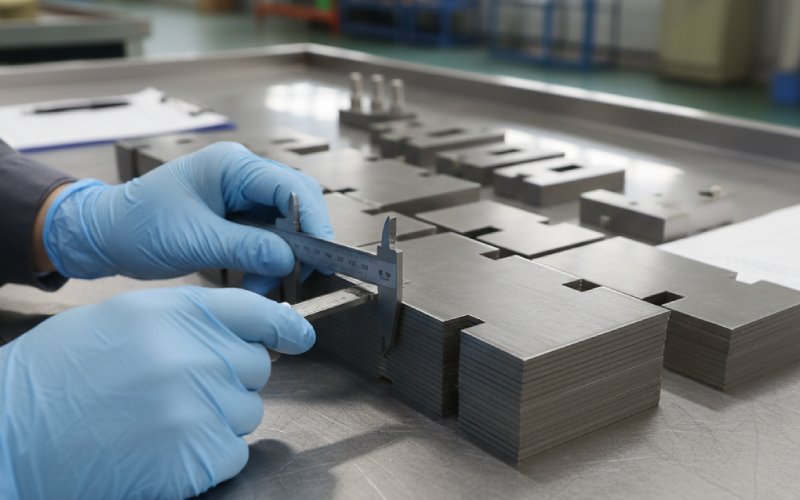
Laissez les piles de pelliculage de Sino renforcer votre projet !
Pour accélérer votre projet, vous pouvez étiqueter les piles de laminage avec des détails tels que tolérance, matériel, finition de la surface, la nécessité ou non d'une isolation oxydée, quantitéet bien d'autres choses encore.
Plan qualité pour les tôles de transformateurs : les bases de l'APQP/PPAP
Si votre tôles de transformateur En suivant un plan qualité APQP et un véritable PPAP, vous cessez de vous disputer au sujet des pertes, du bruit et de la répétabilité. Vous expédiez, mesurez et continuez à réduire l'écart. C'est là tout l'intérêt.
Table des matières
Commencez par la physique, pas par les formes
Les tôles de transformateur sont silencieuses lorsque les aspects physiques sont maîtrisés : matériau, contrainte, géométrie, isolation, chemin de magnétisation. La documentation sert à garder ces liens de cause à effet visibles sous pression, et non à cocher une liste de contrôle.
L'APQP vous fournit déjà la structure nécessaire pour y parvenir dans le cadre du développement de produits et de processus dans un environnement de fabrication. Le PPAP sert ensuite de preuve formelle que cette structure produit effectivement des laminages qui respectent le dessin, les spécifications de base et les objectifs d'efficacité énergétique à chaque fois, et pas seulement les jours où tout va bien.
Pour les lamelles de transformateur en particulier, le plan qualité fonctionne lorsqu'il traduit ces outils abstraits en éléments très concrets : quelle bobine vous avez achetée, comment vous l'avez estampillée, comment vous avez relâché la tension, comment vous l'avez empilée et comment vous avez mesuré le résultat en watts, ampères et micromètres.
Traduire les phases APQP en réalité de stratification
Vous connaissez déjà les cinq phases APQP, il n'est donc pas nécessaire de les nommer et de les expliquer à nouveau. Pour les laminages, il est utile de réécrire tranquillement chaque phase avec une seule question directe. Quel acier sommes-nous autorisés à utiliser ? Quelle fenêtre d'estampage et de recuit permet réellement de limiter les pertes dans la bande ? Comment saurons-nous que la presse a dérivé ? Quelles mesures sommes-nous prêts à défendre devant un auditeur client ?
Le tableau ci-dessous permet de rester concis. Il ne s'agit pas d'une théorie, mais du squelette du plan qualité que vous maintenez réellement.
Phase APQP
Focalisation sur le laminage des transformateurs
Résultats importants du plan qualité
Définition du client et du produit
Objectif principal de conception, classe énergétique, pertes à vide et courants de magnétisation cibles, enveloppe géométrique, bruit et vibrations attendus, système d'isolation
Résumé du plan qualité du produit, liste des caractéristiques spéciales pour les laminages et les noyaux, accord initial sur les méthodes d'essai et les quantités d'échantillons
Conception et développement de produits
Géométrie de stratification, motif de chevauchement, tolérances des fenêtres et des bords, nuance d'acier et classe de revêtement, méthodes d'empilage autorisées et concepts de gabarits
Dessins et spécifications figés, marquages spéciaux sur les impressions de stratification et les spécifications des noyaux, FMEA de conception alignées sur les PFMEAs, plans de test préliminaires.
Conception et développement de processus
Manipulation des bobines, refendage, estampage, ébavurage, cycle de recuit, revêtement le cas échéant, séquence d'empilage et de serrage, stratégie de mesure en cours de fabrication
Diagramme de flux de processus reflétant réellement l'atelier, PFMEA avec modes de défaillance physiques (perte, bavure, court-circuit des lamelles, bourdonnement du noyau), projet de plan de contrôle incluant des plans d'intervention.
Validation des produits et des processus
Capacité en matière de perte dans le noyau, courant magnétisant, dimensions, hauteur des bavures, résistance du revêtement, facteur d'empilement ; validation sur plusieurs bobines et dans différentes conditions d'utilisation des outils.
Soumission du PPAP avec études de capacité, MSA sur les équipements de perte de noyau et de résistance au revêtement, rapports dimensionnels complets sur les laminages et les noyaux construits dans les pires conditions, preuves de fonctionnement à la vitesse nominale.
Comportement sur le terrain : bruit, points chauds, efficacité ; comportement en production : profils de rebut, usure des outils, variabilité des bobines
Leçons apprises en boucle fermée, mises à jour des normes de conception, révisions du PFMEA et du plan de contrôle, normes actualisées en matière de matériaux et de processus réintégrées dans les nouveaux appels d'offres et lancements APQP.
Le manuel officiel APQP ne mentionne pas les angles de coupe ou les seuils de résistance au revêtement, mais votre plan de stratification doit le faire. C'est là que vous vous démarquez de la formation générique sur les « outils de base ».
Élaborez le plan de contrôle en fonction des caractéristiques spéciales, et non des colonnes.
Un plan de contrôle du laminage des transformateurs peut facilement se transformer en une feuille de calcul comportant plus de lignes que prévu. Vous pouvez éviter cela en commençant par six ou sept caractéristiques qui influencent réellement le comportement des transformateurs : perte du noyau à une induction et une fréquence définies, courant magnétisant, hauteur des bavures, dimensions critiques, hauteur ou poids d'empilement, résistance d'isolement entre les laminages et, dans certains segments, bruit à un point de test défini.
Toutes les autres caractéristiques viennent soit les soutenir, soit assurer la stabilité statistique du processus. Le plan de contrôle doit donc se lire presque comme un argumentaire. Pour chaque caractéristique spéciale, quelle étape du processus l'influence le plus, comment cette étape est-elle contrôlée, que mesurez-vous à ce stade, que se passe-t-il en cas de dérive ? Le PFMEA et le plan de contrôle restent synchronisés car ils traitent tous deux des mêmes modes de défaillance physiques, et non de déclarations génériques telles que « dimension hors spécifications ».
La différence avec de nombreux exemples d'APQP en ligne est simple : ceux-ci se concentrent sur la forme. Vous vous concentrez sur la manière dont une bande d'acier électrique devient un noyau à faibles pertes de manière reproductible.
Acier électrique et revêtements entrants : établissez le contrat ici
Tout ce qui suit dépend de la qualité de l'acier et de l'uniformité du revêtement. Les tôles magnétiques sont d'abord des bandes minces laminées à froid qui sont estampées ou découpées, puis empilées pour former des noyaux. Le plan qualité doit refléter cela avec une section très explicite sur les entrées.
Vous définissez les normes que vous acceptez pour l'acier à grains orientés ou non orientés, les classes de perte, les classes de revêtement et les variations possibles d'une bobine à l'autre avant même de penser à l'estampage. Les références types sont les normes IEC ou ASTM et les systèmes fournisseurs basés sur la norme IATF 16949 ; de nombreux producteurs d'acier laminé et électrique opèrent déjà selon ces normes.
Les éléments essentiels de cette partie du plan sont simples mais non négociables. Premièrement, comment chaque bobine est identifiée et tracée tout au long du processus de refendage et d'estampage. Deuxièmement, ce que vous vérifiez à la réception des marchandises au-delà du certificat d'usine : l'épaisseur de la bande, l'état du revêtement, la vérification de la perte de base si vous disposez d'un testeur à feuille unique ou Epstein, parfois même la résistance du revêtement. Troisièmement, comment réagir lorsque ces contrôles échouent ; non pas dans un modèle 8D, mais en termes de tri, de séparation, de communication et de mises à jour APQP.
Si vous ne traitez pas l'acier entrant dans le cadre de votre propre APQP, vous vous fiez au plan de quelqu'un d'autre, qui peut ou non comprendre le comportement des transformateurs de la manière dont vos clients l'attendent.
Estampage et outillage : là où la plupart des variations commencent réellement
Les presses à grande vitesse créent des laminages à une vitesse que le reste des documents APQP ne peut égaler. L'usure des outils modifie la hauteur des bavures, la géométrie et les schémas de contrainte locaux, ce qui se traduit directement par une perte de noyau et du bruit. Votre plan qualité doit partir du principe que les conditions de presse sont la principale variable quotidienne, plus que les matières premières une fois que la famille d'aciers est stabilisée.
Au lieu de longs paragraphes sur le contrôle générique des processus, décrivez comment vous détectez les dérives dans la presse. Il peut s'agir d'un plan d'échantillonnage défini pour la hauteur des bavures, de contrôles dimensionnels sur les caractéristiques sensibles à l'usure des matrices, ou même de signatures acoustiques de la course de la presse si vous préférez des méthodes plus avancées. Les études de capacité dans le PPAP doivent traiter ces éléments comme des caractéristiques clés, et non comme des ajouts après coup à la soumission.
Le diagramme du processus n'est utile ici que s'il montre réellement les boucles réelles : maintenance des outils, essais, inspection initiale et autorisations pour démarrer l'estampage en série. Si ces flux sont supprimés pour simplifier, le PFMEA et le plan de contrôle feront référence à un processus imaginaire.
Recuit et détente : relier les recettes aux pertes
Le recuit de détente permet de rapprocher les caractéristiques de l'acier électrique embouti des valeurs indiquées dans la fiche technique. La conception du cycle, les schémas de chargement dans le four et le contrôle de l'atmosphère déterminent ensemble le degré de rapprochement obtenu. Le plan qualité APQP doit traiter le recuit comme un processus spécialisé, avec sa propre logique de qualification, et non comme une simple étape entre l'emboutissage et l'empilage.
Pour de nombreux fournisseurs de laminages, il est judicieux de s'inspirer des normes d'évaluation des fours utilisées dans le traitement thermique automobile et de les adapter aux mesures spécifiques aux transformateurs. Vous définissez la recette, vous la qualifiez à l'aide de coupons ou de noyaux d'essai, puis vous verrouillez les paramètres clés dans le plan de contrôle. Vous reliez ensuite ces données aux résultats réels des pertes dans le noyau et du courant magnétisant obtenus lors des cycles PPAP, afin de démontrer que la combinaison de l'estampage et du recuit est stable.
Lorsque les bobines changent, que la conception des matrices évolue ou que la géométrie des noyaux subit des modifications importantes, c'est l'un des premiers domaines à revoir dans le plan qualité. Cette révision doit être automatique et ne pas être motivée par une réclamation.
Empilage et construction du noyau : contrôlez l'assemblage, pas seulement la feuille
Une stratification parfaite peut tout de même aboutir à un transformateur bruyant ou inefficace si l'empilage et le serrage ne sont pas uniformes. Les motifs de chevauchement, les longueurs de chevauchement, le facteur d'empilage et la pression de serrage ont tous une incidence sur la distribution du flux et le bruit. Cela ne vous surprend pas, mais ces éléments sont souvent dissimulés dans les instructions de travail plutôt que dans le plan qualité officiel.
Intégrez-le dans l'APQP. Considérez l'empilage comme un processus présentant des caractéristiques particulières, et non comme un simple assemblage. Définissez ce que signifie « modèle correct » en termes mesurables, comment les opérateurs le vérifient pendant la fabrication et comment les laminages entrants sont organisés pour le prendre en charge. Décidez ensuite ce que vous mesurez réellement sur les noyaux finis en production : masse, dimensions, éventuellement un test rapide de dépistage des pertes de noyaux avant que ceux-ci ne quittent l'usine de laminage.
Si votre organisation produit des transformateurs complets, le transfert entre l'usine de laminage et l'assemblage des transformateurs doit également être décrit dans le plan de contrôle APQP. Il ne suffit pas de dire « noyaux testés lors du test final du transformateur » si c'est la première fois que quelqu'un vérifie si le processus de laminage est resté sous contrôle.
PPAP qui parle le langage des transformateurs
La plupart des dossiers PPAP se ressemblent de loin : dossiers de conception, flux de processus, PFMEA, plan de contrôle, MSA, capacité, échantillons initiaux, etc. Pour les tôles de transformateur, la différence réside dans la part de contenu qui traite explicitement des performances électromagnétiques et pas seulement de la géométrie.
Les dossiers de conception doivent être directement liés aux spécifications essentielles : dimensions des fenêtres et des branches, modèles de chevauchement, nuance d'acier et classe de revêtement spécifiées de manière à pouvoir être retracées dans la fiche technique et les normes du producteur d'acier. Les diagrammes de flux et les PFMEAs doivent répertorier les modes de défaillance tels que « perte de noyau supérieure à X W/kg à Y T, Z Hz », « courant magnétisant supérieur à la limite à la tension nominale », « bruit audible supérieur au niveau convenu », « court-circuit des lamelles dû à un revêtement endommagé » comme éléments principaux, et non comme notes de bas de page.
Le plan de contrôle soumis avec le PPAP doit se lire presque comme un plan de test pour ces modes de défaillance. Il indique les étapes du processus qui les contrôlent, les mesures prises et leur fréquence, les plans d'intervention et la manière dont la traçabilité est assurée, de la bobine au paquet de tôles, puis au noyau du transformateur. Les études de capacité doivent inclure, dans la mesure du possible, des preuves statistiques sur les pertes dans le noyau et les dimensions critiques, et pas seulement une longue liste de dimensions mineures faciles à respecter.
Lorsque votre PPAP raconte clairement cette histoire, les ingénieurs qualité des clients peuvent le lire et voir comment le processus de production protège leur intention de conception, sans avoir à deviner comment la physique du laminage est liée à cela.
Stratégie de mesure : résistez à la tentation de mesurer ce qui est facile
De nombreux plans de qualité de laminage s'orientent vers une métrologie dimensionnelle lourde et des tests fonctionnels très légers. Cela est compréhensible, car les MMT sont pratiques et les testeurs de pertes dans le noyau sont plus lents, plus bruyants et parfois salissants. Mais les transformateurs ne se soucient pas de savoir si une petite fente non critique est parfaitement centrée ; ils se soucient des pertes, du courant d'excitation, du bruit et de l'ajustement.
Une stratégie de mesure pratique dans vos livrables APQP comporte généralement deux niveaux. Le premier niveau comprend les tests fonctionnels qui prouvent que le processus produit toujours des noyaux de bonne qualité : tests de perte de noyau sur des fréquences d'échantillonnage et des inductions définies, contrôles du courant de magnétisation, contrôles de base du bruit lorsque celui-ci est critique. Le second niveau comprend les indicateurs de processus qui sont plus faciles à mesurer à haute fréquence et qui sont en bonne corrélation avec ces résultats fonctionnels : hauteur des bavures, épaisseur des bandes, dimensions clés, résistance électrique simple entre les laminages, mesures de surveillance de la presse.
Le travail MSA doit d'abord se concentrer sur la couche fonctionnelle, car c'est là que les systèmes de mesure défaillants vous nuisent le plus. Un test de perte de noyau avec une répétabilité médiocre ou une influence de l'opérateur brouillera tous les calculs de capacité qui en dépendent, et votre PPAP paraîtra meilleur sur le papier qu'en réalité.
Maintenir le plan en vigueur dans l'atelier
Un plan qualité qui n'existe que sous la forme d'un ensemble de documents APQP et PPAP est fragile. Les gens retiennent les raccourcis, pas les paragraphes. L'environnement de laminage est bruyant, rapide, parfois chaud, avec une pression de production qui n'attend pas l'examen d'un ingénieur qualité.
Le plan doit donc être intégré dans les routines quotidiennes. Les premières pièces doivent être approuvées à la presse, conformément aux contrôles prévus dans le plan de contrôle. Des limites et des réactions claires doivent être définies pour l'inspection de l'acier à la réception. Des audits réguliers à plusieurs niveaux doivent être effectués, avec des questions simples telles que « montrez-moi comment vous savez que cette hauteur de bavure est acceptable » ou « de quelle bobine provient cette pile ». Des boucles de rétroaction rapides doivent être mises en place lorsqu'une station d'essai de transformateurs située en aval constate une dérive de la perte ou du bruit du noyau.
Rien de tout cela n'est original, mais le fait de l'inscrire dans le plan de contrôle APQP et de le tenir à jour permet d'assurer la cohérence. Cela simplifie également considérablement les audits clients, car il est possible de répondre à toutes les questions en montrant comment les routines de l'usine sont liées au plan documenté.
Modèles de défaillance typiques et comment l'APQP devrait les détecter
Examinez vos derniers problèmes graves liés aux laminages et aux noyaux. Vous reconnaîtrez des schémas récurrents. Des pertes légèrement supérieures à l'objectif à certains points de tension, un bruit plus important dans certaines puissances de transformateurs, des points chauds locaux en infrarouge, des problèmes d'ajustement mécanique dans des réservoirs exigus, une dégradation du revêtement après des cycles de séchage agressifs, parfois même des mélanges lors de l'expédition entre des ensembles de laminages similaires.
Chacun de ces éléments, une fois analysé, renvoie généralement à une petite lacune dans l'APQP ou le PPAP. Une caractéristique spéciale manquante, une définition insuffisante des spécifications d'entrée pour l'acier, un changement de recuit non considéré comme un changement de processus significatif, une variation d'empilement non couverte dans les instructions de travail, une étude MSA ignorée pour un calibre critique.
Votre plan qualité s'améliore lorsque vous abordez régulièrement ces questions et posez une question simple : où cela aurait-il dû apparaître dans les artefacts APQP et PPAP ? Vous réinscrivez ensuite cette réponse dans les projets futurs. Au fil du temps, les connaissances spécifiques au laminage s'accumulent dans le plan plutôt que dans la tête des ingénieurs individuels.
Un modèle court que vous pouvez réellement réutiliser
Si vous souhaitez appliquer cette méthode de manière simple à votre prochain projet de laminage sans avoir à réécrire tout votre système, vous pouvez envisager quatre passages à travers le même plan.
Avant la demande de devis, vous documentez ce dont vous avez besoin de la part des fournisseurs d'acier, les méthodes d'essai que vous et le client acceptez pour les pertes et le courant magnétisant, et la manière dont vous définirez les caractéristiques spéciales sur les dessins. Au moment de la finalisation de la conception, vous verrouillez la géométrie et le motif de chevauchement avec suffisamment de détails pour que les ingénieurs de procédé puissent concevoir l'estampage et l'empilage sans faire d'hypothèses. Avant la soumission du PPAP, vous vérifiez que le PFMEA, le plan de contrôle et les plans d'essai traitent des pertes dans le noyau, du bruit et du comportement du revêtement comme des éléments de première importance. Après la SOP, vous traitez chaque problème grave comme une expérience visant à améliorer le plan pour le prochain lancement, et non comme un simple problème de confinement.
Les manuels officiels appellent cela « amélioration continue ». Dans une usine de laminage, il s'agit simplement de l'habitude de ne pas gaspiller une expérience durement acquise.
Notes de clôture
Un plan qualité pour les lamelles de transformateurs consiste moins à inventer de nouveaux outils qu'à utiliser l'APQP et le PPAP d'une manière qui respecte à la fois la physique des transformateurs et la réalité de la production. Plus vos documents parlent de watts, d'ampères, de bavures et de bobines, et moins ils utilisent de phrases génériques, plus vous vous rapprochez de votre objectif.
Si votre prochain projet se termine par un PPAP où la soumission ressemble à une description concise et honnête de la manière dont l'acier devient des noyaux stables dans votre usine, alors le plan remplit sa fonction. Il ne reste plus qu'à l'appliquer chaque jour et à réduire progressivement les variations cycle après cycle.
Cheney est un ingénieur d'application principal dévoué à Sino, avec une grande passion pour la fabrication de précision. Il est titulaire d'une formation en ingénierie mécanique et possède une vaste expérience pratique de la fabrication. Chez Sino, Cheney se concentre sur l'optimisation des processus de fabrication des piles de laminage et sur l'application de techniques innovantes pour obtenir des produits de haute qualité.
Brochure sur les nouveaux produits
Veuillez saisir votre adresse électronique ci-dessous et nous vous enverrons la dernière brochure !
Laissez les piles de pelliculage de Sino renforcer votre projet !
Pour accélérer votre projet, vous pouvez étiqueter les piles de laminage avec des détails tels que tolérance, matériel, finition de la surface, la nécessité ou non d'une isolation oxydée, quantitéet bien d'autres choses encore.