Let Sino's Lamination Stacks Empower Your Project!
To speed up your project, you can label Lamination Stacks with details such as tolerance, material, surface finish, whether or not oxidized insulation is required, quantity, and more.

You’ve probably felt it already: fewer suppliers, bigger contracts, more pressure to “simplify the supply base.” On paper, vendor consolidation looks like an easy win—cut complexity, negotiate better prices, standardise parts. But when the parts in question are stators and rotors, the stakes are very different. A bad bolt hurts a shift; a bad rotor can take out a production line, or worse, a customer’s asset in the field.
This article takes a deliberately deep, practical look at what vendor consolidation really does to stator and rotor quality and risk—not as an abstract procurement idea, but as something that shows up as vibration in a test cell, heat in a winding, or an angry phone call from a key OEM.
In general procurement language, supplier consolidation means strategically reducing your supplier base—often by 20–40%—to cut complexity and usually unlock 5–15% cost savings through scale and stronger negotiating power.
In stator and rotor supply, though, consolidation takes on a more structural form because you’re not just buying “similar” parts—you’re buying coupled components whose tolerances, materials, and magnetic performance interact.
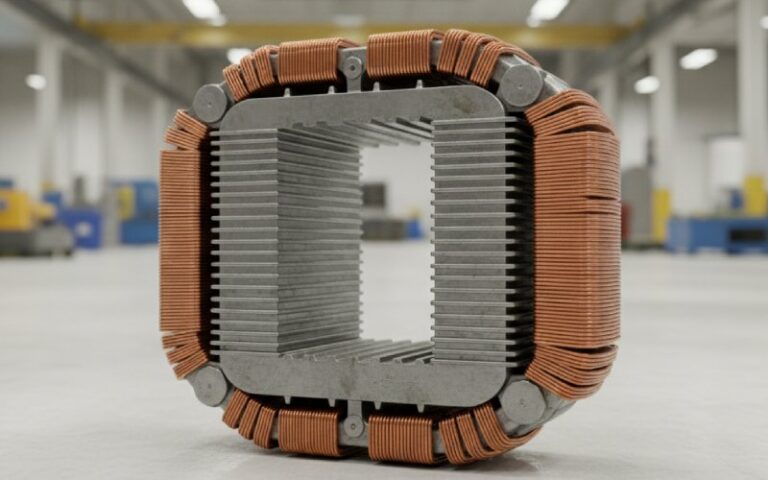
Stators and rotors are not “just parts”: they are where almost all of the electromechanical truth of a motor lives—efficiency, torque, temperature rise, noise, vibration, reliability.
Common motor reliability frameworks even treat stator and rotor as dedicated fault zones alongside power quality, insulation and air gap. When something goes wrong, it rarely stays local: a rotor bar crack or stator lamination issue can cascade into bearing failures, insulation breakdown, and catastrophic outages.

If it’s done with intent (and not just as a spreadsheet exercise), consolidation can genuinely improve quality for stators and rotors. Fewer suppliers means fewer interfaces, clearer accountability, and more capacity to go deep with the vendors you keep.
Specialist quality and consulting firms point out that managing fewer suppliers simplifies communication and allows much tighter quality oversight and alignment of standards. When a single manufacturer provides both stator and rotor assemblies, you often see fewer fit-up issues, better electromagnetic matching, and lower risk of supply chain miscoordination.
The flip side: as you concentrate spend, you also concentrate technical and operational risk. Procurement literature is clear that consolidation can increase dependency and vulnerability if a key supplier runs into financial, quality, or capacity issues. In stators and rotors, that vulnerability shows up as delayed launches, rushed changeovers, or quiet quality drift that only becomes visible in the field.
When a single vendor controls a large share of your magnetic stack, winding technologies, and rotor construction methods, their internal quality culture becomes your de facto quality culture—whether or not it matches your own.
Beyond the immediate vendor relationship, stator and rotor quality sit on top of fragile material and logistics ecosystems: electrical steels, copper, rare-earth magnets, specialised tooling, skilled labour.
For example, generator and motor stator/rotor costs are heavily exposed to steel-mill capacity, magnet availability, logistics constraints, and trade/tariff regimes. Reports on electric drive and metals value chains highlight how critical permanent magnet materials and specialised steels are concentrated in a few geographies, often vulnerable to export restrictions and geopolitical tension.
When you consolidate vendors, you are also consolidating their upstream risk choices—whether they dual source electrical steel, how they hedge magnet pricing, whether they nearshore lamination stamping, and how robust their own network is.
This is where a simple cost-saving initiative can unintentionally magnify strategic risk.
To make this more concrete, it helps to visualise typical consolidation patterns and how they shape both quality and risk for stators and rotors.
Here’s a practical comparison you can adapt to your own footprint:
| Consolidation pattern | Quality upside | Quality downside / risk | Supply risk profile | Best fit scenarios |
|---|---|---|---|---|
| Single global stator & rotor vendor | Deep integration, matched designs, single accountability; strong potential for process and test harmonisation. | High dependency; any drift or disruption affects all programs; harder to benchmark. | Very high concentration; vulnerable to their upstream material and regional risks. | Mature platforms with stable demand, where you can justify joint long-term investments and have strong governance. |
| One primary + one backup vendor (dual sourcing) | Retains competitive tension and benchmarking; allows A/B comparison of quality and cost; better resilience. | More complexity in qualification and change control; risk of divergence in performance over time. | Medium: concentration reduced but still dependent on two key players. | Mission-critical applications, or where field failure cost is very high and you need a credible fallback. |
| Regional consolidation (one per major region) | Shorter logistics chains, better local support; can harmonise global specs while keeping regional redundancy. | Harder to keep processes identical across plants; regional cost and capability differences can seep into product variance. | Medium: regional shocks are somewhat contained; global shocks still propagate. | Global OEMs balancing localisation, resilience, and common platforms. |
| Tier 1 integrator consolidating tier 2s | You manage one interface; they optimise laminations, magnets, machining, and winding behind the scenes. | Reduced visibility into upstream quality issues; risk of “black box” decisions on materials and processes. | Depends on how diversified the Tier 1’s own supply base is. | Organisations wanting simplicity but willing to invest in strong Tier 1 transparency and audits. |
The most important takeaway: consolidation is not “good” or “bad” by itself—its impact is a function of how consciously you design the pattern and how actively you manage the resulting risk.
If you want consolidation to be a quality accelerator rather than a roulette wheel, you need to treat it as a joint engineering–procurement–quality program, not just a sourcing event.
The best-run companies treat selected stator and rotor vendors almost like extensions of their own plants—sharing forecast, co-investing in fixtures and test rigs, and integrating them into APQP-like processes. They combine cost leverage with rigorous supplier evaluation, risk scoring, and digital traceability.

The most underrated tool in vendor consolidation is simply better questions—especially questions that cut through PowerPoint and force visibility into how your supplier actually runs its stator and rotor operations.
Instead of only negotiating on unit price and lead time, probe their design, process, and risk assumptions. How they answer tells you a lot about what a consolidated future will feel like when things get noisy, literally and figuratively.
Vendor consolidation in stator and rotor supply is often presented as a simple, almost mechanical move: fewer vendors, lower prices, lower paperwork. In reality, it’s a strategic choice about where you place your technical bets, whose processes you trust, and how much shared visibility you’re willing to insist on.
Handled thoughtfully, consolidation can give you better matched stator–rotor systems, cleaner data, and partners invested in your long-term success. Mishandled, it merely hides risk until it emerges as vibration on a dyno, heat in a winding, or outage in your customer’s plant.
The differentiator isn’t whether you consolidate. It’s how deliberately you connect consolidation to design, quality, and risk thinking. If your conversations with suppliers start including questions about lamination stacks, winding processes, material sourcing, and recovery plans—not just price breaks and payment terms—you’re already ahead of most of your competitors.
And in a world where the weakest link can be a single rotor bar or stator slot, that extra depth is exactly where your advantage will live.