Laissez les piles de pelliculage de Sino renforcer votre projet !
Pour accélérer votre projet, vous pouvez étiqueter les piles de laminage avec des détails tels que tolérance, matériel, finition de la surface, la nécessité ou non d'une isolation oxydée, quantitéet bien d'autres choses encore.
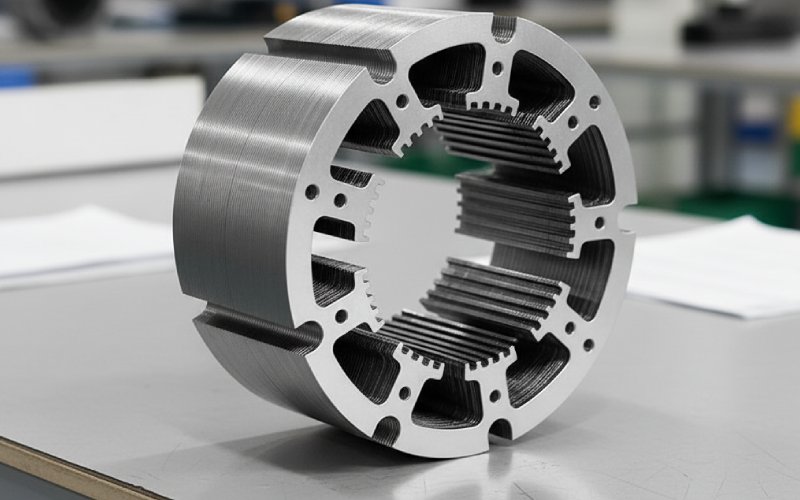
Bobinages concentrés ou distribués : comment la géométrie de la tôle change-t-elle ?
Lorsqu'un client dit : “Nous pouvons passer d'un enroulement distribué à un enroulement concentré, mais conserver la même pile de laminage”, c'est généralement à ce moment-là que le dessin commence à dériver.
Parce que le choix du bobinage ne reste pas dans le cuivre. Il se déplace dans l'acier.
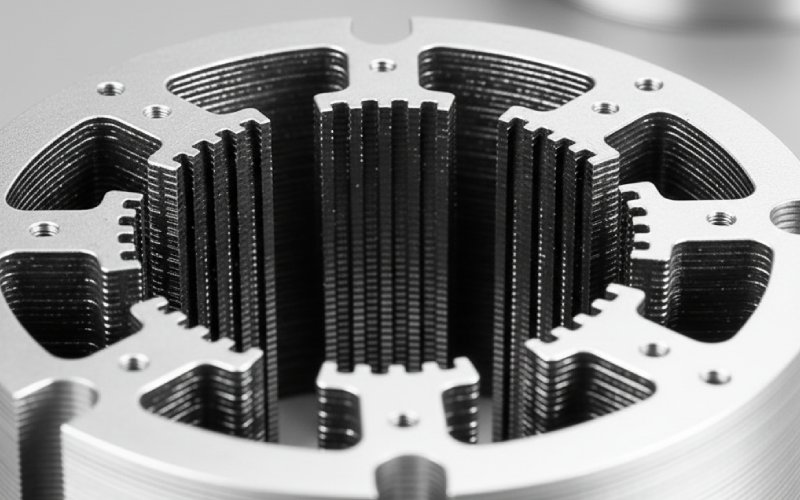
Pour piles de laminage, Le véritable changement n'est pas académique. Il se situe dans la zone de la fente. Largeur de la dent. Forme de l'extrémité de la dent. La réserve du fer arrière. Parfois la segmentation. Parfois l'obliquité. Parfois, rien de dramatique à première vue, puis un petit goulot d'étranglement au niveau du flux transforme l'ensemble de la pile en problème thermique.
C'est ainsi que nous voyons les choses du côté de l'usine.
Table des matières
La première erreur : traiter le choix de la liquidation comme une décision de liquidation uniquement
Si la topologie de l'enroulement change, le laminage du stator la géométrie doit être rééquilibrée. Elle n'est pas toujours redessinée à partir de zéro. Mais rééquilibrée, oui.
Un enroulement concentré pousse généralement la conception vers un modèle de charge magnétique plus local autour de chaque dent. Les spires finales sont plus courtes, ce qui est utile, mais l'acier actif doit maintenant absorber un ensemble différent de compromis. Les marges de saturation locales sont plus importantes. Le contenu harmonique est plus important. Les décisions relatives à l'ouverture des fentes cessent d'être cosmétiques.
Un enroulement distribué répartit l'action magnétique sur un plus grand nombre d'encoches. Le champ de l'entrefer est généralement plus propre. La géométrie devient moins sensible à un endroit et plus contraignante à un autre. Vous gagnez en souplesse, mais vous payez avec des spires plus longues, plus de cuivre à l'extérieur de l'empilement, et souvent moins de liberté dans l'insertion de la bobine et l'emballage de l'isolant.
La pile de laminage change donc dans les deux cas. La seule question est de savoir où.
Qu'est-ce qui change réellement dans la pile de laminage ?
Pour la plupart des programmes, nous voyons cinq zones géométriques se déplacer en premier.
1. La zone des créneaux horaires cesse d'être un numéro neutre
Avec les enroulements concentrés, les équipes s'attendent souvent à ce que les extrémités les plus courtes résolvent d'elles-mêmes le côté cuivre. C'est parfois le cas. Parfois, ils créent simplement de l'espace pour pousser la densité de courant plus fort, ce qui signifie que la fenêtre de la fente est utilisée de manière plus agressive. La stratification doit alors décider qui perd de l'espace : la dent, le fer arrière ou la marge d'isolation.
Avec les enroulements distribués, la surface de la fente est toujours critique, mais la pression géométrique est différente. La fente fait partie d'un schéma magnétique plus large, et non d'un événement à dent unique. Cela donne généralement une distribution de flux plus tolérante à l'intérieur de l'empilement, tandis que la pénalité de cuivre se déplace à l'extérieur du noyau dans des surplombs de bobine plus longs.
Le point pratique est simple : une surface de fente identique ne signifie pas un comportement de laminage équivalent après un changement de bobinage.
2. La largeur des dents devient un levier de commande magnétique
Dans les stators à enroulement concentré, la dent est occupée. Elle porte la bobine. Elle façonne la perméance locale. Il réagit plus durement aux décisions prises au niveau de la dent. Si la dent est trop fine, la conception peut sembler bonne à la charge nominale, puis se plier à la surcharge ou aux angles d'affaiblissement du champ. Si la dent est trop large, le remplissage de la fente et l'effort d'insertion commencent à se repousser.
Nous ne dimensionnons donc pas la dent en fonction du seul remplissage de la fente. Nous la dimensionnons d'abord en fonction de la marge de densité de flux locale, puis nous déterminons la quantité de cuivre que la fenêtre peut encore accepter sans que la pile ne devienne un casse-tête pour l'emboutissage ou le bobinage.
Les tôles à enroulement distribué sont différentes. L'ensemble des dents fonctionne davantage comme un groupe que comme des dents isolées à haut rendement. Cela réduit souvent les contraintes locales en bout de dent, mais cela ne signifie pas que la géométrie des dents peut être relâchée. Cela signifie que la largeur de la dent et le pas de la fente doivent rester alignés sur les objectifs de facteur de bobinage, le comportement vibratoire et la construction de l'isolation que la production peut réellement supporter.
3. La géométrie des pointes de dents est plus importante que ne l'admettent de nombreux dessins
De nombreux dessins de stator montrent la pointe de la dent comme s'il s'agissait simplement de l'extrémité de la dent. Ce n'est pas le cas. Il s'agit d'une caractéristique de formation du champ.
Dans les piles de tôles d'enroulement concentrées, de petits changements au niveau des pointes de dents peuvent modifier l'apparition de la saturation, les fuites au niveau des fentes, le comportement de cogging et le couplage harmonique avec le rotor. Et pas de peu. Suffisamment pour que le moteur fonctionne de manière acceptable sur l'ensemble de la plage de fonctionnement ou qu'il ne soit satisfaisant que dans un seul îlot de fonctionnement.
C'est pourquoi nous sommes très attentifs à :
la largeur de l'extrémité de la dent,
largeur de l'ouverture de la fente,
le rayon de l'extrémité de la dent,
et la cohérence de ces détails sur toute la hauteur de la pile.
Les conceptions à enroulement distribué sont généralement moins tranchantes à cet égard, mais elles ne sont toujours pas libres. Une ouverture de fente plus large peut résoudre un problème de fabrication et en créer discrètement un autre d'ordre électromagnétique. Une ouverture étroite peut favoriser la forme du champ, puis compliquer l'insertion de l'enroulement ou le contrôle du revêtement de la fente.
La pointe de la dent n'est donc pas un détail de nettoyage. Elle fait partie de la géométrie principale.
Comment les enroulements concentrés poussent généralement la géométrie des tôles
C'est le schéma que l'on retrouve le plus souvent dans les programmes d'enroulement concentrés.
La pile commence à évoluer vers une géométrie centrée sur la dent. Plus large service magnétique par dent. Sensibilité accrue à l'ouverture des fentes. Intérêt accru pour les concepts de stator segmenté. Une pression plus forte sur les contrôles de saturation locaux. Et une plus grande attention à la perte d'harmoniques du côté du rotor, car le bobinage ne vous offre pas gratuitement un champ naturellement lisse.
Cela ne signifie pas que l'enroulement concentré est l'option “haute saturation” par défaut. Mauvaise formulation. Ce que cela signifie, c'est que la géométrie a moins de marge de manœuvre. Une caractéristique de la dent peut modifier plusieurs sorties à la fois.
Dans la pratique, les piles de laminage à enroulement concentré bénéficient souvent des avantages suivants :
un contrôle plus étroit du profil de l'extrémité de la dent,
examen plus approfondi de l'épaisseur des fers à béton à proximité des pics de charge,
un réglage délibéré de l'ouverture des fentes plutôt que des dimensions copiées-collées,
et des procédés de fabrication qui permettent un facteur de remplissage élevé sans déformer la dent.
C'est également à ce niveau que les piles de pelliculage segmentées deviennent plus attrayantes. Pas en tant que tendance. En tant que réponse à la production. Si la stratégie de bobinage privilégie les tours courts et le remplissage élevé, un stator segmenté peut cesser d'être optionnel.
Comment les enroulements distribués poussent généralement la géométrie des tôles
L'enroulement distribué modifie la pile d'une manière plus calme, mais pas à moindre coût.
La stratification s'oriente souvent vers un plus grand nombre d'encoches, une charge magnétique effective plus faible par dent et un champ circonférentiel plus uniforme. Cela améliore la qualité de la forme d'onde et réduit généralement la quantité d'astuces géométriques nécessaires pour contrôler le stress magnétique local.
Mais ensuite, le boîtier en cuivre se dilate à l'extérieur du noyau. La longueur de l'extrémité du tour augmente. La masse de cuivre augmente. L'espace d'assemblage change. Les décisions thermiques dépassent le cadre de la stratification, mais cette dernière doit toujours présenter la bonne géométrie de fente pour l'insertion, l'isolation et la rigidité de l'empilement.
Les piles d'enroulement distribuées se retrouvent donc souvent avec :
une répétabilité plus stricte des créneaux sur de nombreux créneaux,
une plus grande sensibilité à la tolérance cumulée de l'emboutissage,
moins de tolérance pour les risques d'isolation liés à la bavure,
et plus de temps de conception passé à équilibrer la douceur électromagnétique et la fabricabilité du bobinage.
Il s'agit d'un système plus souple. Pas un système plus simple.
Une comparaison directe pour la conception des piles de laminage
Problème de géométrie
Tendance à l'enroulement concentré
Tendance à l'enroulement distribué
Ce que nous faisons du côté de la plastification
Priorité de la fenêtre du créneau
Généralement poussé plus fort par dent
Partagé sur un ensemble plus large de créneaux horaires
Vérifier la zone de fente utilisable, et non la zone de fente nominale.
Largeur de la dent
Nécessite souvent une marge de saturation locale plus importante
Généralement, la charge est plus homogène
Taille de la dent à partir du bord du flux d'abord, de l'enroulement ensuite
Conception de la pointe de la dent
Très sensible à l'ouverture de la fente et à la forme de la pointe
Toujours important, mais généralement moins brusque
Verrouiller la largeur/le rayon de la pointe dès le début et la protéger dans l'outillage
Fer à repasser au dos / empiècement
Risque d'écrasement en cas de croissance rapide de la zone de fente
Souvent plus facile à stabiliser magnétiquement
Valider la réserve d'étrier en cas de surcharge, et pas seulement au point de base
Paquet de retournement
Plus court, plus compact
Plus long, plus lourd
Traiter l'empilage actif et l'emballage en bout de course comme un seul et même compromis
Exposition harmonique
Généralement plus élevé, surtout si le choix de la fente et du pôle est mauvais
Généralement inférieur
Ajuster l'ouverture de la fente, l'obliquité et la géométrie locale avant de figer l'outillage
Voie de fabrication
La segmentation peut devenir attrayante
Les piles conventionnelles à anneau complet restent souvent viables
Adapter l'architecture du laminage au processus d'enroulement, et non l'inverse
La partie qui échappe à de nombreux acheteurs : la géométrie du laminage suit également le processus d'enroulement.
Certaines décisions relatives à la géométrie sont d'ordre électromagnétique. D'autres sont liées à la production. La plupart sont les deux à la fois.
Une pile de bobinage concentrée peut sembler efficace sur le papier, puis échouer commercialement parce que la forme de la dent est trop fragile lors de l'emboutissage, ou parce que la construction de la pile crée trop de variations au niveau de l'ouverture de la fente, ou encore parce que l'emplacement choisi pour l'emboîtement vole l'acier au mauvais endroit.
Une pile d'enroulement distribuée peut sembler conservatrice, puis être moins performante en fabrication parce que le nombre de fentes pousse à l'empilement des tolérances, ou parce que la méthode d'insertion de l'enroulement impose un profil de fente qui n'a jamais été examiné pour la durée de vie de l'outillage.
C'est pourquoi nous examinons les piles de pelliculage avec la route sinueuse dans la salle. Toujours. Insertion manuelle, enroulement à l'aiguille, bobines préformées, enroulement à dents segmentées, pile soudée, pile collée, pile imbriquée. Il ne s'agit pas de notes en aval. Elles modifient l'acier.
Ce que nous disons habituellement aux clients avant de figer le dessin de plastification
Si vous évaluez les enroulements concentrés par rapport aux enroulements distribués, la question la plus rapide n'est pas de savoir quel est le meilleur enroulement.“
Voici ce qu'il en est :
Quelle pénalité géométrique êtes-vous le plus à même de contrôler en production ?
Si votre programme peut gérer la sensibilité locale des dents, le nettoyage harmonique et éventuellement l'assemblage segmenté, l'enroulement concentré peut donner une réponse solide à la stratification-pile.
Si votre programme privilégie un comportement magnétique plus doux, une distribution plus large des fentes, et peut accepter le coût du cuivre et de l'emballage à l'extérieur du noyau, l'enroulement distribué peut permettre à la géométrie du stator d'être plus tolérante.
Aucun de ces choix n'est générique. Le même diamètre extérieur et la même longueur d'empilage peuvent se comporter comme deux produits différents une fois que la topologie de l'enroulement change.
C'est pourquoi nous n'établissons pas de devis pour les piles de laminage à partir du seul nombre de fentes. Nous voulons connaître le sens d'enroulement, la combinaison fente/pôle, la stratégie de remplissage cible et l'itinéraire réel du processus avant de considérer qu'un dessin est mûr.
FAQ
L'enroulement concentré nécessite-t-il toujours une dent plus large ?
Non, mais cela nécessite souvent une dent plus soigneusement justifiée. Une dent étroite peut toujours fonctionner si l'ouverture de la fente, la pointe de la dent, la charge de courant et la combinaison pôle/fente sont alignées. Ce qui échoue dans la pratique, c'est de supposer que la dent à enroulement réparti précédente peut être réutilisée sans vérification de la saturation locale.
Le bobinage distribué nécessite-t-il toujours une pile de tôles de stator plus importante ?
Non, encore une fois. L'empilement ne croît pas toujours. La pénalité apparaît souvent dans la longueur de l'extrémité du tour et dans le cuivre à l'extérieur du noyau actif, et pas seulement dans le diamètre extérieur de la stratification ou dans la longueur de l'empilement. Cela dit, si les objectifs thermiques ou d'efficacité sont serrés, l'empilement peut encore avoir besoin d'être ajusté parce que l'équilibre électromagnétique global s'est déplacé.
Quand un stator segmenté se justifie-t-il pour les empilements de tôles ?
En général, lorsque l'enroulement concentré fait partie du plan et que le remplissage de la fente, l'accès à l'insertion ou la fabrication de la bobine deviennent le véritable goulot d'étranglement. La segmentation ne doit pas être ajoutée parce qu'elle semble avancée. Elle doit être ajoutée lorsqu'elle améliore la qualité de l'enroulement, la répétabilité de la pile ou l'économie de l'ensemble de l'assemblage.
Quel enroulement est le plus facile pour la fabrication de laminés ?
Cela dépend de l'itinéraire complet. L'enroulement concentré peut simplifier la manipulation des bobines et favoriser les dents segmentées, mais il peut accroître la sensibilité géométrique autour des extrémités des dents et des caractéristiques locales. L'enroulement distribué peut permettre de conserver le stator sous la forme d'une pile d'anneaux complète, mais le nombre plus élevé de fentes et les exigences d'insertion peuvent augmenter la pression sur l'outillage et les tolérances. Le terme “plus facile” est spécifique au processus.
Que doit envoyer l'acheteur avant de demander un devis pour une pile de laminage ?
Au minimum : la combinaison fente/pôle, le type d'enroulement, la longueur d'empilage visée, le concept d'isolation, la plage de densité de courant attendue, la méthode d'assemblage et l'autorisation de l'obliquité ou de la segmentation. Sans cela, tout devis de laminage reste à moitié théorique.
Une même pile de laminage peut-elle prendre en charge les deux types d'enroulement ?
Parfois dans les premiers prototypes. Rarement comme réponse sérieuse à la production. Une pile partagée signifie généralement qu'un enroulement est compromis, ou que les deux le sont. Si l'objectif de performance est important, la géométrie doit être réglée pour l'enroulement choisi, et non pour les deux.
Cheney est un ingénieur d'application principal dévoué à Sino, avec une grande passion pour la fabrication de précision. Il est titulaire d'une formation en ingénierie mécanique et possède une vaste expérience pratique de la fabrication. Chez Sino, Cheney se concentre sur l'optimisation des processus de fabrication des piles de laminage et sur l'application de techniques innovantes pour obtenir des produits de haute qualité.
Brochure sur les nouveaux produits
Veuillez saisir votre adresse électronique ci-dessous et nous vous enverrons la dernière brochure !
Laissez les piles de pelliculage de Sino renforcer votre projet !
Pour accélérer votre projet, vous pouvez étiqueter les piles de laminage avec des détails tels que tolérance, matériel, finition de la surface, la nécessité ou non d'une isolation oxydée, quantitéet bien d'autres choses encore.