Let Sino's Lamination Stacks Empower Your Project!
To speed up your project, you can label Lamination Stacks with details such as tolerance, material, surface finish, whether or not oxidized insulation is required, quantity, and more.
If you are choosing a cutting process for motor laminations, the wrong first question is usually, “How accurate is it?” The better one is uglier: What kind of edge are you creating, and what will that edge do to the stack later? Cut quality is not just geometry. It is burr risk, local thermal damage, interlaminar insulation, core loss, and whether the stack still behaves the way the design model assumed it would. Recent reviews on electrical-steel manufacturing make that point pretty hard: cut-edge effects can change magnetic performance enough that iron loss may vary by a factor of two or more, depending on material, geometry, field level, and process settings.
That is where Wire EDM enters the conversation. It is precise. It is also slower, more selective, and less forgiving of lazy decision-making than people think. For some lamination stack work, it is exactly right. For other jobs, it is a very polished way to pay too much for the wrong process.
Use Wire EDM when you need tight profile control, low mechanical distortion, and fast design iteration on conductive sheet. Do not use it by default once the design is stable and output volume starts to matter more than geometric experimentation. That is the simple version. The real version is below.
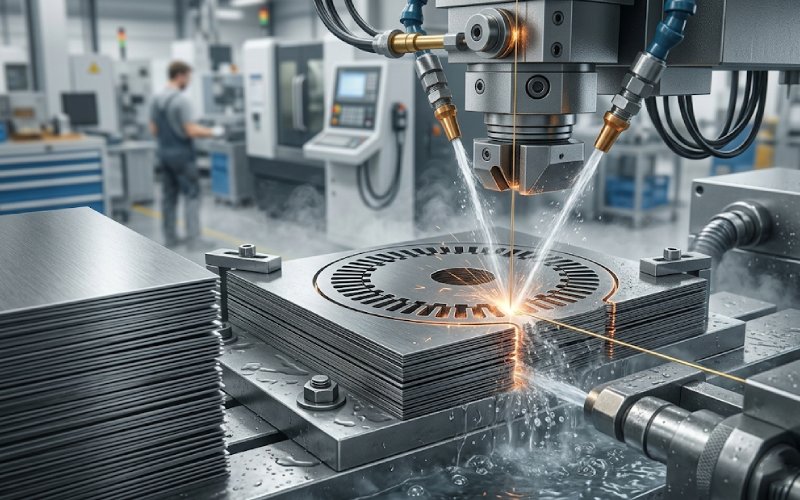
Wire EDM removes material with electrical discharges, not mechanical cutting force. So the sheet is not being punched or sheared out of shape while the contour is formed. That matters for thin-gauge electrical steel, narrow teeth, small bridges, delicate slot openings, and internal shapes where tool force can move the part before you even notice it. It is also a through-cut process on conductive material, and internal windows usually need a start hole for wire threading. Common wire diameters sit around 0.10 to 0.25 mm, and typical dimensional capability for general Wire EDM work is often discussed in the ±0.002 to ±0.01 mm range, depending on setup, part size, and the number of skim passes.
That sounds ideal. It is not the whole story.
Wire EDM avoids the plastic deformation that comes with punching, but it is still a thermal process. The cut edge can carry a recast layer and a heat-affected zone. On modern machines, finish strategies and skim passes can push that thermally altered layer down sharply from rough-cut levels, sometimes from a few tens of microns toward low single-digit microns, but the actual number depends on discharge energy, power supply, trim strategy, and material behavior. So the edge may look clean while the magnetic material near that edge still changed in ways that matter.
And yes, it matters. Studies on electrical steel show that cutting method and cutting parameters influence magnetization, losses, and local degradation near the edge. Reviews comparing cutting routes also report that wire cutting tends to damage magnetic properties less than punching and less than many laser conditions, but “less damage” is not the same thing as “no damage.” That distinction gets lost all the time.
This is the cleanest use case. Rotor shape is still moving. Stator slot shape is still moving. Tooth tip, bridge thickness, magnet pocket, vent geometry, all still moving. In that stage, the value of Wire EDM is not only precision. It is the fact that you can change geometry without cutting a new die every time the design team changes its mind. For prototype and small-quantity production, current technical literature still places Wire EDM in a sensible position. Not as a default for scale. As a way to learn quickly without tooling drag.
Some laminations are easy to draw and awkward to cut. Thin tooth roots. Narrow bridges. Tight internal radii. Long slender slots. In these cases, a mechanically aggressive process may hit tolerance on paper but still leave you with warping, local deformation, or burr behavior you did not want. Wire EDM helps because the cut path is generated without direct tool pressure on the sheet. That changes the failure mode.
In lamination stacks, burr is not a cosmetic defect. Burr can become an electrical bridge between adjacent sheets. Once that happens, local interlaminar shorting can raise eddy-current loss and local heating. Wire EDM is often attractive here because it tends to reduce the mechanical burr problem associated with shearing and punching, even though it introduces a thermal edge problem that still has to be controlled and checked. Different problem. Usually smaller. Still real.
There is a narrow but important category where Wire EDM keeps showing up after the “prototype only” label should have pushed it out. Very thin electrical steel. High-value alloy laminations. Small recurring batches where scrap hurts more than machine time. Programs where edge stability matters more than takt time. Not common. But real. In those cases, Wire EDM can remain part of the route even after the design is frozen, especially when the alternative is tooling risk, rework, or damage that costs more than slow cutting. That is an engineering exception, not a contradiction.

Once geometry stops moving, process economics start getting louder. Hard tooling becomes easier to justify. Piece-part time starts to matter more than digital flexibility. At that point, Wire EDM often stops being the smart answer. It is usually too slow for mainstream lamination production, especially when the job has moved beyond validation and into repeatable, cost-sensitive output.
This happens a lot. A team sees a clean profile and assumes the magnetic story must also be clean. Not safe. Cut-edge degradation in electrical steel is not only a geometry issue. It changes local stress state, magnetic domain behavior, and loss behavior near the edge. Reviews on machine manufacturing effects and measurement studies on full stacks both make the same point: you need to evaluate the material after cutting, and often after stacking and joining too.
Wire EDM is excellent for 2D profiles, internal cutouts, and tapered contours. It is not a general answer for blind features or geometries that do not allow wire access. If the part fights the process from the beginning, forcing Wire EDM into the routing usually creates more fixture work, more handling, and not much value.
A good cut can still be ruined later. Welding, interlocking, clamping pressure, stack compression, and local contact points can create new electrical paths between sheets or alter loss behavior after the cut is done. So if your assembly route is likely to disturb insulation between layers, the cutting method alone will not save the stack. People blame the cut. Sometimes the stacking method did the damage.
| Decision factor | Wire EDM | Laser cutting | Stamping |
|---|---|---|---|
| Tooling investment | Low at the start; no hard die | Low to moderate | High upfront, low per part at scale |
| Design change speed | Very fast | Fast | Slow once tooling is made |
| Mechanical force on sheet | Very low | Very low | High relative to the other two |
| Main edge risk | Thermal edge / recast / HAZ | Thermal edge / HAZ | Burr, plastic deformation, residual stress |
| Burr tendency | Usually low | Low to moderate, process dependent | Highest risk if tool condition and clearance drift |
| Throughput | Low | Medium to high | Highest |
| Best fit | Prototypes, tight geometry, fragile features, high-value small batches | Prototypes to medium volume, quick iteration | Stable designs, high-volume production |
| Caution point | Do not assume a precise cut means low core loss | Heat input still needs validation | Burr and deformation can trigger interlaminar faults |
This matrix reflects the broad pattern reported across Wire EDM process guides, motor-lamination process comparisons, and reviews of electrical-steel cutting damage.

If the design is magnetically sensitive, the first question is not whether the machine can hold the profile. It usually can. The better question is whether the cut edge will push up core loss, hurt permeability near the tooth edge, or create a problem after stacking. Treat the edge as a material condition, not just a contour.
Rough cutting is for getting the shape out. Skim passes are for reducing recast, improving dimensional control, and calming the edge. If you try to take all the speed you can get on the first cut and call it done, you are usually trading away the exact thing that made Wire EDM attractive in the first place.
Parameter studies on electrical steel show that changes in current, feed rate, and pulse timing affect magnetization results. That does not give a single magic recipe, but it does give a safe direction: do not chase removal rate blindly on parts where magnetic behavior matters. Finish-pass settings deserve their own logic.
A finer wire can help with narrow internal corners and tight slot geometry, but wire choice also interacts with stability, flushing, and cut time. The common 0.10 to 0.25 mm range exists for a reason. Smaller is not automatically better. Sometimes it just gets slower and less stable.
A single sheet can look fine while the finished core behaves differently. Check the assembled stack for core loss shift, interlaminar resistance risk, stack height consistency, and whether the joining route created fresh electrical contact between sheets. This matters even more in high-frequency designs and in thin laminations, where stack-related loss penalties can become more obvious.
A short checklist is enough. Not a giant qualification binder.
If the job is about learning the geometry, Wire EDM is often a good choice. If the job is about shipping a lot of parts at the lowest repeat cost, usually not. If the job is about protecting magnetic performance, then no process gets a free pass. You validate the edge, then the stack, then the joined core. In that order.
Not in a blanket sense. Wire EDM usually wins on mechanical gentleness and profile control for delicate conductive parts. Laser usually wins on speed and is often the more practical route once quantity rises. For lamination stacks, the right comparison is not “better process.” It is “better process for this geometry, this volume, and this loss budget.”
Usually less mechanical burr than punching, yes. But “low burr” does not mean “zero edge risk.” Wire EDM shifts the problem toward thermal edge condition, recast, and parameter control.
Yes. Cutting effects in electrical steel can change permeability and losses near the edge, and manufacturing reviews report that cutting-related iron loss changes can be large enough to matter at the machine level. Wire EDM often damages less than punching or many laser conditions, but it still needs validation.
Mostly, but not only. Prototype work and small batches are the natural fit. Still, very thin, high-value, or difficult laminations can justify Wire EDM in repeated low-volume production if edge control matters more than takt time.
A practical range often cited for Wire EDM is about ±0.002 to ±0.01 mm, depending on the machine, setup, part size, and trim strategy. For laminations, though, do not stop at dimensional tolerance. Magnetic tolerance matters too.
They look at the cut profile and stop there. The harder question is what happens after stacking and joining. If adjacent sheets start making electrical contact, or if the cut edge has altered the steel more than expected, the lamination stack can lose performance even when every profile dimension still looks correct.