Laissez les piles de pelliculage de Sino renforcer votre projet !
Pour accélérer votre projet, vous pouvez étiqueter les piles de laminage avec des détails tels que tolérance, matériel, finition de la surface, la nécessité ou non d'une isolation oxydée, quantitéet bien d'autres choses encore.
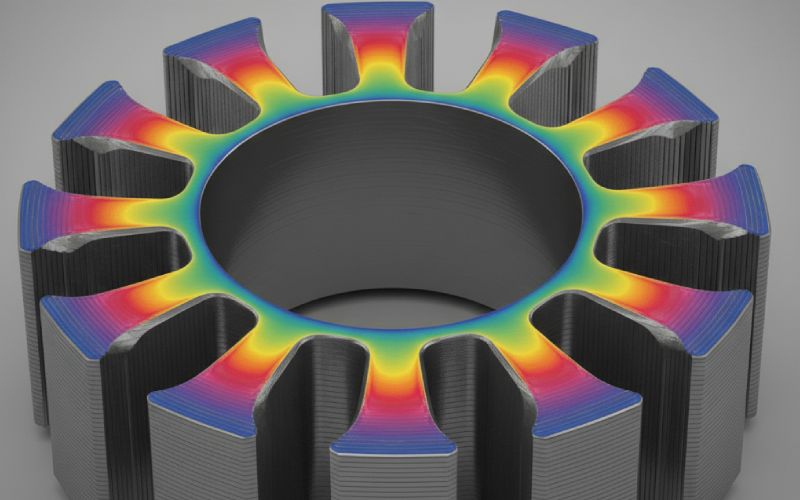
Configuration FEA pour la prédiction de la perte du noyau du moteur : courbes des matériaux et données BH
La plupart des erreurs dans la prédiction de la perte au cœur du moteur sont bloquées bien avant le maillage ou les paramètres du solveur. Elle réside dans trois choix discrets : ce que vous acceptez comme courbe BH, la manière dont vous transformez les données de perte en coefficients et la manière dont ces deux ensembles de chiffres se rencontrent dans votre outil d'analyse par éléments finis. Si vous obtenez des résultats corrects, même un modèle simple est utilisable ; si vous vous trompez, aucune astuce de raffinement ne pourra sauver les watts par kilogramme.
Table des matières
1. Commencez par la fin : quelle est l'erreur que vous êtes prêt à tolérer ?
Passons les définitions. Vous connaissez déjà les notions d'hystérésis, de Foucault, d'excès, de rotation, de polarisation en courant continu. La question la plus utile est la suivante : quelle erreur totale sur les pertes de fer du stator et du rotor est tolérable pour votre projet. Dix pour cent ? Vingt ?
Des comparaisons récentes des modèles de perte de fer dans les machines montrent que le fait de changer uniquement le modèle ou les coefficients de perte, avec exactement les mêmes champs FEA, peut faire varier les pertes prédites de dizaines de pour cent sur la carte de fonctionnement. Et ce, avant même de discuter du maillage, de l'inclinaison ou des effets 3D. Le pipeline de matériaux mérite donc le même effort de conception que la topologie du rotor.
Si la spécification indique "efficacité à un point de pourcentage près" et que la perte de fer est une tranche importante, alors cet objectif implique discrètement des contraintes sur la qualité de vos données bh, votre méthode d'ajustement et vos habitudes d'extrapolation. Dans le cas contraire, vous effectuez des réglages dans l'obscurité.
2. Ce que vous obtenez réellement des fournisseurs d'acier (et ce dont vous avez réellement besoin)
Sur le papier, vous voulez : une courbe BH anhystérétique propre sur toute la gamme de flux, des données résolues sur la perte de noyau en fonction de B et f pour votre épaisseur de laminage exacte, plus la dépendance de la température et les effets du traitement. En pratique, vous obtenez autre chose. En général, une courbe BH en courant continu ou à basse fréquence et une poignée de points de perte totale provenant de tests Epstein ou SST à des fréquences de catalogue.
L'écart entre "vouloir" et "avoir" est l'endroit où se trouve votre configuration FEA. Le tableau ci-dessous est un moyen simple de rendre cet écart explicite.
Aspect
Ce que vous avez habituellement
Ce que veut réellement votre AEF
Commentaire
Type de courbe BH
Boucle principale en courant continu ou en basse fréquence ; peut-être une courbe BH en courant alternatif
BH à valeur unique (souvent anhystérétique) sur toute la gamme B
L'utilisation directe du BH dynamique peut entraîner un double comptage des pertes si vous utilisez également un modèle de perte.
Plage de densité de flux
Jusqu'à environ 1,7-1,8 T, parfois moins à haute fréquence
Au moins jusqu'au flux de pointe de dent le plus défavorable, plus une marge
La méthode d'extrapolation est plus importante qu'il n'y paraît
Couverture des fréquences
50/60 Hz et quelques points plus élevés (100-400 Hz)
Du comportement proche du courant continu à la fréquence équivalente maximale
Nécessaire que vous utilisiez des tables de Steinmetz, de Bertotti ou de recherche.
Format des données sur les pertes
W/kg en fonction de B pour plusieurs fréquences fixes
Soit des coefficients de modèle de perte ajustés, soit la perte en fonction de B et f sur une grille.
Les codes FEA travaillent rarement directement avec les courbes brutes du catalogue.
Traitement / informations sur le stress
Parfois : "entièrement traité" contre "tel quel".
Données sur les pertes correspondant au processus réel d'emboutissage et d'assemblage
Le découpage peut facilement ajouter 20-50% à la perte autour des créneaux.
Dépendance de la température
Peut-être une courbe à 23 °C
Modèle de perte valable pour votre enveloppe thermique
Les coefficients dérivent avec la température ; de nombreux ajustements ignorent ce phénomène.
Une fois que vous avez mis cela par écrit pour votre projet, la "configuration de la perte de noyau" cesse d'être une étape abstraite. Vous voyez les pièces manquantes. Vous voyez également quels compromis vous faites délibérément, et non par défaut.
3. Décider de l'histoire du modèle de perte avant de toucher un dossier BH
Il n'existe pas de modèle de perte de fer unique et correct pour chaque machine, mais il existe une histoire cohérente. Il suffit d'en avoir une. Une chaîne typique se présente comme suit.
Vous choisissez un modèle de type séparation des pertes (famille Steinmetz, Jordan, type Bertotti) ou un modèle d'hystérésis avec des corrections dynamiques. Vous extrayez les coefficients des données de mesure ou des courbes du fournisseur. L'analyse par éléments finis permet d'obtenir B(t) dans chaque élément. Vous intégrez le modèle de perte sur cette forme d'onde. C'est fait. Du moins sur le papier.
Cette chaîne se brise lorsque la courbe BH que vous introduisez dans l'analyse par éléments finis contient déjà des effets dynamiques que votre modèle de perte suppose distincts. Ou lorsque vos coefficients de Steinmetz sont ajustés dans une fenêtre étroite de basse fréquence, mais que vous les utilisez pour une excitation PWM à haute fréquence. Ou lorsque vos données sur les matériaux reflètent des échantillons d'Epstein, alors que le cœur de votre machine est estampé, rétréci, soudé et soumis à des contraintes que le catalogue n'a jamais vues.
Première décision, donc, en termes clairs :
Soit vous laissez le solveur FEA prendre en charge uniquement la non-linéarité quasi-statique de BH et conservez toutes les pertes dynamiques dans un modèle séparé, soit vous intégrez une certaine forme d'hystérésis et de dynamique dans le modèle de matériau et réduisez ce que le modèle de perte externe doit couvrir. C'est en mélangeant les deux à mi-chemin que l'on obtient des chiffres bruyants et difficiles à croire.
4. Création d'une courbe BH utilisable par le solveur
La plupart des codes FEA commerciaux veulent une relation BH à valeur unique. Ils peuvent gérer la non-linéarité, mais pas une boucle d'hystérésis explicite à chaque point d'intégration. La solution habituelle consiste à alimenter une courbe BH anhystérétique ou "effective" qui se rapproche du comportement de l'aimantation moyenne du noyau.
Il est rare que cette courbe soit obtenue directement. Il faut donc l'assembler.
Un schéma pratique consiste à prendre les données à basse fréquence ou à courant continu comme colonne vertébrale, à nettoyer le bruit et à les étendre à vos niveaux de flux d'exploitation. Les données AC BH à haute fréquence, lorsqu'elles sont disponibles, sont utiles principalement pour vérifier le comportement à la saturation et pour éviter les extrapolations ridicules au-dessus du genou. Si vous utilisez l'AC BH directement comme courbe de matériau et que vous appliquez ensuite un modèle de perte, vous comptez deux fois certains termes de perte.
Au-dessus de la plage mesurée, il faut extrapoler. La méthode la plus brutale consiste à forcer la courbe vers une asymptote horizontale à l'induction de saturation estimée du matériau, dérivée des corrélations de densité et de résistivité. Ce n'est pas subtil, mais c'est mieux que de permettre au solveur d'opérer dans un régime où la pente BH augmente accidentellement à nouveau en raison d'un mauvais ajustement.
La température est un point délicat. La plupart des courbes BH sont mesurées à température ambiante, alors que les machines fonctionnent à des températures plus élevées. Le niveau de saturation diminue et la coercivité change avec la température ; les coefficients de type Steinmetz font de même. Si votre outil d'analyse des éléments finis prend en charge des ensembles de matériaux dépendant de la température, reliez-les ; sinon, vérifiez au moins que la courbe BH que vous avez choisie donne toujours un courant et un facteur de puissance réalistes à la température nominale par rapport aux tests. Même une mise à l'échelle approximative est plus sûre que de prétendre que 20 °C et 120 °C sont équivalents.
Enfin, n'oubliez pas que l'usinage et l'assemblage modifient la courbe BH effective, et pas seulement la courbe de perte. Les noyaux fendus présentent un comportement de magnétisation différent de celui des échantillons plats. Vous pouvez soit intégrer cela dans un "BH effectif" à partir d'un rétrocalcul par rapport à un test, soit laisser le BH vierge et gonfler les coefficients de perte. Faire les deux à la fois conduit à un double comptage.
5. Des courbes du catalogue aux coefficients de perte utilisables
La plupart des environnements FEA demandent des coefficients de modèle de perte : hystérésis, tourbillon, peut-être excès. Il ne s'agit pas de constantes magiques, mais du résultat final d'un exercice d'ajustement de courbe par rapport aux valeurs mesurées de W/kg en fonction de B et de f.
La recette de base est simple. Convertir les courbes du catalogue en points de données, linéariser de manière appropriée (log-log ou avec l'astuce habituelle Ps/(B²f) vs f), et effectuer une régression pour extraire les coefficients. Ce qui fait ou défait la précision, c'est tout ce que vous décidez autour de cette étape d'ajustement.
L'une des décisions à prendre est de savoir si vous traitez toutes les fréquences de la même manière lors de l'ajustement. Si votre machine passe la majeure partie de sa vie près d'une bande de fréquence, pondérez cette région plus fortement dans la fonction d'erreur. La littérature montre clairement que les coefficients de type Steinmetz dérivent avec la fréquence ; forcer un seul ensemble à correspondre à la fois aux conditions de 50 Hz et de haute fréquence sans aucune pondération donne souvent des prédictions médiocres partout.
Une autre question est de savoir si l'on adapte des ensembles de coefficients distincts pour chaque région de la machine (dents contre culasse, stator contre rotor). La physique ne change pas selon la région, mais le comportement effectif change une fois que l'on inclut les contraintes locales, les différents lots de laminage et les détails de fabrication. Certaines études récentes sur les PMSM montrent que les coefficients apparents nécessaires pour faire correspondre les pertes mesurées dans les dents et la culasse peuvent différer sensiblement, même pour la même qualité nominale. Ce n'est pas élégant, mais c'est observable, et votre configuration FEA peut l'exploiter.
6. Boucles mineures, polarisation en courant continu, rotation : déterminez le degré de complexité dont vous avez réellement besoin.
Les moteurs ne fonctionnent presque jamais sur des boucles d'hystérésis majeures parfaites. Il y a des boucles mineures partout : conditions de faible charge, magnétisation partielle, démagnétisation locale sous les fentes. D'anciens articles et des travaux plus récents montrent que le fait d'ignorer les boucles mineures peut entraîner une sous-estimation ou une surestimation substantielle de la perte d'hystérésis, en particulier en cas d'excitation non sinusoïdale.
Il existe plusieurs solutions. L'une d'elles consiste à conserver un modèle simple de séparation des pertes, mais à corriger les boucles mineures à l'aide de facteurs empiriques ou de modèles énergétiques dérivés de mesures de boucles quasi-statiques. Une autre consiste à utiliser des modèles d'hystérésis explicites (Jiles-Atherton, Preisach, modèle de Play) dans les coulisses, en les laissant régénérer les boucles locales à partir des données mesurées sur les BH symétriques. Ces approches sont plus lourdes à mettre en place, mais elles vous dispensent de mesurer les courbes de perte sous toutes les formes d'onde possibles.
La polarisation en courant continu et les champs de rotation sont similaires. Les travaux sur l'aimantation rotationnelle montrent que les pertes aux extrémités des dents et aux jonctions peuvent être considérablement plus élevées que celles prévues dans l'hypothèse d'un flux purement alternatif. Les méthodes récentes basées sur l'analyse par éléments finis introduisent des facteurs de correction de la rotation ou des termes de perte distincts, tandis que d'autres modélisent directement la rotation en post-traitement des formes d'ondes B et H locales.
Le choix est donc moins "dois-je modéliser la rotation et le biais de courant continu" que "quel degré d'approximation est acceptable compte tenu de mon espace de fonctionnement". Si vous concevez une machine à grande vitesse avec de fortes harmoniques spatiales, ne pas tenir compte du tout de la rotation est une hypothèse de conception, et pas seulement une simplification.
7. Intégration des données sur les matériaux dans les flux de travail réels de l'analyse des éléments finis
Une fois que les coefficients BH et de perte existent quelque part sur votre serveur, ils doivent encore être exprimés dans le dialecte de l'outil FEA que vous avez choisi. Des codes différents attendent des ingrédients différents. Certains ne veulent que des BH et un triplet de Steinmetz. D'autres veulent un BH complet et des tables de pertes dépendant de la fréquence. D'autres encore ont des options d'hystérésis intégrées si vous leur fournissez des boucles BH symétriques et une conductivité électrique.
Quelques modèles pratiques ont tendance à fonctionner avec tous les outils.
Traitez la courbe BH comme indépendante de la géométrie. Vous ne devez pas modifier la courbe BH par région juste pour faire correspondre le couple ou le courant global ; cela revient à calibrer des problèmes plus profonds. Vous pouvez tout au plus choisir des cartes de matériaux différentes lorsque le procédé de fabrication diffère réellement, par exemple, un rotor sans contrainte par rapport à un stator fortement poinçonné.
Traiter les coefficients de perte en fonction de la géométrie si nécessaire. Il est acceptable de conserver le même BH mais d'utiliser des coefficients d'hystérésis ou d'excès effectifs légèrement différents dans les dents et l'arcade, reflétant des contraintes et des dommages de coupe différents, à condition que ces différences soient étayées par des mesures ou au moins par des fourchettes bibliographiques.
Les paramètres du solveur doivent rester simples au début. Le pas de temps, l'ordre harmonique et le raffinement du maillage interagissent tous avec la qualité de la forme d'onde locale et donc avec la prédiction des pertes. Avant de les modifier, vérifiez qu'avec une configuration prudente, vos pertes FEA post-traitées à un ou deux points de fonctionnement standard se situent au moins dans la même bande que les mesures effectuées à l'aide de vos données de matériaux actuelles. Si l'écart est d'un facteur deux, il ne s'agit presque jamais d'un problème de maillage ; il s'agit presque toujours d'une inadéquation entre les données sur les matériaux et le modèle.
8. Contrôles de sécurité qui détectent réellement les problèmes liés aux données matérielles
Il existe quelques vérifications qui coûtent moins cher qu'un autre cycle d'optimisation et qui mettent en évidence des problèmes dans la configuration des matériaux plutôt que dans la géométrie. Rudimentaire mais efficace.
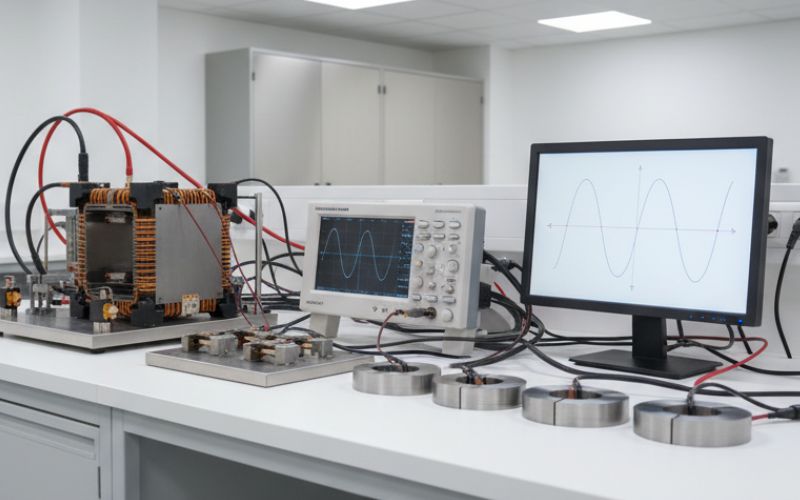
Comparez votre modèle de perte ajusté aux courbes originales d'Epstein ou de SST pour toutes les fréquences disponibles. Faites-le avant même d'avoir recours à l'analyse par éléments finis. Si vous constatez une surestimation ou une sous-estimation systématique à une densité de flux élevée, vous savez déjà comment les résultats de l'analyse par éléments finis seront biaisés dans des conditions de forte charge.
Introduisez le même modèle de BH et de perte dans une géométrie d'essai simple en 2D, proche de la configuration standardisée d'une feuille unique ou d'un noyau toroïdal, et comparez la perte prédite aux données publiées ou à vos propres mesures en laboratoire. De nombreux travaux récents utilisent cette boucle - mesure, analyse par éléments finis de la configuration de mesure, correction du coefficient - pour nettoyer les courbes de BH et de perte avant de les utiliser dans les machines.
Examinez les cartes de pertes par élément à plusieurs points de fonctionnement. Si la distribution ne correspond pas à ce que vous attendez physiquement - perte concentrée à l'extrémité des dents, dans les coins de l'arcade, dans les régions du pont soumises à un flux harmonique élevé - c'est souvent le signe que votre courbe BH ou votre modèle de perte ne capture pas correctement les effets de saturation ou de rotation. Les études sur les machines à haute fréquence et les noyaux de qualité mixte montrent des schémas spatiaux très clairs ; votre modèle devrait au moins les imiter grossièrement.
Enfin, il faut accepter qu'un certain calibrage est inévitable. Même des cadres très détaillés fondés sur des mesures d'aciers électriques et une modélisation avancée de l'hystérésis font encore état d'un écart notable entre les modèles et le matériel sous des formes d'ondes complexes. L'étalonnage n'est pas un échec de la physique ; il s'agit d'admettre que le matériau dans votre machine n'est pas le même que le coupon dans le catalogue.
9. Fermeture rapide
La version courte est simple. Traitez les courbes BH et les données sur les pertes dans le cœur comme des paramètres de conception, et non comme des constantes de base. Décidez de votre modèle de perte, construisez une courbe BH qui lui corresponde, ajustez les coefficients aux données dont vous disposez réellement, puis utilisez l'AEF comme calculateur pour compléter ces choix.
Si l'on fait cela, la prédiction de la perte de noyau cesse d'être un nombre mystérieux que le logiciel imprime à la fin. Elle devient une simple approximation, avec des hypothèses connues et une erreur contrôlable, sur laquelle vous pouvez discuter et que vous pouvez améliorer lors de la prochaine conception.
Cheney est un ingénieur d'application principal dévoué à Sino, avec une grande passion pour la fabrication de précision. Il est titulaire d'une formation en ingénierie mécanique et possède une vaste expérience pratique de la fabrication. Chez Sino, Cheney se concentre sur l'optimisation des processus de fabrication des piles de laminage et sur l'application de techniques innovantes pour obtenir des produits de haute qualité.
Brochure sur les nouveaux produits
Veuillez saisir votre adresse électronique ci-dessous et nous vous enverrons la dernière brochure !
Laissez les piles de pelliculage de Sino renforcer votre projet !
Pour accélérer votre projet, vous pouvez étiqueter les piles de laminage avec des détails tels que tolérance, matériel, finition de la surface, la nécessité ou non d'une isolation oxydée, quantitéet bien d'autres choses encore.