Laissez les piles de pelliculage de Sino renforcer votre projet !
Pour accélérer votre projet, vous pouvez étiqueter les piles de laminage avec des détails tels que tolérance, matériel, finition de la surface, la nécessité ou non d'une isolation oxydée, quantitéet bien d'autres choses encore.
Catégories de laminage CRGO (M0/M2/M3/M4/M5) : comment lire les fiches techniques GOES ?
Si vous ne retenez qu'une chose, que ce soit celle-ci : M0/M2/M3/M4/M5 ne sont que des histoires sur l'épaisseur et les fenêtres de perte, et les fiches techniques GOES sont le vrai script. Le grade sur l'étiquette de laminage est une abréviation. La fiche technique vous indique ce que vous obtenez réellement et ce que vous payez réellement en watts par kilogramme et en millimètres.
Table des matières
1. Pourquoi "M3" apparaît-il toujours alors que le monde est passé aux codes CEI ?
Officiellement, acier électrique à grains orientés est aujourd'hui défini par la norme IEC 60404-8-7, avec des grades structurés autour de bandes d'épaisseur telles que 0,20, 0,23, 0,27, 0,30 et 0,35 mm et des limites de perte à une induction spécifiée, généralement 1,7 T.
Dans la pratique, les transformateurs parlent encore de "noyau M3", "noyau M4", etc. Ce vieux langage de la série M de l'AISI refuse de mourir, parce qu'il contient trois choses en une seule étiquette compacte : une épaisseur nominale, une perte de noyau approximative et une image mentale de la place de ce matériau dans la pile des coûts et des performances.
Vous vous retrouvez donc avec une fiche technique GOES moderne remplie de codes tels que M108-23 ou 23JGSE075, alors que votre dessin ou votre appel d'offres indique "CRGO M4, 0,27 mm". Le travail consiste à relier ces deux mondes sans faire de vagues.
2. Ce que les termes "M0 / M2 / M3 / M4 / M5" codent réellement
Les qualités de pelliculage classiques parlent principalement d'épaisseur, les performances en matière de perte étant implicites plutôt que pleinement spécifiées. Une vue simplifiée, alignée sur les offres GOES typiques des principales usines, se présente comme suit.
Étiquette de pelliculage commune
Épaisseur nominale (mm)
Exemples typiques de qualité moderne (50 Hz)
Perte maximale typique P1.5/50 (W/kg)
Perte maximale typique P1.7/50 (W/kg)
Où il atterrit généralement dans la pratique
M0 / M0H
0.18-0.20
Hi-B / grades de 0,20 mm gravés au laser
≈ 0.60-0.75
≈ 0.90-1.05
Transformateurs de puissance de grande taille, garanties de pertes étroites
M2
0.18
0,18-0,20 mm GOES de haute qualité
≈ 0.70-0.80
≈ 1.00-1.10
Distribution premium, noyaux compacts
M3
0.23
Classes de style M108-23, M117-23
≈ 0.70-0.80
≈ 1.08-1.17
"Bon mais pas exotique" pour de nombreux transformateurs de puissance
M4
0.27
Classes de style M112-27, M125-27
≈ 0.80-0.90
≈ 1.12-1.25
Transformateurs de distribution où le coût l'emporte sur quelques watts supplémentaires
M5
0.30
M130-30, M140-30 grades de style
≈ 0.88-1.00
≈ 1.30-1.40
Conceptions plus anciennes, rénovations, projets axés sur les coûts
Ces chiffres varient selon l'usine et la génération d'acier ; ils sont indicatifs et ne constituent pas une spécification d'achat. Le fait est que l'étiquette "M" ne donne qu'une bande. C'est sur la fiche technique que vous verrez la fenêtre de perte exacte garantie par votre fournisseur.
3. La ligne de dénomination : décoder les codes de grade GOES modernes
Avant de consulter les tableaux de la fiche technique, le nom de la nuance contient déjà la plupart des informations dont vous avez besoin. Les différentes usines utilisent des alphabets différents, mais la structure est similaire.
Prenons un code de type Aperam tel que "M108-23". Le modèle est bien documenté dans les notes de l'industrie : "M" pour acier électrique, "108" comme perte spécifique à 1,7 T multipliée par 100, "23" comme épaisseur en millimètres multipliée par 100. Ainsi, M108-23 est une bande de 0,23 mm dont le P1.7/50 est d'environ 1,08 W/kg.
Si l'on ajoute un caractère supplémentaire, l'histoire change légèrement. Un code comme "M120-30P5" a été décrit comme suit : acier électrique, 1,20 W/kg à 1,7 T, 0,30 mm d'épaisseur, famille à haute perméabilité ("P"), et un code de fréquence. Ce dernier chiffre est généralement une convention interne autour de 50 ou 60 Hz ; vous pouvez toujours confirmer dans le tableau.
Comparez maintenant ce code à un code GOES aligné sur la CEI, tel que "M130-30" dans un tableau de fiches techniques. Là encore, le 130 indique le niveau de perte à 1,7 T, et le 30 indique l'épaisseur. L'ancienne étiquette de laminage "M5" devient alors une indication vague : il s'agit probablement de quelque chose comme M130-30, mais il faut vérifier les chiffres réels.
Une fois que vous avez lu ce schéma, la première page d'une fiche de données cesse d'être une image de marque et se transforme en un résumé numérique compact.
4. La table magnétique : ce qui compte vraiment pour un designer
La plupart des fiches de données GOES ancrent leurs garanties autour de quelques points standard. Les noms varient légèrement, mais la structure est stable d'un producteur à l'autre.
Commencez par les colonnes de perte de base. Vous y verrez des mentions telles que P1.5/50, P1.7/50 ou P15/50. Elles indiquent toutes la perte totale par kilogramme à une induction définie (1,5 ou 1,7 T) et à une fréquence (50 Hz ou 60 Hz). Les feuilles de style chinois et JIS le précisent souvent explicitement, en indiquant par exemple que P15/50 correspond à la perte à 1,5 T et 50 Hz, et P10/400 à 1,0 T et 400 Hz.
Les colonnes de densité de flux suivent. Vous verrez B8, B50 ou "polarisation magnétique à 800 A/m". Les feuilles basées sur les normes IEC et JIS garantissent généralement un minimum de B50 (densité de flux à 5000 A/m) et parfois B8 à 800 A/m. Les qualités à haute perméabilité augmentent légèrement ces valeurs pour le même champ, ce qui se traduit directement dans le courant d'excitation et l'impédance de court-circuit.
Les petits caractères sont importants. Certains tableaux ne donnent que des "valeurs garanties à 1,7 T, 50 Hz" et indiquent 1,5 T et 60 Hz comme valeurs typiques. D'autres garantissent les deux ensembles. Certains précisent "tel que cisaillé" ; d'autres précisent "après recuit de détente à 750 °C pendant 2 h" ou similaire. C'est cette ligne qui détermine si votre noyau fini répond effectivement aux chiffres une fois que vous l'avez poinçonné ou coupé et qu'il a été cuit pour éliminer les contraintes mécaniques.
Par conséquent, lorsque quelqu'un dit "nous avons utilisé M3", vous voulez vraiment savoir de quelles conditions il parle.
5. Géométrie, facteur de laminage, revêtement : les parties que les gens survolent et dont ils s'imprègnent ensuite.
Sous le tableau magnétique, les fiches techniques présentent l'épaisseur, la largeur, le facteur de laminage et les détails du revêtement. Facile à sauter. Dangereux à sauter.
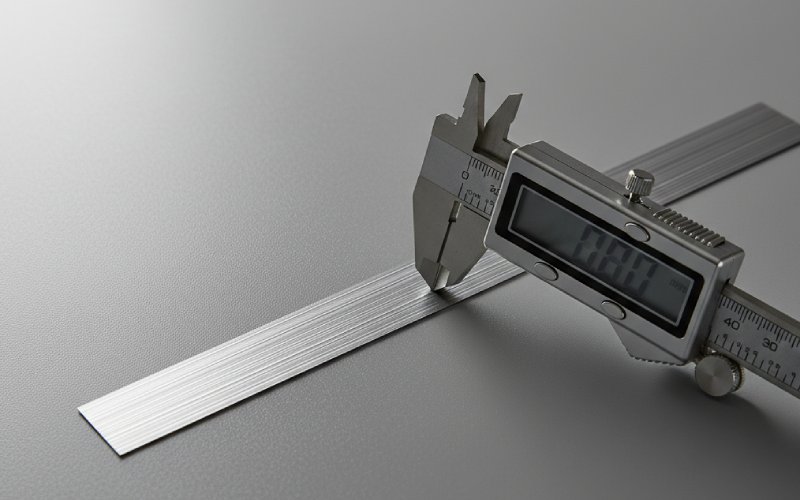
L'épaisseur est généralement évidente : 0,23, 0,27, 0,30, 0,35 mm, etc., conformément aux valeurs nominales de la norme IEC 60404-8-7. Mais attention aux tolérances et à la "plage de livraison". Une nuance peut avoir une valeur nominale de 0,23 mm mais être livrée avec une marge de ±0,025 mm. Si votre fenêtre et votre hauteur d'empilage sont étroites, cette pile de tolérances importe plus que le modèle que vous avez utilisé dans le calcul de la perte.
Le facteur de laminage se trouve tranquillement dans une autre colonne : les feuilles GOES typiques garantissent des valeurs autour de 94,5-96 % après revêtement. Si vous concevez un noyau avec une hauteur d'empilage naïve de "100 % acier", vous finirez soit par manquer de fenêtre, soit par manquer de flux. Les bonnes fiches techniques indiquent le facteur de laminage en fonction de l'épaisseur ; votre modèle CAO doit utiliser ces chiffres, et non une constante générique.
Le type de revêtement est généralement codé comme C-5, "ASTM C-5" ou équivalent. Cela définit la résistance à l'isolation interlaminaire ainsi que l'aptitude au poinçonnage. Les brochures européennes et brésiliennes décrivent les familles de GOES avec des revêtements spécifiques et des options de "perforation facile", avec des tableaux clairs des facteurs de laminage correspondants et des fourchettes de perte de noyau.
Une dernière section discrète est la ligne "condition de traitement" : entièrement traité ou semi-traité, et si les pertes sont garanties telles que cisaillées ou après votre propre cycle de recuit. Ne pas lire cette ligne est un moyen courant de découvrir que vos noyaux assemblés se situent à quelques dizaines de pour cent au-dessus du P1.7/50 annoncé.
6. Correspondance entre les fiches de données et les niveaux de laminage : exemples pratiques
Lorsque vous avez une fiche technique sous les yeux et un appel d'offres indiquant "CRGO M4 0,27 mm", la véritable tâche consiste à choisir un code de qualité moderne qui soit sûr en termes de pertes et raisonnable en termes de coûts.
La fiche technique propose les qualités GOES conventionnelles suivantes (chiffres simplifiés et arrondis à partir d'un ensemble typique) : épaisseur de 0,23 mm, qualités M108-23 et M117-23 ; épaisseur de 0,27 mm, qualités M112-27 et M125-27 ; épaisseur de 0,30 mm, qualités M130-30 et M140-30 ; épaisseur de 0,35 mm, qualité M150-35.
Une spécification de laminage "M3, 0,23 mm" se traduit généralement par quelque chose comme M108-23 ou M117-23. Le numéro M de ce code moderne indique exactement le degré d'agressivité de la limite de perte ; un grade 108 est plus strict qu'un grade 117. Si la conception est basée sur une ancienne référence de 1,5 T, vous devez vérifier que P1.5/50 pour la nuance choisie est égale ou inférieure à la fenêtre historique M3, et pas seulement au chiffre de 1,7 T.
Pour "M4, 0,27 mm", vous recherchez des nuances de 0,27 mm avec P1.7/50 autour de 1,12-1,25 W/kg. M112-27 correspond parfaitement à ce schéma ; M125-27 offre une fenêtre plus large. Votre choix dépend de la question de savoir si l'utilisateur s'attend à une M4 traditionnelle ou s'il est à l'aise avec un grade de perte plus élevé qui s'adapte encore mécaniquement.
"M5, 0,30 mm" correspond à nouveau à des produits de 0,30 mm avec P1.7/50 autour de 1,30-1,40 W/kg et P1.5/50 proche de 0,9-1,0 W/kg. Plus l'acier est moderne, plus ces chiffres s'améliorent par rapport aux anciennes limites AISI, de sorte que l'on obtient souvent une épaisseur M5 avec des pertes plus proches de celles de l'ancien M4.
Une fois que vous avez cette correspondance en tête, les anciennes lettres cessent d'être mystérieuses. Elles deviennent des contraintes floues que vous vérifiez par rapport aux entrées concrètes de la fiche technique.
7. Lire les conditions d'essai comme un ingénieur et non comme un spécialiste du marketing
Les fiches techniques GOES précisent presque toujours la norme d'essai utilisée pour la mesure de la perte de cœur et de la densité de flux. Vous trouverez des références à IEC 60404-2 et -3, JIS C 2550-1, JIS C 2556, ASTM A343 ou ASTM A677.
Deux détails sont importants pour les concepteurs. Le premier : la bande est-elle testée dans le sens du laminage uniquement, ou dans un mélange de laminage et de coupes transversales. Pour les transformateurs de distribution, cela a une incidence sur des éléments tels que les régions en escalier et les joints en onglet où le flux tourne ; les fabricants effectuent parfois des mesures sur des spécimens mixtes pour reproduire ce comportement.
Deuxièmement : les échantillons ont-ils été soumis à un recuit de détente avant d'être mesurés ? Certaines fiches techniques GOES indiquent explicitement que les valeurs sont obtenues après un recuit à, disons, 750 °C pendant 2 heures en atmosphère neutre. D'autres indiquent "tel que cisaillé". La différence peut être de plusieurs dixièmes de watt par kilogramme à 1,5 T. Votre processus de laminage interne doit correspondre à ce que l'usine a supposé, ou vous modifiez la marge de sécurité dans la conception.
Pour cette raison, toute déclaration générique telle que "M3 est de 1,0-1,3 W/kg à 1,5 T" n'est qu'un guide approximatif. Sans la méthode d'essai, elle n'est pas directement comparable à la fiche technique que vous avez entre les mains.
8. Hi-B, affiné par domaine et inscrit au laser : comment ils se faufilent dans les notes
De nombreuses gammes de produits GOES comprennent désormais des variantes à haute perméabilité et à raffinement de domaine : Hi-B, laser, mécanique et combinaisons. Les fiches techniques les présentent comme des familles de qualité distinctes avec des valeurs P1.7/50 plus faibles et souvent des valeurs B8/B50 plus élevées.
Certaines usines les présentent sous différents préfixes, comme JGH ou JGHE dans les catalogues de JFE, avec une perte de noyau à 1,7 T tombant dans la plage de 0,7-0,9 W/kg à 0,23 mm d'épaisseur. D'autres les étiquettent avec des lettres comme "P" dans le code de qualité pour signaler les familles à haute perméabilité.
Ensuite, on voit des offres de domaines affinés par laser commercialisées avec des revendications spécifiques, telles qu'une réduction de quelques pour cent de la perte de noyau par rapport à la qualité de base à la même épaisseur, confirmée dans la documentation du vendeur pour les matériaux récents de 0,23 à 0,30 mm.
Du point de vue du laminage, ces matériaux sont encore souvent appelés "M2" ou "M3" dans le langage courant, mais leurs fiches techniques se situent clairement dans la fourchette de performance M0/M1. Ainsi, lorsqu'une spécification indique "M3, Hi-B", il s'agit généralement d'un code pour "acier à haute perméabilité affiné par domaine de 0,23 mm avec des pertes plus proches de M0 que du M3 classique".
9. Transformer une feuille de données GOES en spécifications de laminage
Si vous connaissez déjà les normes, le flux de travail est simple, bien que les ingénieurs le fassent souvent de manière informelle. La mise par écrit facilite la révision.
Vous commencez par les chiffres de conception : objectif P1,5/50 ou P1,7/50, induction de fonctionnement et courant d'excitation acceptable. À partir de là, vous décidez si vous êtes dans un espace "M5, c'est bien" ou "nous sommes plus proches de M2/M0".
Ensuite, vous prenez une fiche technique de béton auprès d'une usine ou d'un centre de service. Vous choisissez la ligne d'épaisseur qui répond à vos contraintes mécaniques et de fenêtre. Dans cette rangée, vous choisissez le grade dont la perte garantie à votre point de référence est égale ou inférieure à la valeur de conception, et non égale à celle-ci.
Ensuite, vous vérifiez les conditions : norme de mesure, tel que cisaillé ou recuit, facteur de laminage, revêtement, et si les garanties sont à 50 ou 60 Hz. Si la garantie est à 60 Hz mais que votre conception est à 50 Hz, vous pouvez utiliser la règle empirique de l'ASTM A677, qui indique que les pertes maximales à 1,5 T et 50 Hz sont environ 0,79 fois la valeur correspondante à 60 Hz. Il est toujours préférable que la fiche technique donne les deux directement, mais au moins vous avez une échelle cohérente.
Enfin, vous figez le tout dans une ligne d'achat. Au lieu de "CRGO M4", vous écrivez quelque chose comme "CRGO 0,27 mm, qualité M112-27 ou meilleure, P1.5/50 ≤ 0,80 W/kg, mesuré après recuit de détente selon JIS C 2550-1" et vous ajoutez l'ID de la fiche technique de référence. Cette phrase est ennuyeuse, mais elle est précise.
10. Un bref résumé pour les personnes qui vivent principalement dans les nombres M
Les anciennes catégories de laminage M0, M2, M3, M4, M5 sont des raccourcis mentaux utiles, mais elles sont vagues. Ils indiquent "mince" ou "épais", "bon" ou "moyen", et pas grand-chose de plus.
Les fiches techniques GOES modernes, ancrées dans la norme IEC 60404-8-7 et les normes de mesure correspondantes, donnent une image réelle : épaisseur exacte, perte garantie du noyau à une induction et une fréquence clairement définies, densité de flux à des intensités de champ données, facteur de laminage, revêtement et conditions de traitement.
Une fois que vous avez appris à lire les codes de qualité et les tableaux magnétiques, faire correspondre "M3" ou "M4" à une ligne de la fiche technique devient presque mécanique. Vous arrêtez de discuter des étiquettes et commencez à parler en watts par kilogramme et en teslas, ce qui est la véritable raison d'être des conceptions de transformateurs.
Cheney est un ingénieur d'application principal dévoué à Sino, avec une grande passion pour la fabrication de précision. Il est titulaire d'une formation en ingénierie mécanique et possède une vaste expérience pratique de la fabrication. Chez Sino, Cheney se concentre sur l'optimisation des processus de fabrication des piles de laminage et sur l'application de techniques innovantes pour obtenir des produits de haute qualité.
Brochure sur les nouveaux produits
Veuillez saisir votre adresse électronique ci-dessous et nous vous enverrons la dernière brochure !
Laissez les piles de pelliculage de Sino renforcer votre projet !
Pour accélérer votre projet, vous pouvez étiqueter les piles de laminage avec des détails tels que tolérance, matériel, finition de la surface, la nécessité ou non d'une isolation oxydée, quantitéet bien d'autres choses encore.