Laissez les piles de pelliculage de Sino renforcer votre projet !
Pour accélérer votre projet, vous pouvez étiqueter les piles de laminage avec des détails tels que tolérance, matériel, finition de la surface, la nécessité ou non d'une isolation oxydée, quantitéet bien d'autres choses encore.
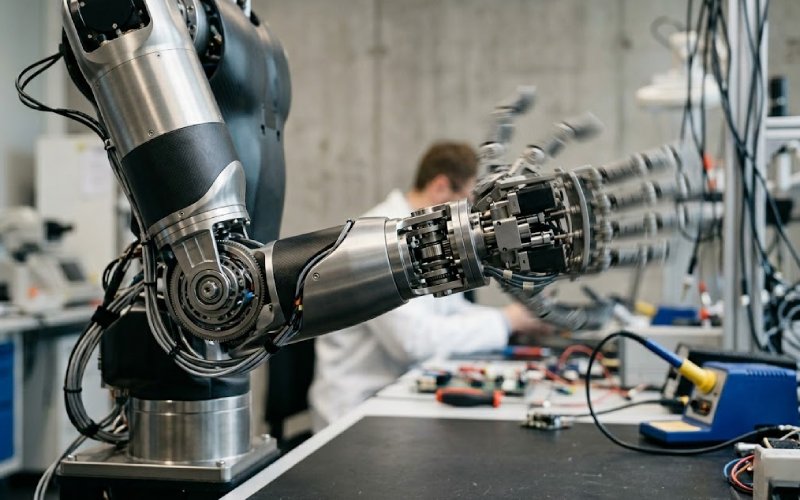
Moteurs articulés pour robots humanoïdes : Quels choix de laminage améliorent le contrôle du couple ?
Principaux enseignements
Les empilages de tôles collées réduisent la perte de noyau mesurée de 8-12% par rapport aux empilages soudés et suppriment les composantes de couple de cogging de 6e/12e harmonique - une différence réussite/échec lorsque la spécification indique un cogging < 0,5%.
Les différentes articulations nécessitent des aciers différents : 0,20-0,27 mm NOES de faible épaisseur selon EN 10303 (≤ 15 W/kg @ 1,0 T/400 Hz) pour l'épaule et la hanche ; 0,10-0,15 mm NOES ultra-mince ou alliage de Ni moyen pour les actionneurs du poignet et des doigts.
La constance du chanfrein de ±0,03 mm sur toutes les dents du stator a plus d'impact sur le cogging que la dimension du chanfrein elle-même.
Les NOES de faible épaisseur (0,20 mm) prennent en charge la gamme la plus large de moteurs d'articulations humanoïdes ; le Co-Fe justifie rarement son surcoût de 10 à 20 fois en dehors des articulations des jambes bipèdes.
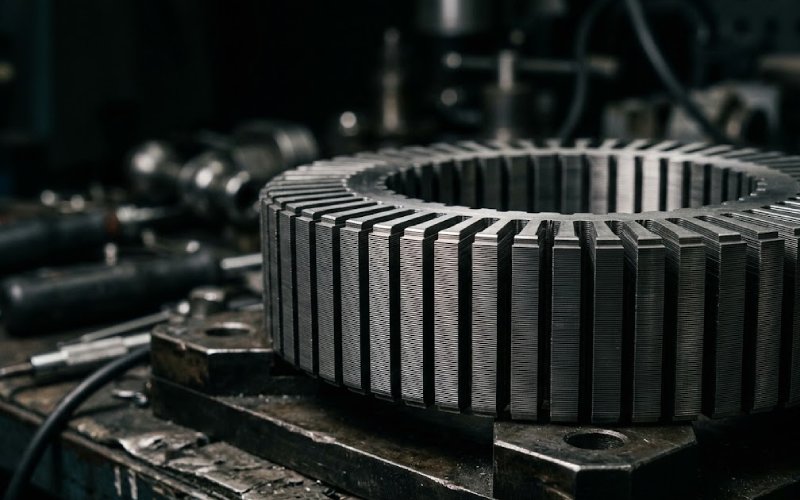
L'épaule d'un robot humanoïde doit soutenir un bras tandis que le poignet enfile une aiguille. Même machine, problèmes de moteur très différents. Et au fond des deux - littéralement, physiquement - se trouve une pile de tôles d'acier embouties plus fines qu'une carte de visite.
Nous construisons ces piles. Les moteurs-couple PMSM sans cadre et BLDC à pôles élevés utilisés dans les actionneurs d'articulations humanoïdes sont parmi les plus exigeants. pile de laminage du stator que nous avons livrées. Voici ce que les données de production montrent réellement : quels choix de stratification améliorent l'ondulation du couple, le couple de rotation et la fluidité du contrôle du mouvement - et quels choix sont source de gaspillage.
Table des matières
Causes de l'ondulation du couple dans les moteurs articulés des humanoïdes
L'ondulation du couple dans un moteur d'articulation se traduit par des mouvements saccadés dans le robot. La boucle de contrôle peut en compenser une partie, bien sûr. Mais la source électromagnétique de cette ondulation - couple de rotation, distorsion harmonique, distribution inégale du flux - est intégrée au niveau de la stratification. Un mauvais choix d'acier, une géométrie de dent bâclée, une mauvaise méthode d'empilage et le meilleur algorithme FOC du monde ne vous sauveront pas.
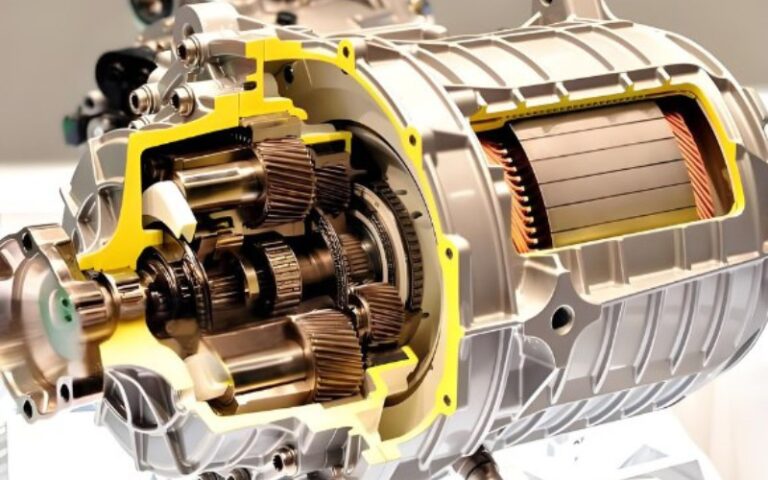
Les moteurs d'articulation pour les robots humanoïdes - ceux qui entraînent des actionneurs rotatifs d'épaule d'une puissance maximale de 40 à 100 Nm, ou des articulations de genou d'une puissance de plus de 100 Nm - sont presque toujours des PMSM sans cadre ou des BLDC à nombre de pôles élevé. Pas de boîtier. Pas de roulements propres. L'empilement de stator est pressé directement dans le boîtier de l'articulation structurelle du robot. Toute erreur dimensionnelle dans l'empilement devient une erreur de concentricité dans le moteur. Ce dernier devient une source d'ondulation du couple.
La simulation ne sait pas que vos soudures court-circuitent les tôles entre elles.
Nous avons vu des clients arriver avec de beaux résultats d'analyse par éléments finis, leur modèle montrant un cogging < 0,3% au couple nominal, et perdre ensuite 30 à 40% de cette performance prévue parce que l'empilement n'était pas assez plat ou que la méthode de collage sollicitait l'acier. L'écart entre la simulation et la réalité, dans les moteurs à joints, est presque toujours un problème de laminage.
Sélection du matériau de stratification en fonction de la fonction de l'articulation
Toutes les articulations d'un robot humanoïde n'ont pas besoin du même acier de laminage. Traiter les moteurs de l'épaule, du coude et du poignet de manière identique est une erreur fréquente lors de la première passe, qui coûte de l'argent ou des performances - généralement les deux. Les plateformes humanoïdes de la génération actuelle utilisent plus de 28 à 40 actionneurs sur l'ensemble du corps, et les exigences en matière de couple, de vitesse et de précision diffèrent radicalement d'une articulation à l'autre.
Articulations de l'épaule et de la hanche
Ce sont eux qui portent les charges les plus lourdes. Les exigences en matière de couple continu vont de 40 Nm à plus de 200 Nm, en fonction de la masse du robot. Le moteur fonctionne à des vitesses relativement faibles mais doit supporter des densités de courant élevées pendant des périodes prolongées, d'où l'importance des performances thermiques.
Pour ces joints à charge élevée et à fréquence modérée, nous recommandons généralement 0,25-0,35 mm acier électrique non orienté avec une teneur en silicium d'environ 2,5-3,0%. À l'extrémité fine (0,25-0,27 mm), la norme applicable est la suivante EN 10303 / IEC 60404-8-8 - la spécification de faible épaisseur et de moyenne fréquence - avec des qualités telles que NO25-13 (0,25 mm, ≤ 13 W/kg @ 1,0 T/400 Hz) ou NO27-15 (0,27 mm, ≤ 15 W/kg @ 1,0 T/400 Hz). Pour l'option 0,35 mm, vous passez à l'option EN 10106 / IEC 60404-8-4 où des grades tels que M270-35A (0,35 mm, ≤ 2,70 W/kg @ 1,5 T/50 Hz) s'appliquent.
Pourquoi la répartition de l'épaisseur est importante : un moteur à 10 paires de pôles tournant à 300 tr/min n'a qu'une fréquence fondamentale de ~50 Hz. À cette fréquence, la différence de pénalité pour les courants de Foucault entre 0,25 mm et 0,35 mm est modeste. Il est rarement justifié de descendre en dessous de 0,20 mm pour les joints d'épaulement - vous payez pour un calibre fin sans bénéficier d'une réduction proportionnelle des pertes à ces basses fréquences électriques.
La perméabilité doit être élevée parce que la conception du moteur pousse la densité du flux à 1,6-1,7 T dans les dents au moment du couple maximal. Au-delà, on commence à saturer, ce qui déforme la forme d'onde de la FEM et alimente l'ondulation du couple directement dans la sortie.
Articulations du coude et du genou
Couple moyen (10-80 Nm), exigences dynamiques plus élevées. Ces joints accélèrent rapidement et changent souvent de direction. La priorité en matière de laminage passe de l'endurance thermique brute à la résistance à l'usure. faible perte d'hystérésis et perméabilité élevée à des niveaux d'induction modérés (plage de fonctionnement de 1,0 à 1,4 T).
Nous avons obtenu de bons résultats avec des teneurs de 0,20 mm - en particulier NO20-12 selon EN 10303 (≤ 12 W/kg @ 1,0 T/400 Hz). L'idée clé tirée de nos données de production est la suivante : lorsque vous obtenez une perméabilité correcte dans la plage de flux de fonctionnement réelle (et non dans la plage de crête), la linéarité du champ magnétique arrière s'améliore de manière mesurable. Cela se traduit directement par un contrôle plus efficace du courant. La boucle d'asservissement bénéficie d'un couple plus régulier.
Actionneurs de poignet et de doigt
Petites stators. Dents fines. Fentes très serrées. Les exigences en matière de couple sont modestes (1-20 Nm), mais la précision requise est extrême - il s'agit des articulations qui effectuent des tâches de manipulation, comme les mains dextres 22-DOF des plateformes de la génération actuelle, où une erreur de position de 0,1° est importante.
Ici, nous poussons dans 0,10-0,15 mm grades NOES ultra-minces (NO10 ou NO15 selon EN 10303) ou, pour certains programmes haut de gamme, alliages de nickel-fer de la famille 40-50% Ni.
L'option Ni-Fe offre une perméabilité phénoménale ($\mur$ > 50 000 à faible champ) et un effet de cogging presque nul aux faibles densités de flux auxquelles ces petits moteurs fonctionnent. En contrepartie, le coût des matériaux est nettement plus élevé, la valeur de $B{sat}$ (≈ 1,5 T pour les nuances de Ni 48-50%), et des exigences de recuit qui dépendent de la composition spécifique de l'alliage :
40-42% Nuances de nickel (types à expansion contrôlée adaptés à l'utilisation magnétique) : recuit à 850-1000°C dans une atmosphère protectrice (N₂, ammoniac dissocié ou H₂ sec). Il s'agit de l'option la plus tolérante.
Nuances de Ni à haute perméabilité 49% (optimisé pour un maximum de $\mu$ et une coercivité minimale) : exiger 1100-1200°C dans l'hydrogène sec (point de rosée inférieur à -40°C), avec un refroidissement contrôlé du four à ~60-100°C/heure. Sans cela, la perméabilité peut chuter de 50 à 80% par rapport à l'état entièrement recuit.
Dans un moteur de poignet qui pèse 80 grammes au total, le surcoût de l'acier est négligeable par rapport à la nomenclature globale du robot. Le recuit, cependant, n'est pas trivial - choisissez la nuance qui correspond aux performances magnétiques dont vous avez réellement besoin, et non l'option la plus exotique disponible.
A noter : Les tôles Ni-Fe sont sensibles aux contraintes d'emboutissage. Nous préférons les découper au laser et les faire suivre d'un cycle de recuit approprié. L'emboutissage progressif du Ni-Fe est possible - et pour des épaisseurs de 0,15 à 0,20 mm, certains programmes l'utilisent avec succès - mais l'outillage doit être optimisé pour la souplesse et la ductilité du matériau, et le recuit après emboutissage devient encore plus critique pour récupérer les propriétés perdues lors de l'écrouissage.
Comparaison des matériaux de stratification pour les moteurs articulés des humanoïdes
Paramètres
Standard NOES 0,35 mm (EN 10106)
NOES minces 0,20-0,27 mm (EN 10303)
NOES ultra-minces 0,10-0,15 mm (EN 10303)
Alliage Co-Fe 0,10-0,20 mm
Ni-Fe 40-50% Ni, 0,10-0,20 mm
B_sat
1.7-2.0 T
1.7-2.0 T
1.7-2.0 T
2.3-2.4 T
1.4-1.6 T
Perte de noyau à 1,0 T / 400 Hz
18-22 W/kg
12-15 W/kg (0,25 mm) ; ≤ 12 W/kg (0,20 mm)
≤ 13 W/kg (0,15 mm) ; ≤ 13 W/kg (0,10 mm)
Comparable aux NOES minces au même gabarit
Très faible (< 5 W/kg typique au flux de fonctionnement)
Perméabilité à 1,0 T
Bon
Bonne-haute
Bonne-haute
Haut
Très élevé
Couple d'engrenage potentiel
Standard
Améliorée
Amélioration supplémentaire
Améliorée
Le meilleur
Difficulté d'estampillage
Facile ; matrice progressive à 200-600 SPM
Modéré ; contrôle des bavures critique
Dure ; rapport fraise/épaisseur difficile
Dure ; sensible aux entailles, sujette aux fissures
Matériau dur, sensible aux contraintes, mou
Recuit post-stampage
Option SRA @ 750°C N₂
Recommandé
Recommandé
Obligatoire - vide ou H₂
Obligatoire - la température/l'atmosphère dépend du grade (voir texte ci-dessus)
Coût relatif des matériaux
1×
1.5-2×
2-3×
10-20×
3-8×
Application typique des joints
Epaule, hanche (lorsque l'opération à basse fréquence permet d'obtenir une épaisseur de 0,35 mm)
Epaule, hanche, coude, genou (la gamme de base pour la plupart des articulations)
Effecteurs de poignet, de doigt et de précision
Articulations de jambe critiques en termes de poids sur les plates-formes de marche bipèdes
Actionneurs de poignet, de doigt et d'ultra-précision
Assemblage des piles
Verrouillage ou soudure
Collage ou verrouillage
Collage (recommandé)
Bonding (obligatoirement sans stress)
Bonding ou clamp (pas de soudure)
Les valeurs de perte à cœur représentent les valeurs maximales garanties par les normes EN 10303:2015 et EN 10106:2015, le cas échéant, ou les fourchettes vérifiées lors de nos essais Epstein sur les bobines entrantes pour les qualités non standard.
Pour clarifier le chevauchement à 0,20 mm : ce calibre se situe juste à la limite. Pour les articulations où la fréquence électrique fondamentale reste inférieure à ~100 Hz (la plupart des applications pour les épaules et les hanches), 0,25 mm, voire 0,35 mm, permet de réduire la plupart des pertes et est plus facile à estampiller. Pour les articulations coude/genou avec des exigences dynamiques plus élevées et des fréquences atteignant 200-400 Hz, 0,20 mm est le point idéal. Nous choisissons par défaut 0,20 mm lorsque l'équipe de conception du moteur n'a pas encore fixé le calibre, car il offre la plus grande marge dans la gamme des conditions de fonctionnement typiques des articulations humanoïdes.
Assemblage par laminage : Pourquoi le collage l'emporte sur le soudage en matière de couple d'emboîtement
La façon dont vous tenez les laminés ensemble n'est pas seulement une décision structurelle. C'est une décision électromagnétique. C'est là que l'on voit le plus de “performances gratuites” laissées sur la table par les équipes qui obtiennent le bon acier mais bâclent l'empilage.
Soudage
Les soudures laser ou TIG le long du diamètre extérieur de l'empilement créent des courts-circuits localisés entre les laminés adjacents. La zone affectée par la chaleur dégrade le revêtement isolant et augmente la conductivité interlaminaire. Lors de nos essais sur des empilages NOES de 0,20 mm (qualité NO20-12), une soudure laser à quatre soudures a ajouté environ 8-12% à la perte de cœur mesurée par rapport au même empilage collé avec de l'adhésif.
Cette perte supplémentaire n'est pas uniformément répartie. Elle se concentre près des lignes de soudure. En fonction de l'emplacement de la soudure par rapport aux positions des fentes, cela crée un chauffage asymétrique et introduit un contenu harmonique supplémentaire dans la distribution du flux. Nous l'avons mesuré sur une FFT de la forme d'onde de cogging - les 6e et 12e composantes harmoniques augmentent sensiblement sur les empilements soudés par rapport aux empilements collés.
Pour les moteurs industriels, personne ne s'en soucie. Pour un moteur d'articulation dont les spécifications indiquent un cogging < 0,5% du couple nominal, cela peut faire la différence entre la réussite et l'échec.
Emboîtement
Mieux que le soudage d'un point de vue électromagnétique - pas de dommages causés par la chaleur. Mais les fossettes de verrouillage créent des déformations locales dans l'acier. Chaque alvéole est un point d'augmentation de la contrainte résiduelle, ce qui augmente la perte d'hystérésis locale.
Dans les stators de petit diamètre (tout ce qui est inférieur à ~60 mm de diamètre extérieur, ce qui couvre la plupart des articulations du poignet et du coude), il n'y a souvent pas assez de fer arrière pour placer des sas sans affecter le circuit magnétique. Nous avons vu des cas où le placement des verrouillages dans la zone de la culasse d'un stator de 40 mm provoquait une asymétrie mesurable de la densité du flux dans l'entrefer.
Collage par adhésif (recommandé)
Vernis auto-adhésif (backlack) - classé comme Type C-3 par EN 10342 / IEC 60404-1-1 / ASTM A976 normes de revêtement d'isolation - ou l'application d'un adhésif après l'estampillage produit des piles avec :
Pas de court-circuit interlaminaire
Pas de points de contrainte résiduelle
Pas de perturbation du circuit magnétique
Fréquence naturelle 75%+ supérieure à celle des piles imbriquées de même géométrie
Amortissement des vibrations que les piles soudées/interverrouillées ne peuvent égaler
L'épaisseur de notre couche adhésive est de 2 à 5 μm par interface. Cela permet de maintenir un facteur d'empilage supérieur à 97%. Les couches adhésives plus épaisses mangent la fraction active de l'acier et peuvent réduire la densité du couple de 2-3%.
Les piles collées sont également plus silencieuses. L'adhésif entre les couches atténue le bourdonnement à haute fréquence que les piles soudées ou emboîtées transmettent à la structure du robot. Dans un robot collaboratif travaillant à proximité d'êtres humains, le bourdonnement audible des noyaux moteurs est un véritable problème d'ergonomie. Le collage l'élimine.
Géométrie de la denture et conception des rainures et des pôles : La précision de l'emboutissage mise à l'épreuve
Les enroulements concentrés à fente fractionnée avec un nombre élevé de pôles (plus de 16 pôles) sont la norme pour les moteurs à couple commun. Les paires courantes telles que 12 fentes/10 pôles ou 24 fentes/22 pôles suppriment intrinsèquement les harmoniques de cogging de faible ordre. Mais le laminage doit encore exécuter la géométrie selon les spécifications.
Nous avons constaté que certains éléments ont plus d'importance que ne le suggèrent les manuels :
Chanfreinage de l'extrémité de la dent. Nous ajoutons régulièrement des chanfreins de 0,2 à 0,4 mm à l'extrémité des dents sur les tôles de stator pour les moteurs robotiques. Dans l'analyse par éléments finis, cela réduit le cogging de 15-25% sur les conceptions typiques à pôles élevés. Mais l'amélioration ne se matérialise que si le chanfrein est cohérent sur toutes les dents, à ±0,03 mm près. Les chanfreins incohérents peuvent en fait augmenter car ils introduisent une asymétrie géométrique que la conception à fentes fractionnées n'était pas censée gérer.
Contrôle de la hauteur des fraises. Sur les laminés de 0,20 mm, notre spécification de production est ≤ 10 μm de hauteur de bavure. Chaque micron de bavure est un point de contact interlaminaire potentiel qui dégrade l'isolation et crée des chemins de courants de Foucault. Sur les matériaux plus fins (0,10-0,15 mm), le rapport bavure/épaisseur devient rapidement agressif.
Pour les calibres inférieurs à 0,15 mm, nous passons généralement à la découpe au laser à fibre, principalement parce qu'elle nous permet de mieux contrôler les bavures et d'éliminer l'usure des matrices en tant que variable. L'estampage progressif de NOES de 0,10 mm est possible (le matériau peut supporter des opérations de fente, de cisaillement et de poinçonnage à température ambiante), mais le maintien d'une hauteur de bavure constante inférieure à 10 μm sur l'ensemble d'un cycle de production nécessite des programmes de maintenance des matrices agressifs que la plupart des programmes jugent impraticables. Votre kilométrage variera en fonction des volumes et de la complexité de la géométrie.
Largeur de l'ouverture de la fente. Les ouvertures étroites réduisent le cogging mais rendent le bobinage plus difficile et retiennent la chaleur. Le point idéal pour les moteurs à joints dans la plage de 40 à 80 mm de diamètre extérieur du stator est typiquement de 1,5 à 2,5 mm. L'outillage de laminage doit maintenir cette dimension à ±0,02 mm pour chaque fente, sinon la suppression des harmoniques résultant de la conception à fentes fractionnées est partiellement annulée.
La distorsion de la concurrence : Quand et dans quelle mesure
Les empilements de tôles obliques réduisent le couple de cogging en répartissant l'interaction magnétique sur une plus grande plage angulaire. Cela fonctionne. Mais ce n'est pas gratuit.
Une inclinaison continue d'un pas de fente élimine pratiquement la composante fondamentale du cogging. Il réduit également le couple moyen de 1-3% et complique le bobinage.
Pour les moteurs d'articulation à pôle élevé avec des conceptions à fente fractionnée, la plupart des programmes demandent demi-fente ou asymétrie partielle - suffisamment pour éliminer le cogging résiduel sans sacrifier un couple significatif. Nous mettons cela en œuvre sous la forme d'une inclinaison par paliers en utilisant 2 à 4 sous-piles tournées l'une par rapport à l'autre.
Notre capacité standard : inclinaison en 2 ou 3 étapes avec une précision angulaire de ±0,3° par étape. Pour des spécifications plus strictes : Configurations en 4 étapes à ±0,15° - nécessite un montage sur mesure et augmente les coûts.
Il existe une interaction dont on ne parle pas assez : l'inclinaison et la méthode d'empilage. Les empilements soudés avec une inclinaison en escalier développent des concentrations de contraintes à chaque interface soudure-étape. Les empilements collés gèrent le léger décalage angulaire de manière propre car l'adhésif s'en accommode sans points de contact durs.
Matériaux amorphes et nanocristallins : Pourquoi pas (encore)
On nous pose parfois des questions sur les rubans métalliques amorphes pour les moteurs à joints. Les chiffres relatifs aux pertes dans le noyau sont spectaculaires - à une épaisseur d'environ 0,025 mm, les pertes diminuent de 70-90% par rapport aux NOES dans des conditions comparables. Les problèmes pratiques sont importants : - Le facteur d'empilement passe à 80-85%. Vous perdez du matériel magnétique actif parce que le ruban est ~25 μm d'épaisseur avec proportionnellement plus de revêtement/air par unité de hauteur. - La fragilité. L'emboutissage de géométries complexes de stator avec des dents fines est pratiquement impossible à l'échelle de la production. La découpe au laser fonctionne, mais la zone affectée par la chaleur cristallise partiellement le matériau, ce qui en dégrade les propriétés. - B_sat ≈ 1,56 T - Il est possible de l'utiliser, mais il est inférieur à celui des NOES. Il faut un noyau plus grand pour le même couple, ce qui annule partiellement l'avantage des pertes. Pour les noyaux de transformateurs et certaines topologies à flux axial avec des formes d'enroulement simples, l'amorphe a du sens. Pour les moteurs-couple sans cadre à flux radial qui dominent les applications d'articulations humanoïdes, ce n'est pas pratique aujourd'hui. Les NOES de faible épaisseur avec empilage collé obtiennent 80% de l'avantage théorique pour 20% de la difficulté du processus.
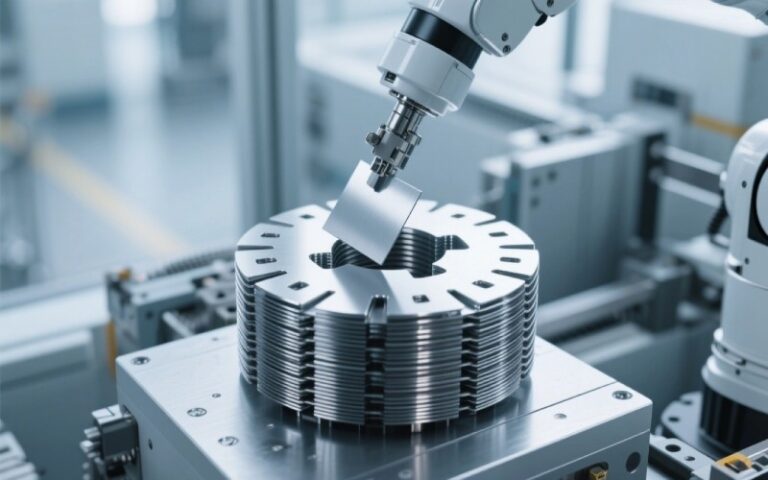
Notre processus de fabrication de piles de moteurs d'articulation pour humanoïdes
Contrôle à la réception des matériaux - Les bobines d'acier électrique sont vérifiées à l'aide du cadre d'Epstein par rapport au certificat de l'usine. Nous testons un échantillon de chaque bobine avant qu'elle n'entre en production. La perte de noyau à 1,0 T/400 Hz et la polarisation magnétique à 2500 A/m sont les valeurs d'entrée.
Refendage - Bobine fendue à la largeur exacte de la bande pour le diamètre extérieur du stator ou du rotor. Nous utilisons des calibres de 0,10 mm à 0,50 mm.
Estampage ou découpe laser - Pour les calibres ≥ 0,15 mm et les volumes supérieurs à ~5 000 piles, matrices progressives à grande vitesse jusqu'à 400 SPM (spécification de bavure : ≤ 10 μm à 0,20 mm). Pour les matériaux plus fins, les prototypes ou les caractéristiques fines (largeur de dent < 2 mm) : découpe au laser à fibre. L'électroérosion à fil est disponible pour les travaux de prototypage ultra-précis.
Recuit - Recuit de détente à 750°C en atmosphère N₂ pour les NOES. Pour les alliages Ni-Fe : atmosphère et température adaptées à la nuance spécifique - 850-1000°C dans un gaz protecteur pour les types Ni 40-42% ; 1100-1200°C dans une atmosphère sèche H₂ (point de rosée ≤ -40°C) pour les types Ni 49% à haute perméabilité. Recuit sous vide disponible pour Co-Fe.
Empilage et collage - Vernis auto-adhésif (classe C-3 selon EN 10342) ou application d'un adhésif après le marquage. Durcissement à la chaleur et à la pression dans des installations contrôlées. Concentricité vérifiée par mesure laser à ±0,01 mm.
Inspection finale - MMT dimensionnelle, mesure de la hauteur des bavures, résistance d'isolation entre les laminés. Pour les commandes de haut niveau : vérification destructive par échantillonnage de la perte de noyau sur les piles finies.
Assemblage en biais - Si cela est spécifié, les sous-piles sont assemblées avec un décalage angulaire conformément au schéma d'inclinaison de la conception du moteur.
Délai de réalisation du prototype : 7-15 jours ouvrables. Production : 6-8 semaines.
FAQ
Pourquoi le Ni-Fe perd-il sa perméabilité sans recuit post-stampage ?
L'emboutissage introduit une déformation plastique au niveau des arêtes de coupe et autour de toutes les caractéristiques formées. Dans les alliages Ni-Fe, même un travail à froid modéré augmente la coercivité et peut réduire la perméabilité de 50-80% par rapport à l'état entièrement recuit. Le recuit recristallise la structure du grain, élimine les dislocations et rétablit l'état de faible coercivité et de haute perméabilité pour lequel l'alliage a été conçu. La température et l'atmosphère exactes dépendent de la nuance : un alliage Ni 42% récupère bien à 850-1000°C dans une atmosphère protectrice standard, tandis qu'une nuance Ni 49% à haute perméabilité a besoin de 1100°C+ dans de l'hydrogène sec avec un refroidissement contrôlé pour atteindre sa perméabilité nominale. Si vous négligez le recuit, vous obtiendrez un acier coûteux qui se comportera comme un NOES bon marché.
Comment la fréquence électrique des moteurs d'articulation se compare-t-elle à celle des moteurs de traction des véhicules électriques, et pourquoi l'épaisseur de la stratification a-t-elle une importance ?
Un moteur d'articulation humanoïde typique peut avoir 10 paires de pôles fonctionnant à 0-500 tr/min. Cela correspond à une fréquence fondamentale de 0-83 Hz. Même à des pointes dynamiques de 1 500 tr/min, vous atteignez ~250 Hz. Comparez cela à un moteur de traction de VE à 15 000 tr/min avec 4 paires de pôles : 1 000 Hz fondamental. La fréquence plus basse des moteurs à joints signifie que la pénalité des courants de Foucault due à des tôles plus épaisses est proportionnellement plus faible. Passer de 0,35 mm à 0,20 mm dans un moteur à joints peut permettre d'économiser 15-20% sur la perte de noyau. Passer de 0,20 mm à 0,10 mm peut permettre d'économiser encore 8-10% - mais la difficulté d'emboutissage et l'augmentation des coûts sont considérables. Le calibre doit correspondre à la fréquence réelle, et non à l'élément le plus fin disponible.
L'angle du chanfrein sur les pointes de dents affecte-t-il le crantage plus que la taille du chanfrein ?
D'après notre expérience, l'uniformité est plus importante que la dimension exacte du chanfrein. Un chanfrein uniforme de 0,3 mm à ±0,03 mm sur toutes les dents est plus performant qu'un chanfrein de 0,5 mm avec une variation de ±0,08 mm. La variation introduit une réluctance asymétrique qui crée des harmoniques de cogging que la topologie à rainures fractionnées n'a pas été conçue pour annuler. Nous maintenons la tolérance du chanfrein à un niveau plus élevé que les spécifications de la plupart des fournisseurs.
L'obliquité peut-elle éliminer la nécessité d'une conception minutieuse de la géométrie des dents ?
Non. L'obliquité supprime efficacement la composante fondamentale du cogging, mais les harmoniques d'ordre supérieur (6e, 12e, 18e) qui proviennent de l'asymétrie géométrique - bavures, ouvertures de fentes incohérentes, interverrouillages mal alignés - ne sont que partiellement atténuées par l'obliquité. Les tolérances de laminage doivent toujours être strictes. L'obliquité est une mesure additive qui ne remplace pas l'emboutissage de précision.
Quelle est la bonne approche pour spécifier les empilements de laminage pour la conception d'un nouveau moteur d'articulation de robot humanoïde ?
Partez de la carte de densité de flux de votre modèle FEA et de la gamme de fréquences de fonctionnement. Définissez la perte admissible du noyau en W/kg à un point de fonctionnement représentatif (par exemple, 1,0 T/400 Hz selon les conditions d'essai EN 10303, ou à toute fréquence correspondant au cycle de fonctionnement de votre moteur). Spécifiez la méthode d'assemblage de la pile en même temps que le matériau - il s'agit de décisions couplées. Si vous nous intégrez dans la boucle de conception avant de figer le matériau, l'épaisseur et la méthode d'assemblage de l'empilement, nous pouvons généralement identifier des possibilités de réduction des coûts sans sacrifier les performances électromagnétiques. Une fois la conception figée, nous devenons un fournisseur qui exécute une spécification verrouillée. Avant qu'elle ne soit figée, nous sommes un partenaire d'ingénierie.
Si vous développez des moteurs d'articulation pour un programme de robot humanoïde et que vous avez besoin d'empilages de tôles qui correspondent réellement aux spécifications de cogging et d'ondulation promises par votre FEA, contactez notre équipe d'ingénieurs. Nous examinerons la conception de votre moteur, recommanderons un matériau et une approche d'empilage, et établirons des devis pour des prototypes jusqu'aux volumes de production.
Cheney est un ingénieur d'application principal dévoué à Sino, avec une grande passion pour la fabrication de précision. Il est titulaire d'une formation en ingénierie mécanique et possède une vaste expérience pratique de la fabrication. Chez Sino, Cheney se concentre sur l'optimisation des processus de fabrication des piles de laminage et sur l'application de techniques innovantes pour obtenir des produits de haute qualité.
Brochure sur les nouveaux produits
Veuillez saisir votre adresse électronique ci-dessous et nous vous enverrons la dernière brochure !
Laissez les piles de pelliculage de Sino renforcer votre projet !
Pour accélérer votre projet, vous pouvez étiqueter les piles de laminage avec des détails tels que tolérance, matériel, finition de la surface, la nécessité ou non d'une isolation oxydée, quantitéet bien d'autres choses encore.