Laissez les piles de pelliculage de Sino renforcer votre projet !
Pour accélérer votre projet, vous pouvez étiqueter les piles de laminage avec des détails tels que tolérance, matériel, finition de la surface, la nécessité ou non d'une isolation oxydée, quantitéet bien d'autres choses encore.
Qu'est-ce que le laminage CRGO ? (Explication de l'acier électrique laminé à froid à grains orientés)
Laminage CRGO Il s'agit simplement de découper, d'enduire et d'empiler de l'acier électrique à grains orientés afin que le noyau d'un transformateur déplace le flux dans une direction préférentielle avec le moins de perte d'énergie possible, dans les limites réalistes de votre budget, de votre outillage et de votre chaîne d'approvisionnement.
Table des matières
L'idée en une seule ligne droite
L'acier laminé à froid à grains orientés (CRGO) est simplement un acier électrique dont les grains sont alignés dans le sens du laminage, et un « laminage CRGO » est une pièce de cet acier, poinçonnée ou découpée au laser, isolée individuellement, puis empilée dans un noyau afin que le flux suive principalement le sens du laminage. C'est tout ce que signifie cette expression en principe : un matériau orienté, une géométrie et un processus qui, ensemble, permettent de maintenir faibles les pertes dans le noyau et le courant magnétisant dans les transformateurs de puissance et de distribution.
Bien sûr, la réalité est plus complexe que cette simple phrase.
Que signifie réellement « laminage » dans la pratique ?
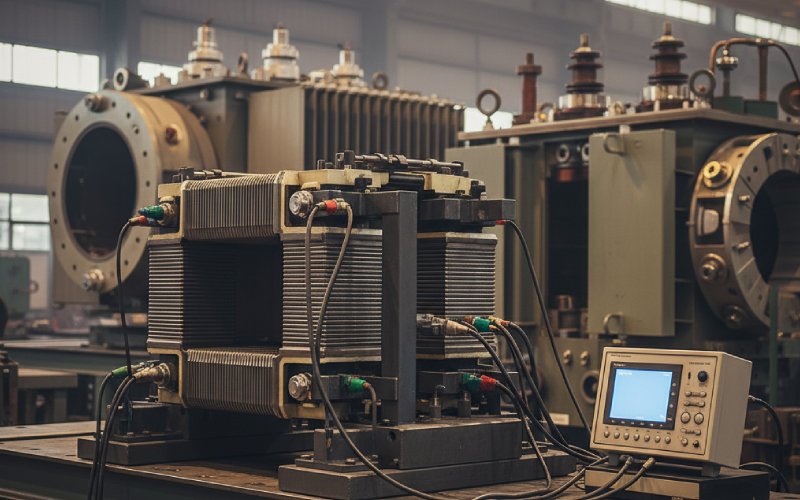
Lorsque vous voyez une pile bien ordonnée de tôles E, I, C ou à pas dans un atelier de transformation, sachez que le CRGO a déjà subi plusieurs étapes de traitement : laminage, refendage, découpe, isolation, puis assemblage. Chacune de ces étapes peut soit respecter l'orientation du grain, soit détruire discrètement son avantage.
Les laminoirs fournissent au CRGO des bobines d'une épaisseur, d'une qualité et d'un revêtement spécifiques. Les épaisseurs courantes sont d'environ 0,23 mm, 0,27 mm et 0,30 mm, chacune étant liée à un objectif de perte de 1,5 ou 1,7 T et 50 Hz. Les bobines sont découpées en bandes étroites, puis transformées en lamelles par estampage ou découpe au laser, suivies d'une combinaison de recuit de détente et d'empilage.
Sur les dessins et les fiches techniques, cela semble simple : « CRGO M4, 0,27 mm, type de revêtement X, max W/kg à 1,7 T ». Dans l'atelier, c'est une lutte contre la hauteur des bavures, le désalignement, les dommages au revêtement et les personnes qui pensent qu'il est normal de plier les laminés comme de l'acier doux. Le laminage CRGO n'est pas tant une question d'acronyme que de savoir dans quelle mesure la texture soigneusement produite par l'usine résiste à votre processus.
Ce que la stratification CRGO cherche à obtenir à l'intérieur du noyau
Si vous connaissez déjà la théorie officielle, vous savez que dans le CRGO, les grains sont orientés de manière à ce que le flux privilégie le sens du laminage. Les fiches techniques indiquent les valeurs de perte dans le noyau pour les bandes Epstein plates, parfaitement découpées dans ce sens. Par exemple, un acier orienté de type M4 typique d'une épaisseur d'environ 0,27 mm peut être spécifié avec une perte dans le noyau proche ou inférieure à environ 1,2-1,3 W/kg à 1,7 T, 50 Hz. Les aciers de haute qualité et de type Hi-B rapprochent ces chiffres de 0,7-0,9 W/kg en fonction de l'épaisseur.
Une fois que vous avez découpé les laminages et construit un véritable noyau triphasé, le flux ne reste pas poliment à 0°. Il se courbe aux angles, pénètre obliquement dans les joints, traverse les zones où l'acier est effectivement décalé par rapport au sens du laminage. Les données Hi-B de Nippon Steel, par exemple, montrent comment différents modèles de joints produisent des différences mesurables dans les pertes locales et totales du noyau, même avec le même matériau.
Le véritable rôle du laminage CRGO ne se limite donc pas à la « faible perte d'acier ». Il consiste à disposer les plaques, les joints et les espaces de manière à ce que le flux magnétique suive autant que possible la direction souhaitée, à une densité de flux que la nuance peut supporter sans augmentation brutale des pertes ou du bruit.
De la bobine au laminage, puis au noyau empilé (version compressée)
Le côté laminoir est en grande partie fixe pour vous : laminage primaire, décarburation, recristallisation primaire, puis recristallisation secondaire pour faire croître les gros grains orientés Goss, suivis du revêtement et du laminage de revenu. C'est là que naît la partie « à grains orientés ».
Du côté du laminage, les étapes importantes sont plus courtes et plus brutales :
La bande est découpée. Si vous utilisez un poinçon, les outils introduisent une contrainte mécanique et des bavures le long du bord découpé ; si vous utilisez la découpe au laser, vous échangez la déformation mécanique contre un impact thermique et une oxydation potentielle des bords. L'article de Banmore Manufacturing aborde ce sujet, mais d'un point de vue marketing ; dans la pratique, le choix de la méthode de découpe est un compromis entre la vitesse, le coût, la qualité des bords et le prix que vous êtes prêt à payer pour le recuit après découpe.
Chaque stratification est recouverte d'un revêtement. Les revêtements sont de fines couches inorganiques ou hybrides conçues pour isoler électriquement les stratifications les unes des autres, contrôler la résistance interlaminaire et fournir une certaine friction adhésive lors de l'empilage. Si vous les retirez ou les rayez trop, des courants de Foucault circulent librement à travers la pile ; si vous les laissez inégaux, vous obtenez des zones chaudes et un facteur de stratification imprévisible.
Enfin, les laminages sont empilés dans un noyau : à recouvrement, à onglet, à joint bout à bout, enroulés, empilés, parfois recuits à nouveau. Chaque étape préserve la microstructure du laminoir ou lui impose une contrainte supplémentaire et une désorientation locale. Les guides de fabrication énumèrent souvent sept ou huit étapes bien ordonnées ; dans la réalité, il s'agit d'une boucle de découpe, de vérification, de retouche et d'ajustement des modèles d'empilage jusqu'à ce que le test de perte du noyau assemblé donne le résultat escompté.
Boutons design dissimulés derrière le « laminage CRGO »
Lorsque les concepteurs disent « utilisez des laminages CRGO », ils ajustent en réalité plusieurs paramètres indépendants. Ceux-ci se trouvent simplement derrière une seule expression.
Le premier critère est le grade et l'épaisseur. Pour de nombreux transformateurs de distribution de type sec et à huile, vous trouverez des grades d'acier au silicium à grains orientés autour de M3 ou M4 avec une épaisseur comprise entre 0,23 et 0,30 mm. Les épaisseurs plus fines réduisent les courants de Foucault et les pertes, mais augmentent l'effort de manipulation des matériaux, le coût et le nombre de laminages dans chaque pile. Pour les transformateurs de puissance haut de gamme ou les conceptions compactes, les nuances de type Hi-B offrent une perte moindre à densité de flux égale, mais elles sont plus sensibles à la découpe et aux contraintes. Le choix entre le CRGO « standard » et le Hi-B n'est pas une question philosophique ; il s'agit généralement d'une comparaison entre le coût des pertes à vide et le coût supplémentaire de l'acier et du traitement sur la durée de vie du transformateur.
Le deuxième bouton concerne les joints et les motifs de coupe. Les articles sur les types de stratification CRGO traitent des coupes en onglet, des coupes en diamant, des dispositions en quinconce et des différents motifs d'encoches utilisés pour aligner les branches et les étriers. D'un point de vue technique, cela revient à déterminer avec quelle douceur vous modifiez la direction du flux au niveau des joints et à quelle fréquence vous forcez le flux à passer à 90° ou presque. Les noyaux à recouvrement avec joints en onglet répartissent le flux, maintiennent les pics de densité de flux locaux à un niveau plus bas et offrent généralement une meilleure perte à vide et un bruit plus faible que les joints bout à bout plus simples, au prix d'une découpe et d'un empilement plus complexes.
Le troisième facteur est le revêtement et le facteur de laminage. Même un acier à très faible perte dans le noyau n'offrira pas les performances nominales si votre facteur de laminage est médiocre. L'épaisseur du revêtement, la consistance, la qualité du durcissement et l'importance des dommages mécaniques lors de la manipulation ont tous une incidence sur ce chiffre. Les fiches techniques des usines indiquent des facteurs de laminage autour de 90% ; les noyaux assemblés atteignent rarement ces valeurs idéales, en particulier si la découpe et l'empilage ne sont pas étroitement contrôlés.
Le quatrième facteur est la gestion des contraintes. Chaque poinçonnage, serrage et pliage génère des contraintes résiduelles ; les propriétés magnétiques du CRGO y sont extrêmement sensibles. C'est pourquoi certains fabricants insistent sur un recuit final de détente du noyau assemblé, en particulier pour les conceptions à haute tension ou à flux élevé. Si vous ignorez cette étape, vous payez en fait le prix fort pour un produit dont les performances sont proches de celles des qualités ordinaires.
Laminage CRGO par rapport à d'autres matériaux de base
Dans de nombreux blogs, la comparaison avec le CRNO ou le métal amorphe est abordée en termes vagues. Vous connaissez déjà les grandes lignes : acier au silicium à grains orientés pour les noyaux de transformateurs, non orientés pour les machines tournantes, amorphe pour les très faibles pertes. Il est plus utile d'aligner ce que cela signifie numériquement pour les laminages.
D'après les données récentes sur les transformateurs de type sec, les pertes dans le noyau varient généralement entre 1,5 T et 50 Hz sont approximativement les suivantes : CRGO (grade M3) environ 1,0-1,3 W/kg, CRGO Hi-B environ 0,7-0,9 W/kg, métal amorphe environ 0,2-0,3 W/kg et CRNGO environ 2,0-2,5 W/kg. Par ailleurs, les noyaux amorphes utilisent des rubans très fins, généralement d'environ 0,025 mm d'épaisseur, soit environ un dixième de l'épaisseur des tôles de silicium-acier courantes. L'épaisseur des tôles CRGO se situe généralement entre 0,23 et 0,30 mm, avec des tableaux de grades spécifiques associant chaque épaisseur à une paire de valeurs de perte à 1,5 et 1,7 T.
En combinant ces idées, on obtient une comparaison plus axée sur la stratification :
Matériau de base (typique)
Épaisseur approximative du laminage / ruban
Perte magnétique typique à 1,5 T, 50 Hz (W/kg)
Rôle habituel dans les équipements électriques
Remarques concernant le laminage
CRGO, acier au silicium orienté de type M3
Feuille de 0,23 à 0,27 mm
Environ 1,0 à 1,3
Distribution standard et nombreux transformateurs de puissance
Équilibre entre coût, aptitude au traitement et perte ; tolère des contraintes de fabrication modérées si les joints et les revêtements sont bien contrôlés.
CRGO, Hi-B ou qualités supérieures
Feuille de 0,23 à 0,27 mm
Environ 0,7 à 0,9
Noyaux à haut rendement ou haute tension
Nécessite une découpe minutieuse, une faible hauteur de bavure et souvent un recuit de détente pour respecter les chiffres de perte promis.
CRNGO (acier au silicium non orienté)
Feuille de 0,35 à 0,50 mm
Environ 2,0–2,5
Machines tournantes, petits transformateurs
Les pertes sont plus élevées, mais les propriétés sont plus uniformes dans toutes les directions, ce qui facilite la rotation des flux.
Alliage métallique amorphe
Ruban de ≈0,025 mm, enroulé
Environ 0,2 à 0,3
Transformateurs de distribution à haut rendement
Perte extrêmement faible, mais mécaniquement dur et fin ; beaucoup plus de laminages, technologie à noyau bobiné et différentes méthodes de manipulation.
Pour quelqu'un qui spécifie des laminages CRGO, ce tableau indique simplement que vous vous situez dans une position intermédiaire. Les laminages CRGO ne rivalisent pas avec les rubans amorphes en termes de perte à vide, mais ils sont plus faciles à découper, à empiler et à serrer dans des formes de noyaux complexes, en particulier à des puissances et des tensions élevées.
Ce qui fait une « bonne » plastification CRGO au-delà des mots à la mode
Une bonne stratification CRGO ne se résume pas à l'achat de bobines de haute qualité. Elle se traduit par de petits détails mesurables.
Le contrôle des bavures est primordial. La hauteur des bavures affecte le flux local et augmente les pertes autour des joints. La plupart des directives strictes en matière de manipulation des CRGO fixent des limites strictes pour les bavures acceptables et recommandent des processus pour les contrôler. Les calendriers d'affûtage des outils, le jeu d'estampage et les méthodes d'ébavurage se reflètent dans les résultats des tests de perte à vide.
L'orientation de la découpe est la prochaine étape. De nombreux ateliers continuent parfois à découper des pièces à des angles sous-optimaux afin d'économiser du matériau. Chaque degré d'écart par rapport au sens de laminage augmente les pertes et le courant magnétisant, en particulier dans les nuances Hi-B où la texture est plus forte. Les catalogues des laminoirs et les brochures techniques montrent à quel point les pertes augmentent dès que le sens de magnétisation s'écarte du sens de laminage. Votre stratégie d'imbrication et de chutes est donc intrinsèquement un choix de conception magnétique.
L'intégrité du revêtement est discrète mais importante. Les revêtements rayés, trop cuits ou contaminés réduisent la résistance interlaminaire. Dans les noyaux assemblés, cela se traduit par une perte par courants de Foucault plus élevée que celle prévue par les mesures sur une seule feuille. Les revêtements modernes sont formulés pour résister aux températures élevées et offrir une bonne adhérence, mais ils ne sont pas à l'abri d'une manipulation agressive, d'une contamination par l'huile ou d'un empilement brutal.
Enfin, le motif d'empilement lui-même. Que vous utilisiez des joints à chevauchement simples ou des séquences complexes à recouvrement, la façon dont les lamelles sont disposées aux angles détermine dans quelle mesure votre noyau assemblé se rapproche des chiffres W/kg de l'usine. Les démonstrations de transformateurs modèles avec différentes méthodes d'assemblage montrent des différences nettes tant au niveau des pertes totales que des points chauds locaux, même avec un acier identique. Le matériau est le même, mais la stratégie de laminage est différente.
Comment envisager le laminage CRGO lors de la rédaction d'un cahier des charges ou d'un dessin
Comme vous connaissez déjà les bases matérielles, la véritable valeur d'une spécification réside dans la description du comportement attendu des laminés, et pas seulement dans la composition de ceux-ci.
Il est souvent utile de préciser les exigences en matière de pertes pour le noyau assemblé, et pas seulement pour l'acier. Par exemple, spécifier que « les pertes dans le noyau du transformateur à tension et fréquence nominales ne doivent pas dépasser X W à Y °C » est plus strict que de simplement indiquer « qualité CRGO 23HP90 ou supérieure », car cela oblige à inclure le processus de laminage dans la garantie. Les tableaux de grades tels que ceux publiés pour les grades BIS/ISI CRGO indiquent l'épaisseur et le W/kg maximal par grade, et constituent un bon point de départ pour fixer ces chiffres.
Vous pouvez également contrôler la qualité du laminage à l'aide de contraintes simples et vérifiables : hauteur maximale des bavures, angle de coupe maximal autorisé par rapport au sens de laminage, facteur de laminage minimal pour le noyau assemblé, nécessité ou non d'un recuit final de détente pour certaines puissances nominales, types de joints autorisés. Tout cela ne nécessite pas de longs discours ; quelques lignes claires dans les notes du dessin orientent souvent davantage la fabrication qu'un paragraphe supplémentaire de texte marketing.
Et puis, il y a la réalité de la chaîne d'approvisionnement. Le CRGO secondaire ou « huileux » existe et peut être intéressant pour des raisons de coût, en particulier dans les applications à faible puissance ou moins critiques. Des articles publiés par des fournisseurs de laminés expliquent clairement comment différents types de laminés et différentes qualités de feuilles sont choisis pour le CRGO primaire par opposition au CRGO secondaire. Si vous autorisez ce type de matériau, la spécification doit indiquer où il est acceptable et quels tests doivent encore être satisfaits. Sinon, vous risquez d'avoir des surprises.
Conclusion
Alors, qu'est-ce que le laminage CRGO ? Il ne s'agit pas seulement d'un type de matériau. C'est la combinaison de l'acier électrique orienté, de l'épaisseur, du revêtement, de la méthode de découpe, de la géométrie des joints et du contrôle des contraintes qui détermine si le noyau de votre transformateur se comporte réellement comme les chiffres W/kg indiqués par l'usine, ou s'il s'écarte de plusieurs dizaines de pourcents une fois assemblé.
Une fois que vous voyez les choses sous cet angle, les discussions ne portent plus sur « CRGO contre autre chose », mais plutôt sur « quels choix de laminage offrent le profil de perte, de niveau sonore et de coût qui nous convient ». C'est une question bien plus utile lorsque vous approuvez une conception réelle, plutôt que lorsque vous vous contentez de lire une brochure.
Cheney est un ingénieur d'application principal dévoué à Sino, avec une grande passion pour la fabrication de précision. Il est titulaire d'une formation en ingénierie mécanique et possède une vaste expérience pratique de la fabrication. Chez Sino, Cheney se concentre sur l'optimisation des processus de fabrication des piles de laminage et sur l'application de techniques innovantes pour obtenir des produits de haute qualité.
Brochure sur les nouveaux produits
Veuillez saisir votre adresse électronique ci-dessous et nous vous enverrons la dernière brochure !
Laissez les piles de pelliculage de Sino renforcer votre projet !
Pour accélérer votre projet, vous pouvez étiqueter les piles de laminage avec des détails tels que tolérance, matériel, finition de la surface, la nécessité ou non d'une isolation oxydée, quantitéet bien d'autres choses encore.