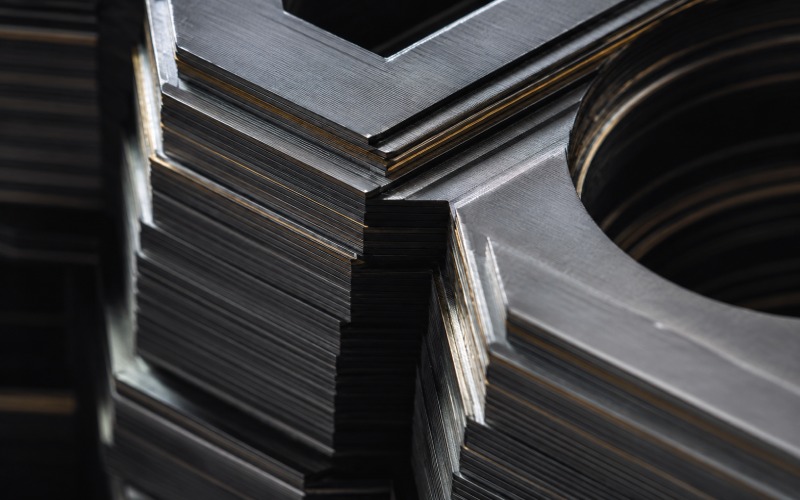
Laissez les piles de pelliculage de Sino renforcer votre projet !
Pour accélérer votre projet, vous pouvez étiqueter les piles de laminage avec des détails tels que tolérance, matériel, finition de la surface, la nécessité ou non d'une isolation oxydée, quantitéet bien d'autres choses encore.
Contrôle à la réception de l'acier électrique : ce qu'il faut vérifier dès le premier jour pour vos paquets de tôles laminées
La bobine est livrée par camion. Quelqu'un signe le bon de livraison. Puis, plus souvent qu'il ne le faudrait, l'acier est directement acheminé vers les rayonnages sans que personne ne l'examine de près.
C'est dans cet écart — entre “ ça est apparu ” et “ on sait ce qu'on a ” — que la plupart pile de laminage C'est là que les problèmes commencent. Pas sur la chaîne d'emboutissage. Pas pendant le recuit. Juste ici, au quai de réception, dès le premier jour.
Cet article passe en revue les éléments qui comptent vraiment lorsque vous recevez une livraison d’acier électrique. Certains sont évidents, d’autres non. Je vais m’efforcer de bien distinguer les uns des autres, et je fournirai des chiffres chaque fois que cela s’avérera utile.
Table des matières
Pourquoi le premier jour est si déterminant
L'acier électrique n'est pas comme l'acier de construction. On ne peut pas se contenter de vérifier qu'il a la bonne épaisseur et passer à autre chose. Le comportement magnétique du matériau — ce pour quoi vous payez en réalité — est invisible. On ne voit pas les pertes dans le noyau. On ne peut pas mesurer la perméabilité avec un mètre ruban. L’inspection à la réception devient donc un indicateur : on vérifie les éléments que l’on peut On prend des mesures, on se fie aux documents administratifs pour ce qu’on ne peut pas contrôler, et on met en place un système pour détecter les inexactitudes dans ces documents.
Parce que parfois, il arrive qu’il y ait des erreurs. Pas par malveillance, en général. Un coupon d’essai se retrouve mélangé aux autres. Une étiquette de classement datant d’un lot précédent reste collée sur une bobine. Une opération de refendage génère des bavures qui n’étaient pas présentes lorsque l’usine a effectué ses tests. Ce genre de choses arrive, même chez les bons fournisseurs.
Le coût lié à leur non-détection augmente de manière exponentielle. Un défaut détecté lors de la réception vous coûte une bobine rejetée. Le même défaut, détecté après l’estampage, vous coûte des lamelles mises au rebut. S’il est détecté après l’empilage et le soudage, cela vous coûte un noyau entier. S’il est détecté sur le terrain, cela vous coûte une réclamation au titre de la garantie et votre réputation. Le calcul concernant l’inspection n’est donc pas compliqué.
Commencez par les documents, mais ne vous arrêtez pas là
Chaque bobine doit être accompagnée d'un certificat d'essai d'usine. Avant de manipuler l'acier, lisez-le.
Ce que vous recherchez :
Désignation de la classe correspondant à votre bon de commande. Les matériaux non orientés et à grains orientés sont deux choses bien distinctes, et au sein de chaque catégorie, les nuances se distinguent par leur perte et leur épaisseur. Une erreur de correspondance à ce niveau est le moyen le plus rapide de fabriquer un moteur défectueux.
Épaisseur et tolérance. Les épaisseurs plus fines réduisent les pertes dans le noyau, mais sont plus coûteuses et offrent une moins bonne maniabilité. Vérifiez l'épaisseur nominale et la tolérance autorisée.
Valeurs des pertes dans le noyau exprimées en watts par kilogramme à une induction et une fréquence définies. Ces valeurs sont issues des essais réalisés par le fabricant. Notez-les bien. Vous les comparerez plus tard.
Type et classe de revêtement. Le revêtement isolant à la surface modifie le comportement des lamelles lorsqu'elles sont empilées. Un revêtement inadapté entraîne une résistance interlaminaire incorrecte.
Numéro de cuvée ou de lot. Voici le numéro de suivi de votre coulée. Si un problème survient d'ici trois mois, c'est ce numéro qui vous permettra de remonter à la source.
Lisez le certificat en le comparant ligne par ligne avec le bon de commande. C'est fastidieux. Faites-le quand même. Une part surprenante des problèmes rencontrés n'est due qu'à des erreurs administratives : le bon acier, mais le mauvais document, ou le bon document, mais le mauvais acier.
Mais un document administratif n'est qu'une affirmation, pas un fait. Le reste de l'inspection sert justement à vérifier cette affirmation.
Les contrôles physiques
C'est là que l'on met réellement les mains à l'œuvre et que l'on utilise les outils pour travailler le matériau.
Vérification dimensionnelle
Mesurez la largeur en plusieurs points le long de la bobine. La largeur de la fente peut varier. Vérifiez-la au niveau de la tête et, si possible, prélevez un échantillon à l'intérieur. L'épaisseur se mesure à l'aide d'un micromètre en plusieurs points sur toute la largeur de la bande, et non pas en un seul endroit. L'acier électrique peut présenter un bombement ou un effilement sur les bords qu'une seule mesure ne permettrait pas de détecter.
En ce qui concerne l’épaisseur en particulier, effectuez des mesures aux deux bords et au centre. Un profil plus épais au milieu et plus fin aux bords vous donne des indications sur le laminage, et cela vous portera préjudice par la suite. Voici le principe : un profil d’épaisseur irrégulier entraîne un empilement irrégulier, ce qui réduit votre facteur d’empilement — le rapport entre la quantité réelle d’acier et la hauteur totale de l’empilement. Si votre facteur d’empilement baisse ne serait-ce que de quelques pour cent, vous réduisez sans vous en rendre compte la quantité effective de fer dans le noyau, ce qui fait grimper la densité de flux au-delà des prévisions de conception, augmentant ainsi les pertes. Un problème dimensionnel que vous négligez sur le quai se traduira par un problème magnétique dans la machine finie.
État de la surface et des bords
Observez la surface sous un éclairage adéquat. Elle doit être uniforme. Vérifiez les points suivants :
De la rouille ou des taches, indiquant la présence d'humidité due au stockage ou au transport
Des rayures suffisamment profondes pour endommager le revêtement
Revêtement présentant un aspect tacheté, décoloré ou irrégulier
De l'huile ou des résidus qui n'ont rien à faire là
Ensuite, les bords. C’est sur les bords fendus que se forment les bavures. Passez-y un doigt ganté — avec précaution — ou, mieux encore, utilisez un mesureur de bavures. Les bavures ont plus d’importance qu’on ne le pense. Un bord surélevé sur un stratifié crée un chemin de court-circuit entre les couches lorsqu’elles sont empilées, et ce chemin génère des pertes par courants de Foucault exactement là où vous ne le souhaitez pas.
Exprimons cela en chiffres. Une limite couramment utilisée consiste à maintenir la hauteur des bavures en dessous d'environ 10% de l'épaisseur du matériau. Pour de nombreux produits standard tôles de moteur, ce qui correspond à une valeur de l'ordre de quelques dizaines de microns — disons, en règle générale, moins de 25 à 30 microns. Au-delà de cette valeur, vous ne risquez pas seulement de provoquer un court-circuit ; vous augmentez également la hauteur de votre empilement et perturbez la résistance interlaminaire. Un petit défaut aux conséquences démesurées.
Planéité et forme
Déroulez un morceau et observez comment il se pose. Enroulement irrégulier, bords ondulés, pli au milieu : ces défauts de forme vous posent des problèmes à la presse et entraînent un empilage irrégulier par la suite. Un morceau qui ne reste pas à plat ne s'alimentera pas correctement et ne s'empilera pas de manière compacte.
Contrôles magnétiques et de revêtement
C'est ce qui distingue une véritable inspection de l'acier électrique d'un simple processus de réception de métaux.
Perte dans le cœur de l'échantillon et perméabilité
Vous n’avez pas besoin de tester chaque bobine jusqu’à l’épuisement, mais vous devriez être en mesure de vérifier les propriétés magnétiques par échantillonnage — soit par des essais sur une seule feuille, soit à l’aide d’un dispositif de type « Epstein-frame », en fonction de votre volume de production et de votre équipement. Comparez vos mesures avec celles figurant sur le certificat d’usine. De légers écarts sont normaux ; un écart de quelques pour cent entre vos mesures et le certificat n’a généralement aucune incidence. Un écart de dix pour cent ou plus est un signal d’alerte qui mérite d’être examiné de plus près.
Le but n'est pas de repérer chaque bobine. Le but, c'est que le fournisseur vous connaisse peut vérifiez, et assurez-vous de le faire suffisamment souvent pour qu’ils restent honnêtes.
Résistance interlaminaire
Le revêtement a pour but d'assurer l'isolation électrique entre les lamelles. Testez la résistance d'isolement superficielle sur un échantillon. Une faible résistance signifie que des courants de Foucault vont circuler entre les couches, ce qui entraîne une augmentation des pertes dans le noyau. Ce test vous permet de vérifier si le revêtement remplit sa fonction avant de lancer la production avec ce matériau.
Adhérence du revêtement
Pliez un échantillon selon un rayon défini et vérifiez si le revêtement se fissure, s'écaille ou se décolle. Un revêtement qui ne résiste pas à la flexion ne résistera pas non plus au poinçonnage. Ce test est rapide et vous évite les mauvaises surprises sur la ligne d'emboutissage.
Une liste de contrôle pour les inspections en cours de travail
Voici un guide de référence concis que vous pouvez adapter. Considérez la fréquence d'échantillonnage et les limites comme un point de départ, et non comme une règle : votre tolérance au risque, votre application et l'historique de vos relations avec vos fournisseurs devraient vous amener à ajuster ces chiffres.
Vérifier
Quels indicateurs mesurer ?
Méthode
Fréquence
Limite de fonctionnement / Indicateur
Notes et documents
Catégorie, match PO, numéro de série
Examen des certificats
Chaque bobine
Toute divergence = mise en attente
Épaisseur
Valeur nominale ± tolérance, profil
Micromètre multipoint
Chaque bobine
Hors tolérance de la fiche technique
Largeur
Largeur de la fente sur toute la longueur
Pied à coulisse / ruban à mesurer
Chaque bobine
Tolérance extérieure prescrite
Hauteur de la loupe
Bavure de bord
Jauge à burin
Chaque bobine
> ~10% d'épaisseur de tôle
Surface
Rouille, rayures, salissures
Esthétique, bien éclairé
Chaque bobine
Toute fissure dans le revêtement ou toute trace de rouille
Planéité
Jeu de bobines, ondulation
Vérification de la planéité de la surface
Exemple
Boucle apparente / vague
Adhérence du revêtement
Fissure/écaillage au niveau du coude
Essai de flexion
Exemple
Y a-t-il des écaillures au niveau du rayon ?
Résistance interlaminaire
Isolation de surface
Essai de résistance
Exemple
Cible inférieure à la classe de revêtement
Perte de base
W/kg à des valeurs définies de B et f
Feuille unique / Epstein
Exemple
> ~10% selon le certificat
C'est dans la colonne « Fréquence » que réside le jugement. Un fournisseur ayant effectué des livraisons sans incident pendant deux ans fera l'objet d'un échantillonnage moins fréquent. Un nouveau fournisseur, ou un fournisseur qui vient de modifier un processus, fera l'objet d'un contrôle plus rigoureux. Adaptez vos critères, mais notez les raisons de ces ajustements.
Stockage : l'inspection qui suit l'inspection
Tu as dépassé la bobine. Et maintenant, où va-t-elle ?
L'acier électrique est sensible à l'humidité. Les revêtements peuvent se détériorer, les bords peuvent rouiller et le matériau peut absorber de l'humidité, ce qui peut entraîner des problèmes plusieurs semaines plus tard. Le stockage s'inscrit donc dans le prolongement du contrôle à la réception : vous avez vérifié que le produit était propre à son arrivée, et vous devez désormais veiller à ce qu'il le reste.
Conservez les bobines dans un environnement contrôlé. Ne les posez pas à même le sol. Éloignez-les des portes par lesquelles l'air extérieur et l'humidité peuvent pénétrer. Appliquez le principe « premier entré, premier sorti » afin qu'aucun produit ne reste stocké suffisamment longtemps pour se détériorer. Certaines qualités, en particulier certains matériaux semi-transformés, voient leurs propriétés magnétiques évoluer avec le temps et sous l'effet de la manipulation ; un stockage prolongé n'est donc pas sans conséquence.
Étiquetez chaque pièce en veillant à ce que le numéro de cuisson soit bien visible. Lorsqu’une bobine est retirée du rayonnage pour la production, vous souhaitez pouvoir la retracer sans avoir à mener une véritable chasse au trésor.
Construire le système, pas seulement le test
Chacune de ces vérifications est facile à effectuer. Le plus difficile, c’est de toutes les effectuer, de manière systématique, alors que le quai est très fréquenté et que la chaîne d’assemblage attend des pièces.
C'est un problème lié au système, pas un problème technique. Voici quelques conseils utiles :
Notez la procédure par écrit. Pas un manuel qualité vague. Une consigne précise, d’une page, qui dit : « Mesurez l’épaisseur à ces endroits, avec cet outil, et notez-la ici. » Quand la procédure n’existe que dans la tête d’une seule personne, elle disparaît avec elle.
Enregistrez les données, ne vous contentez pas d'indiquer « réussi » ou « échoué ». Si vous ne consignez que la mention “ conforme ”, vous n'apprenez rien. En revanche, si vous consignez la mesure réelle de l'épaisseur et la valeur réelle de la perte magnétique, vous pouvez suivre l'évolution d'un fournisseur au fil du temps et détecter un problème avant qu'il ne donne lieu à un rejet. Les tendances sont plus parlantes que les instantanés.
Définissez des critères clairs d'acceptation ou de refus avant l'arrivée de la bobine. Prendre une décision en se demandant ce qui est acceptable tout en examinant une bobine limite, avec la pression de la production qui pèse sur vous, n’est pas la bonne façon de procéder. Décidez-en à l’avance.
Accorder aux inspecteurs chargés de la réception le pouvoir de retenir les marchandises. S'ils parviennent à détecter un problème mais ne peuvent pas arrêter la bobine, l'inspection n'est qu'une mise en scène. La mise en attente doit avoir un sens.
Il y a également une décision qui prime sur tout le reste : la part de la charge que vous souhaitez assumer vous-même. Certaines usines effectuent l’entière vérification des bobines brutes en interne, équipements de test compris. D’autres déplacent cette vérification en amont, en achetant des matériaux ou des piles finies qui ont déjà été contrôlées selon ces critères avant la livraison. Les deux approches sont valables. Le choix de l’une ou l’autre dépend de votre volume de production, de votre équipement et de la question de savoir si l’entretien d’un banc d’essai est rentable à votre échelle.
Tout cela n'a rien de prestigieux. C'est surtout une question de discipline et de tenue de registres. Mais les usines qui produisent, année après année, des piles de laminés impeccables sont celles qui considèrent la réception comme une véritable étape clé, et non comme une simple formalité.
Quand on cherche à faire des économies (et qu'on le regrette)
Certains schémas reviennent sans cesse.
Ignorer complètement la vérification magnétique sous prétexte que “ c'est ce qu'indique le certificat ”. Le certificat n'est qu'un point de départ. Il arrive parfois qu'il soit erroné.
Mesurer l'épaisseur en un seul point et s'en contenter. Les problèmes de profil ne sont pas détectés par des mesures en un seul point.
On a tendance à ne pas tenir compte des bavures parce qu’elles sont petites et que le matériau semble par ailleurs en bon état. Or, les bavures sont précisément le genre de petit défaut qui se multiplie une fois qu’il s’est accumulé sur un millier de couches.
Mal entreposer du matériel de bonne qualité. On peut passer tous les contrôles à l'arrivée, puis laisser un rouleau rouiller sur un sol humide pendant deux mois. À ce stade-là, l'inspection ne servait plus à rien.
Traiter tous les fournisseurs de la même manière. Un fournisseur de confiance avec lequel on travaille depuis longtemps et un nouveau fournisseur ne méritent pas d'être soumis à un contrôle aussi rigoureux. Concentrez vos efforts d'inspection là où se situent les risques.
Tout mettre en perspective
L'acier arrive, et dès le premier jour, vous avez le choix. Vous pouvez laisser passer la marchandise sans rien vérifier, ou bien vous pouvez vérifier ce que vous avez réellement reçu. Les contrôles n’ont rien d’extraordinaire : épaisseur, largeur, bords, surface, revêtement, ainsi qu’un échantillon du comportement magnétique pour lequel vous payez. La rigueur consiste à les effectuer à chaque fois et à noter vos constatations.
Toutes les étapes en aval — l'estampage, l'empilage, le soudage, le noyau fini, la machine dans laquelle il est monté — dépendent de ce que vous laissez entrer dans l'usine. Si vous faites les choses correctement dès le premier jour, la qualité de votre empilement de lamelles est déjà en grande partie déterminée.
FAQ
Quelle quantité d'acier magnétique dois-je tester pour en évaluer les propriétés magnétiques ? Il n'y a pas de chiffre universel. Cela dépend de votre volume, des antécédents de votre fournisseur et du degré de criticité de l'application. Une approche courante consiste à effectuer des contrôles plus complets pour les nouveaux fournisseurs ou après un changement de processus, puis à réduire la fréquence des contrôles une fois que le fournisseur a prouvé sa fiabilité. La capacité à effectuer ces contrôles est tout aussi importante que leur fréquence : les fournisseurs se comportent différemment lorsqu’ils savent que vous pouvez vérifier leurs affirmations.
Puis-je me fier au certificat d'essai de l'usine plutôt que d'effectuer mes propres contrôles ? Considérez-le comme une référence, et non comme une réponse définitive. Les certificats reflètent les essais effectués par l'aciérie au moment de la production. Entre l'aciérie et votre quai, divers facteurs peuvent entrer en jeu : manutention, transport, humidité, étiquetage mixte. Votre contrôle à la réception permet de vérifier que les informations figurant sur le document correspondent bien au contenu de la bobine.
Pourquoi les bavures sur les bords fendus ont-elles une telle importance pour les piles de laminage ? Une bavure est un rebord métallique saillant. Lorsque les lamelles s’empilent, les bavures des couches adjacentes peuvent entrer en contact et créer des chemins électriques entre les tôles. Ces chemins permettent aux courants de Foucault de circuler là où le revêtement était censé les bloquer, ce qui augmente les pertes dans le noyau. À titre de limite d’utilisation, veillez à ce que la hauteur des bavures reste inférieure à environ 10% de l’épaisseur de la tôle. Au-delà de cette valeur, vous commencez également à fausser la hauteur de l'empilement et la résistance interlaminaire.
En quoi les variations d'épaisseur influent-elles sur le noyau fini ? Un profil d'épaisseur irrégulier entraîne un empilement irrégulier et réduit le facteur d'empilement, c'est-à-dire la proportion d'acier réel dans une hauteur d'empilement donnée. Une teneur en fer moins efficace se traduit par une densité de flux supérieure à celle prévue lors de la conception, ce qui entraîne une augmentation des pertes. Un problème dimensionnel constaté à la réception se transforme en problème magnétique au sein de la machine.
Quelle est la différence entre le contrôle de l'acier non orienté et celui de l'acier à grains orientés ? Les contrôles de base — dimensions, surface, revêtement, arêtes — sont similaires. Le comportement magnétique diffère. Les matériaux à grains orientés présentent des propriétés fortement dépendantes de la direction ; l’orientation par rapport au trajet du flux est donc importante, et vos essais doivent tenir compte de cette direction. Les matériaux non orientés sont plus homogènes quelle que soit la direction. Vérifiez que vous avez bien reçu la famille de nuances prévue dans votre conception.
Quel est l'impact du stockage sur l'acier ayant déjà fait l'objet d'un contrôle ? L'humidité constitue la principale menace. Elle provoque l'apparition de rouille sur les bords et peut, à terme, endommager les revêtements. Certaines nuances de produits semi-finis voient également leurs propriétés magnétiques évoluer avec le temps ou lors de leur manutention. Un stockage contrôlé, à l'écart du sol, selon le principe « premier entré, premier sorti », permet de conserver une bobine conforme dans l'état où vous l'avez inspectée.
Quelle vérification unique offre le meilleur rapport qualité-prix pour un minimum d'effort ? Vérification des documents par rapport au bon de commande. Cela ne prend que quelques minutes et permet de détecter les problèmes les plus courants : un acier conforme mais accompagné de documents erronés, ou une non-conformité de la nuance. Cette méthode ne permet pas de tout détecter, mais son rapport effort/résultat est difficile à battre.
Partagez votre amour
Charlie
Cheney est un ingénieur d'application principal dévoué à Sino, avec une grande passion pour la fabrication de précision. Il est titulaire d'une formation en ingénierie mécanique et possède une vaste expérience pratique de la fabrication. Chez Sino, Cheney se concentre sur l'optimisation des processus de fabrication des piles de laminage et sur l'application de techniques innovantes pour obtenir des produits de haute qualité.
Brochure sur les nouveaux produits
Veuillez saisir votre adresse électronique ci-dessous et nous vous enverrons la dernière brochure !
Laissez les piles de pelliculage de Sino renforcer votre projet !
Pour accélérer votre projet, vous pouvez étiqueter les piles de laminage avec des détails tels que tolérance, matériel, finition de la surface, la nécessité ou non d'une isolation oxydée, quantitéet bien d'autres choses encore.