Let Sino's Lamination Stacks Empower Your Project!
To speed up your project, you can label Lamination Stacks with details such as tolerance, material, surface finish, whether or not oxidized insulation is required, quantity, and more.
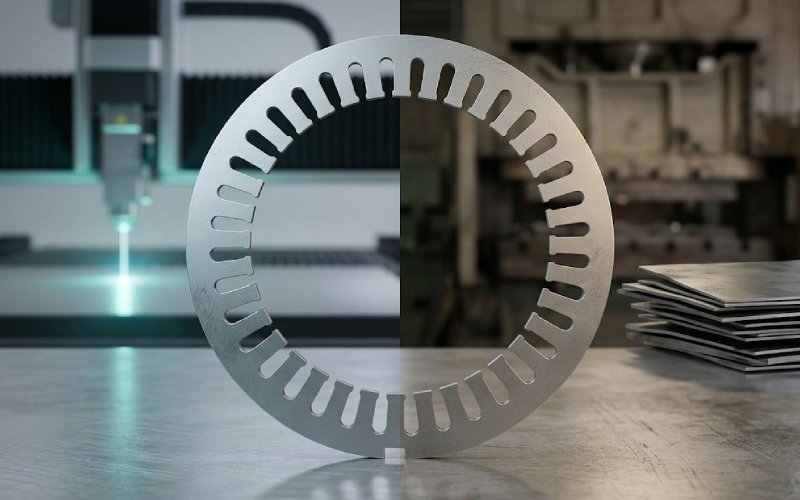
If the geometry is still moving, laser-cut motor laminations are usually the right answer. If the geometry is frozen and volume is real, stamped laminations usually win. That part is easy. The part that causes trouble is the middle. Same CAD. Same steel grade on the print. Different core behavior after cutting, stacking, joining, and release to production. Laser routes usually remove hard tooling and shorten first-part timing; stamping adds die investment and setup time, then pays it back with throughput and lower piece cost once volume settles.
This is where bad decisions start. Teams compare part price too early. Or they validate prototype motor laminations by laser, then assume stamped production laminations will behave like a cheaper copy. They often do not. Cutting changes the material near the edge. Burrs change interlaminar behavior. Joining can damage coating or add stress. The stack, not the flat sheet, is what the machine runs on. Manufacturing reviews keep landing on the same point: cutting, joining, stress relief annealing, and fit-up steps all shift final magnetic performance.
Laser cutting buys freedom. No die. No die correction loop. No waiting for tooling every time slot opening, tooth width, bridge thickness, or vent geometry changes by a few tenths. It is a digital process, so the cost of learning stays mostly in programming, material, and machine time. That makes laser-cut laminations a strong fit for prototype builds, design screening, and short runs.
Stamping is different. Once the die is right, production speed is hard to beat. Before the die is right, it can hold the whole program still. Tooling adds upfront cost, and initial production can be delayed by weeks while the die is engineered and built. That does not make stamping wrong. It just means stamping is a poor place to do your early learning.
Cutting is not neutral. Mechanical cutting introduces plastic deformation and residual stress near the edge. Laser cutting can add a heat-affected zone and local magnetic deterioration. In both cases, the material next to the cut no longer behaves like the nominal sheet data in the catalog. Published work on electrical steel shows that cut-edge damage can reduce permeability and increase loss close to the edge, with the severity depending on material, thickness, cutting route, and process settings.
The awkward part is the damaged width. It is not one fixed number. Literature surveys show a wide spread, and that matters because narrow teeth and dense slot geometries amplify the problem. Some reports on laser-cut material have measured magnetic degradation extending as far as about 18 mm from the cut edge under specific conditions. Separate work on sheared edges has shown much smaller affected zones, around 1 to 1.4 mm, again under specific conditions. Same topic. Very different numbers. So any simple claim that one method is always fine or always bad is thin. Geometry decides a lot of this.
That is why perimeter matters more than part count. A lamination with narrow bridges, thin teeth, and dense slotting can carry more cut-edge penalty than a larger, simpler profile made from the same steel. Engineers know this in practice. Buyers sometimes do not. The quote line says “same material.” The motor test says something else.
Burr is not just a deburring issue. In a lamination stack, burr can become a conduction path between adjacent sheets. Once that happens, local interlaminar eddy current loss rises, and local heating can rise with it. Studies on electrical steel laminations have treated burr-driven interlaminar short circuits as a real loss mechanism, not a cosmetic defect.
This is also why incoming inspection can mislead people. A single sheet may look acceptable. A stack built from many sheets with repeating burr contact is a different object. Add pressure, joining, handling damage, or coating disturbance, and the problem grows quietly. So when you compare laser-cut laminations with stamped laminations, ask a stack question, not a sheet question: what happens after compression, joining, and fit-up?

| Decision factor | Laser-cut laminations | Stamped laminations | What to validate before release |
|---|---|---|---|
| Design changes | Best when geometry is still moving | Best when geometry is frozen | Number of expected CAD changes |
| Tooling | No hard tooling | Requires die investment | Break-even volume and tool life |
| First-part timing | Fast | Slower at program start | Schedule risk to prototype or launch |
| Piece cost at low volume | Usually acceptable | Usually poor once tooling is included | Prototype quantity and iteration count |
| Piece cost at high volume | Usually higher | Usually lower | Forecast stability |
| Edge condition risk | Sensitive to laser settings and feature density | Sensitive to die clearance and wear | Core loss on production-intent samples |
| Burr risk | Can still exist, depends on cut quality and cleanup | Grows with wear and clearance issues | Stack insulation and shorting checks |
| Production throughput | Limited | High | Actual takt requirement |
| Best fit | Learning fast | Repeating fast | Correlation between prototype and launch route |
The table is the clean version. The real version is rougher. Laser is usually the lower-risk way to learn. Stamping is usually the lower-cost way to repeat. Trouble starts when a program tries to use one process to answer the questions that belong to the other.
Laser cutting is the right call when your prototype motor laminations are still changing, when you need several geometry variants quickly, or when the stack is being used to answer design questions rather than production questions. That includes slot tuning, tooth-width changes, bridge-width checks, skew experiments, and early electromagnetic comparison work. Laser is also a practical route for small and medium batches where tooling does not pay back cleanly.
But laser should not be treated as a neutral prototype stand-in for every later production route. If the production part will be stamped, a laser-cut prototype proves geometry faster than it proves production behavior. Useful, yes. Complete, no. High perimeter-to-area designs make this gap wider. Thin gauges can make it wider too.
Stamping becomes the better choice when the design is stable enough to survive tooling lock and the volume is high enough to recover the die cost. At that point the decision stops being mostly about flexibility and becomes mostly about throughput, repeatability, and piece price. That is where stamped laminations earn their place.
There is still no free pass. Stamping quality depends on die condition, die clearance, wear, and burr control. As the die ages, edge quality changes. That can show up later as coating trouble, stack insulation trouble, or loss drift. So the right production question is not “Can stamping make this shape?” It is “Can stamping keep making this shape after real run time?” Different question. Better question.
A simple volume check helps:
Break-even volume ≈ tooling cost ÷ (laser piece cost − stamped piece cost)
That formula is basic. The mistake is using it alone. The true break-even moves if yield changes, if burr cleanup becomes a second process, if stack joining changes loss, or if the stamped core no longer correlates to the laser prototype.
A lot of selection mistakes happen because the team stops at cutting. The stack still needs to be fixed together. Bonding, interlocking, and welding do not produce the same magnetic result. Reviews on laminated electrical steel joining point to the usual tradeoff: the joining method must hold mechanical integrity, but it can also damage insulation coating, modify microstructure, introduce residual stress, or create conductive paths between laminations.
That means the real comparison is often not laser versus stamping. It is one full route versus another:
These routes are not equivalent. A cutting method that looks good in isolation can lose its advantage once the joining step is fixed. Interlocking, for example, is useful mechanically, but published work has linked it with increased iron loss in some cases. Welding can hold the pack well, but it can also hurt magnetic properties if the affected zone and coating damage are not controlled.

Stress relief annealing can recover part of the magnetic deterioration caused by cutting, especially after mechanical processing. That is real. It has been observed in published measurements. It is also easy to misuse as a planning excuse. Recovery depends on material, prior damage, temperature profile, atmosphere, and what happened before and after annealing. So annealing should be validated as part of the route, not treated as a cleanup button for a weak upstream process.
Use laser-cut laminations when you are still learning the design.
Use stamped laminations when you are done learning the design and ready to optimize the factory.
Use a correlation build before tooling release if the prototype route and the launch route are different.
And do not validate only the loose sheet. Validate the lamination stack after cutting, after joining, and in the condition that will actually go into the motor. That is where the argument ends. Or starts again.
Sometimes, yes, especially for small or medium batches and high-mix programs. But laser-cut laminations should not be assumed to match stamped production behavior in every design, because cut-edge damage and loss response depend on geometry, material, and process settings.
Usually, yes. Stamping tends to win once tooling is justified and geometry is stable. The caution is that die wear, clearance control, and burr growth can shift quality over time, so volume alone should not be the only gate.
Interlaminar shorting risk. Burrs, damaged coating, and some joining routes can create conductive paths between sheets, which increases local eddy current loss and heat. The flat part may still pass inspection. The stack can still fail quietly.
No. Small features usually make it worse, but any design with high edge density can feel it. The reported width of magnetic deterioration varies widely across studies, which is exactly why narrow rules fail.
Not always. Using laser for early prototype work and stamping for launch can be sensible. The missing step is correlation. If the process changes, test again on production-intent stacks before release.
No. It can help. It cannot erase every consequence of poor cutting, poor joining, or stack damage later in the route.