Laissez les piles de pelliculage de Sino renforcer votre projet !
Pour accélérer votre projet, vous pouvez étiqueter les piles de laminage avec des détails tels que tolérance, matériel, finition de la surface, la nécessité ou non d'une isolation oxydée, quantitéet bien d'autres choses encore.
Construction d'une nomenclature chiffrée autour du stator et du rotor
Le stator et le rotor dominent généralement le coût des matériaux et de la transformation, de sorte que si vous établissez votre liste de matériaux (BOM) autour de Au lieu de les traiter comme une boîte noire, vous avez beaucoup plus de contrôle sur les marges, les risques et les compromis de conception.
La plupart des articles publics restent génériques ("les laminages et le cuivre sont importants") ou se perdent dans la modélisation académique des coûts. Ce guide vise à se situer au milieu : suffisamment pratique pour piloter un modèle Excel aujourd'hui, et suffisamment approfondi pour que votre nomenclature chiffrée soit défendable lors des revues de conception et des négociations d'approvisionnement.
Ce que vous apprendrez dans cet article
Un modèle mental pour structurer une chiffré Nomenclature autour du stator et du rotor
Comment décomposer le stator et le rotor en sous-ensembles rentables ?
Postes et inducteurs de coûts typiques qu'il ne faut jamais laisser "groupés".
Comment relier les boutons d'ingénierie (remplissage des fentes, épaisseur du laminage, qualité de l'aimant) à leur impact sur les coûts ?
Une structure de tableau simple que vous pouvez intégrer dans votre propre feuille de calcul des coûts.
Table des matières
1. Commencer par la machine, pas par la feuille de calcul
Avant de toucher à un modèle de nomenclature, faites un zoom arrière : qu'est-ce qu'un modèle de nomenclature ? type Quel est le coût de votre machine ? Un moteur synchrone à aimant permanent (PMSM) pour un véhicule électrique, un servomoteur BLDC à rotor interne ou un moteur à induction standard ont tous des structures de coûts très différentes, notamment en ce qui concerne le stator et le rotor.
Deux décisions dominent la suite des événements :
Topologie (PM vs induction vs champ enroulé, rotor intérieur vs extérieur, flux axial vs radial)
Taux et droits de douane (continu ou intermittent, vitesse, couple, cycle de travail, environnement)
Ces choix déterminent si votre coût est élevé pour les aimants, le cuivre ou l'acier - et quel niveau de tolérances, d'équilibrage et d'essais est approprié. Par exemple, un moteur BLDC à moyeu à rotor extérieur peut coûter plus cher en aimants et en diamètre de laminage, tandis qu'une machine PM à rotor intérieur à grande vitesse dépense beaucoup d'argent pour des laminages précis, des manchons et l'équilibrage.
Une fois que le contexte est clair, votre nomenclature chiffrée n'est plus une feuille de calcul abstraite ; c'est un récit structuré des éléments suivants comment cette machine spécifique transforme l'argent en couple.
Les décisions de conception clés à verrouiller avant de construire la nomenclature
Type de moteur et topologie (PMSM, induction, réluctance commutée ; rotor interne ou externe)
Puissance, vitesse de base, couple de pointe/continu et profil d'utilisation
Concept de refroidissement (air, liquide, hydrogène, enroulements à refroidissement direct)
Classe d'efficacité cible / exigences réglementaires
Hypothèses relatives au volume et à la maturité (prototype vs SOP, taux de construction annuel)
Niveau d'intégration (livraison d'empilements stator/rotor nus ou d'assemblages entièrement bobinés et testés)
2. Décomposition du stator : De "l'article unique" à l'empilement chiffré
Si vous examinez les études de coûts basées sur le démontage et les "CBOMs" (nomenclatures chiffrées) des moteurs des équipementiers, vous verrez que le coût du stator ne se limite jamais au "stator - $X". Il s'agit d'un ensemble de coûts étroitement liés mais séparables : laminations, isolation, cuivre, imprégnation, usinage et tests.
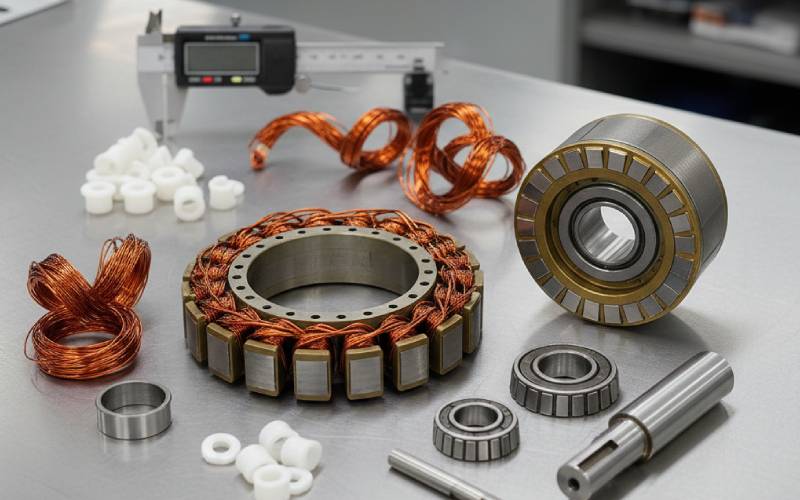
Au niveau physique, presque tous les stators modernes sont une variante de.. :
Cœur de métier fabriqué à partir d'un matériau mince tôles d'acier électriqueLes panneaux sont en général d'une épaisseur de 0,15 à 0,65 mm, empilés et collés ou imbriqués les uns dans les autres.
Enroulements (fil rond, épingle à cheveux ou fil de fer) placés dans les fentes, guidés par des gaines de fente et des cales.
Système d'isolation (revêtements de fentes, cales, rubans, vernis/résine VPI) qui doivent survivre à des décennies de contraintes thermiques et électriques.
Une bonne nomenclature chiffrée rend ces réalités physiques explicites. Au lieu d'une vague ligne "stator", vous modélisez : la masse d'acier brut et le facteur de rebut, l'amortissement de l'outil de presse, la méthode d'enroulement, le processus d'imprégnation et le régime d'essai requis par les spécifications de votre client.
Si l'on procède correctement, on peut désormais poser des questions éclairées telles que : "Et si nous passions des noyaux segmentés à un simple empilage stratifié ? "ou "Quel est le coût par point de pourcentage de l'amélioration du remplissage des fentes ?" et obtenir des réponses dans le CBOM plutôt que de faire des simagrées.
Articles typiques de la nomenclature du stator (qui méritent leurs propres lignes)
Acier de laminage
Nuance d'acier électrique (teneur en Si, spécification de perte de noyau)
Masse nette × facteur de rebut (déchets de poinçonnage / rognage)
Épaisseur du pelliculage (plus fin → perte plus faible, coût plus élevé des matériaux et de l'outillage)
Fabrication de base
Coût de l'estampage / de la découpe laser par laminage
Opérations de collage ou d'emboîtement de piles
Usinage / rectification après l'empilage pour la tolérance OD/ID et la hauteur de l'empilage
Enroulements
Masse de cuivre (ou d'aluminium) en fonction du facteur de remplissage de la fente et du choix du conducteur
Processus d'enroulement (manuel, aiguille, flyer, pliage en épingle à cheveux et soudage)
Matériel de terminaison des fils (cosses, barres omnibus, gaines d'isolation)
Système d'isolation
Revêtements de fentes, cales, séparateurs de phases (Nomex, mica, etc.)
Consommation de vernis ou de résine VPI et temps de cycle
Temps de cuisson et énergie
Qualité et test
Surtension, hipot, décharge partielle, mesure de la résistance
Contrôles dimensionnels et test de perte de noyau sur les piles d'échantillons
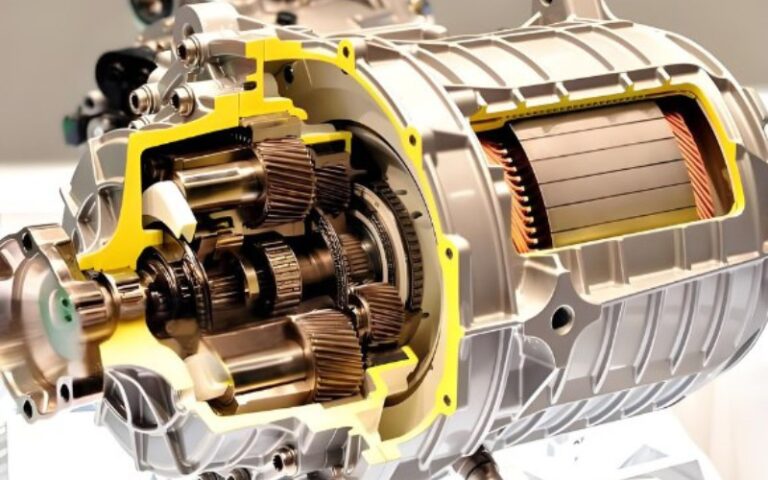
3. Nomenclature du rotor : là où le coût et le risque aiment se cacher
Si le stator domine souvent le coût du cuivre, le rotor domine souvent le coût de l'électricité. risqueLes aimants sont des éléments qui évoluent avec les marchés des produits de base, l'intégrité mécanique à grande vitesse et le rendement de la fabrication.
Pour les machines à induction, vous pouvez avoir un rotor à cage d'écureuil relativement "simple" - des tôles et des conducteurs coulés ou en barres et anneaux - mais le processus de moulage sous pression ou de brasage des barres et la rectitude et l'équilibre requis entraînent toujours des coûts importants.
Pour les PMSM et les machines BLDC, l'empilement du rotor est l'endroit où votre nomenclature ressent chaque hausse de prix des terres rares. Le volume d'aimants, la qualité, le revêtement, la méthode de rétention (manchons, boîtes, enrobage) et les exigences en matière de surrégime et d'éclatement se traduisent tous par des lignes de coûts concrètes qui devraient être autonomes au lieu de se cacher dans une seule entrée "rotor - $Y".
En outre, il y a l'arbre, les clavettes, les accouplements et tous les éléments de détection de position intégrés - tous petits individuellement, mais importants lorsqu'ils sont multipliés par le volume annuel.
Articles typiques de la nomenclature du rotor
Tôles de rotor
Nuance et épaisseur de l'acier électrique (souvent plus mince pour les conceptions IR à grande vitesse)
Poinçonnage/estampage et méthode d'empilage (soudé, collé, emboîté)
Étapes d'obliquité (piles d'obliquité segmentées ou motifs de poinçonnage obliques)
Système magnétique (PMSM / BLDC)
Matériau de l'aimant (NdFeB, ferrite, SmCo), qualité et revêtement
Volume de l'aimant et couverture de l'arc en fonction du couple requis
Rétention : manchons (fibre de carbone / acier), boîtes, ou empotage
Magnétisation et manipulation (installations, sécurité, assurance qualité)
Système conducteur (induction / rotor bobiné)
Cage en cuivre ou en aluminium (coulée ou barre + anneau)
Usinage des bagues d'extrémité et traitement thermique éventuel
Fixations et consommables pour le brasage ou le moulage
Éléments mécaniques
Forgeage d'arbres ou de barres, tournage, rectification
Rainures de clavetage, éléments d'équilibrage, filets
Bagues de retenue, frettes de serrage et outillage associé
Essai de vérification de la survitesse (si nécessaire)
Mesures de faux-rond et documentation
4. Transformer les pièces en une nomenclature chiffrée
Le stator et le rotor étant décomposés en morceaux significatifs, l'étape suivante consiste à les exprimer dans une structure CBOM cohérente qui relie les éléments suivants quantités (kg, secondes, heures-machines) à argent. La plupart des modèles de coûts industriels pour les moteurs suivent un schéma similaire : chaque poste comporte des composantes de matériaux, de processus et de frais généraux, l'outillage et l'ingénierie ponctuelle étant traités séparément et amortis sur un volume supposé.
Voici un tableau simplifié que vous pouvez adapter directement dans votre feuille de nomenclature. Les chiffres sont des substituts - c'est la structure qui importe :
Sous-ensemble
Catégorie d'article
Exemple de poste
Principaux facteurs de coûts
Remarques concernant l'utilisation du CBOM stator/rotor
Stator
Matières premières
Tôles d'acier électrique
kg × prix/kg × facteur de rebut
Le facteur de rebut dépend du modèle de poinçonnage et de l'efficacité du nid.
Stator
Conversion (travail)
Laminage, estampage et empilage
Temps de presse, temps de l'opérateur, OEE
Lier au tonnage de la presse et au nombre de coups/min.
Stator
Matériau direct
Enroulements en cuivre
Remplissage des fentes, choix du conducteur, courbe du prix du cuivre
Scénario modèle avec Al au lieu de Cu.
Stator
Processus
Enroulement et terminaison
Temps de cycle, niveau d'automatisation
Distinguer les lignes manuelles des lignes robotisées.
Stator
Processus
VPI / imprégnation
Masse de résine, temps de séjour en cuve, temps d'étuvage
La taille des lots a une incidence considérable sur les coûts.
Rotor
Matières premières
Aimants (NdFeB)
Volume × prix du grade
Traiter le coût de l'aimant comme une donnée de sensibilité distincte.
Rotor
Conversion
Insertion et durcissement de l'aimant
Manipulation, fixations, temps de durcissement
Inclure la perte de rendement pour le déchiquetage ou le démaillage.
Rotor
Processus
Équilibre dynamique
Équilibrer les heures de travail des machines
Souvent étonnamment grand à faible volume.
Rotor
Matières premières
Arbre et bagues de retenue
Qualité du matériau, surépaisseur d'usinage
Surveiller l'évolution des tolérances → coût des retouches.
Partagé
NRE/outillage
Matrices d'emboutissage, outils de bobinage, gabarits
Coût de l'outil ÷ volume de la durée de vie
Ces éléments doivent être explicites et ne pas être noyés dans les "frais généraux".
Une fois cette structure en place, les conversations sur la conception deviennent des modifications de feuilles de calcul au lieu d'être des arguments : des tôles plus fines, une topologie d'aimant différente, des dents de stator segmentées - tout cela apparaît comme des ajustements de paramètres et vous pouvez voir l'impact sur le coût par kW ou le coût par Nm.
Les erreurs courantes de CBOM qui faussent discrètement le coût du stator/rotor
Regrouper les coûts des aimants dans une seule ligne "assemblage du rotor" au lieu de les suivre de manière explicite.
Ignorer les facteurs de rebut liés au poinçonnage et à la stratification (en particulier dans le cas de formes de dents complexes)
Traiter les essais d'équilibrage et de survitesse à grande vitesse comme des éléments négligeables au lieu de lignes de coûts dédiées
Enterrer les coûts de VPI et d'isolation dans un seau générique de "main-d'œuvre d'assemblage
Oublier d'amortir les investissements dans l'outillage et les bancs d'essai sur des volumes réalistes (et non sur le volume que l'on souhaite atteindre). espoir pour)
Utilisation d'un "prix du cuivre" unique sans modélisation de la sensibilité au facteur de remplissage des fentes et au choix du conducteur
5. Un flux de travail pratique que vous pourrez utiliser dès demain
Pour faire de tout cela quelque chose d'exploitable, il est utile de suivre un flux de travail reproductible plutôt que de réinventer votre CBOM à chaque projet. Considérez-le comme une liste de contrôle que vous parcourez avec la conception, la fabrication et l'achat dans la même pièce (réelle ou virtuelle).
Congeler la définition du moteur juste assez. Saisir la topologie, les caractéristiques nominales, le refroidissement et les hypothèses de volume dans une "charte du moteur" d'une page.
Faites un croquis physique du stator et du rotor. Sur un tableau blanc ou dans un logiciel de CAO, dessinez les pièces qui appartiennent à tel ou tel sous-ensemble. Tout ce que vous pouvez pointer du doigt reçoit sa propre ligne de nomenclature.
Construire le squelette du CBOM. À partir d'un tableau tel que celui présenté ci-dessus, ajoutez des catégories de coûts spécifiques à l'entreprise (par exemple, les frais généraux de l'usine, la logistique, la réserve de garantie).
Paramétrer la physique. Reliez la masse du laminage, la masse du cuivre, le volume de l'aimant et les temps de cycle à vos modèles de conception électromagnétique et mécanique lorsque c'est possible, même si c'est par le biais de simples approximations analytiques ou d'un post-traitement par la méthode des éléments finis.
Insérez les données des fournisseurs et des processus internes. Utilisez des devis, des prix d'achat historiques et des taux d'heures-machines plutôt que des estimations ; mettez-les à jour périodiquement.
Exécutez des sensibilités, et non des points uniques. Traitez le prix de l'aimant, le prix du cuivre, le volume et les facteurs de rebut comme des curseurs et indiquez comment ils affectent le coût par unité et par kW.
Bouclez la boucle avec la conception. Utiliser le CBOM pour argumenter conception ("si nous acceptons un diamètre légèrement plus grand, nous pouvons économiser 10% de volume d'aimant en optant pour un rotor extérieur") plutôt que d'essayer d'économiser des centimes sur des dessins fixes.
Si vous suivez ce modèle, votre "nomenclature chiffrée autour du stator et du rotor" cesse d'être un artefact comptable après coup et devient un outil de conception : un outil qui vous permet de raisonner clairement sur la destination de chaque dollar, sur la raison de sa présence et sur la manière de le déplacer sans casser le moteur.
Et c'est là le véritable avantage concurrentiel : il ne s'agit pas seulement de connaître le coût du stator et du rotor, mais de pouvoir forme Ce coût est lié à l'intention de l'ingénieur.
Cheney est un ingénieur d'application principal dévoué à Sino, avec une grande passion pour la fabrication de précision. Il est titulaire d'une formation en ingénierie mécanique et possède une vaste expérience pratique de la fabrication. Chez Sino, Cheney se concentre sur l'optimisation des processus de fabrication des piles de laminage et sur l'application de techniques innovantes pour obtenir des produits de haute qualité.
Brochure sur les nouveaux produits
Veuillez saisir votre adresse électronique ci-dessous et nous vous enverrons la dernière brochure !
Laissez les piles de pelliculage de Sino renforcer votre projet !
Pour accélérer votre projet, vous pouvez étiqueter les piles de laminage avec des détails tels que tolérance, matériel, finition de la surface, la nécessité ou non d'une isolation oxydée, quantitéet bien d'autres choses encore.