Laissez les piles de pelliculage de Sino renforcer votre projet !
Pour accélérer votre projet, vous pouvez étiqueter les piles de laminage avec des détails tels que tolérance, matériel, finition de la surface, la nécessité ou non d'une isolation oxydée, quantitéet bien d'autres choses encore.
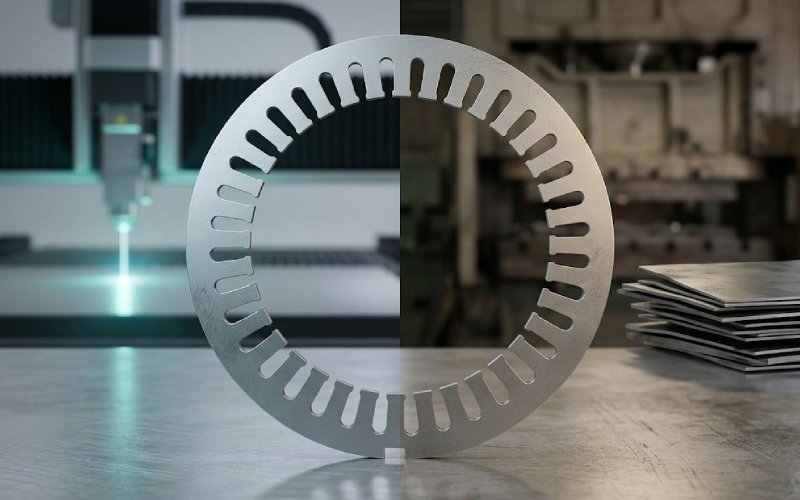
Découpe laser ou emboutissage - Laminations de moteurs : Guide de décision du prototype à la production
Si la géométrie est toujours en mouvement, tôles de moteur découpées au laser sont généralement la bonne réponse. Si la géométrie est figée et que le volume est réel, stratifiés estampés gagnent généralement. Cette partie est facile. La partie qui pose problème est le milieu. Même CAO. Même qualité d'acier à l'impression. Comportement différent du noyau après la découpe, l'empilage, l'assemblage et la mise en production. Les tracés laser suppriment généralement l'outillage dur et raccourcissent le délai d'obtention de la première pièce ; l'emboutissage ajoute un investissement en matrices et un temps de préparation, puis le rembourse grâce au débit et au coût inférieur de la pièce une fois que le volume s'est stabilisé.
C'est là que commencent les mauvaises décisions. Les équipes comparent le prix des pièces trop tôt. Ou bien elles valident les stratifications des moteurs prototypes par laser, puis supposent que les stratifications de production estampillées se comporteront comme une copie moins chère. Ce n'est souvent pas le cas. La découpe modifie le matériau près du bord. Les bavures modifient le comportement interlaminaire. L'assemblage peut endommager le revêtement ou ajouter des contraintes. C'est sur la pile, et non sur la feuille plate, que la machine fonctionne. Les études de fabrication reviennent toujours sur le même point : la découpe, l'assemblage, le recuit de détente et les étapes d'ajustement modifient tous les performances magnétiques finales.
Table des matières
Ce qui compte dans la décision de passer du prototype à la production
Modifications de la conception des prototypes de tôles de moteur
La découpe laser est synonyme de liberté. Pas de matrice. Pas de boucle de correction de matrice. Pas d'attente d'outillage chaque fois que l'ouverture de la fente, la largeur de la dent, l'épaisseur du pont ou la géométrie de l'évent change de quelques dixièmes. Il s'agit d'un processus numérique, de sorte que le coût de l'apprentissage reste principalement lié à la programmation, aux matériaux et au temps machine. C'est pourquoi les stratifiés découpés au laser conviennent parfaitement à la fabrication de prototypes, à l'examen de la conception et aux petites séries.
L'estampage est différent. Une fois que la matrice est correcte, la vitesse de production est difficile à battre. Avant que la matrice ne soit correcte, elle peut bloquer tout le programme. L'outillage augmente les coûts initiaux et la production initiale peut être retardée de plusieurs semaines, le temps que la matrice soit conçue et fabriquée. Cela ne signifie pas que l'emboutissage est une erreur. Cela signifie simplement que l'emboutissage n'est pas l'endroit idéal pour un apprentissage précoce.
Endommagement des arêtes de coupe et perte de noyau magnétique
Le découpage n'est pas neutre. La découpe mécanique introduit une déformation plastique et une contrainte résiduelle près du bord. La découpe au laser peut ajouter une zone affectée par la chaleur et une détérioration magnétique locale. Dans les deux cas, le matériau situé à proximité de la découpe ne se comporte plus comme les données nominales de la tôle figurant dans le catalogue. Les travaux publiés sur l'acier électrique montrent que l'endommagement des bords de coupe peut réduire la perméabilité et augmenter la perte près du bord, la gravité dépendant du matériau, de l'épaisseur, de l'itinéraire de coupe et des paramètres du processus.
La difficulté réside dans la largeur endommagée. Il ne s'agit pas d'un chiffre fixe. Les études documentaires font état d'une large dispersion, ce qui est important car les dents étroites et les géométries de fentes denses amplifient le problème. Certains rapports sur des matériaux découpés au laser ont mesuré une dégradation magnétique s'étendant jusqu'à environ 18 mm du bord découpé dans des conditions spécifiques. Des travaux distincts sur les bords cisaillés ont montré des zones affectées beaucoup plus petites, de l'ordre de 1 à 1,4 mm, toujours dans des conditions spécifiques. Même sujet. Chiffres très différents. Par conséquent, toute affirmation simple selon laquelle une méthode est toujours bonne ou toujours mauvaise n'est pas fondée. La géométrie joue un rôle important à cet égard.
C'est pourquoi le périmètre est plus important que le nombre de pièces. Une tôle avec des ponts étroits, des dents minces et un rainurage dense peut être plus pénalisante pour les arêtes de coupe qu'un profil plus large et plus simple fabriqué à partir du même acier. Les ingénieurs le savent dans la pratique. Les acheteurs ne le savent pas toujours. La ligne de devis indique “même matériau”. L'essai du moteur dit autre chose.
Formation de bavures et risque de court-circuit interlaminaire
La bavure n'est pas seulement un problème d'ébavurage. Dans un pile de laminage, Une bavure peut devenir un chemin de conduction entre des feuilles adjacentes. Lorsque cela se produit, la perte locale par courants de Foucault interlaminaires augmente, et l'échauffement local peut augmenter avec elle. Les études sur les tôles d'acier électriques ont traité les courts-circuits interlaminaires provoqués par les bavures comme un véritable mécanisme de perte, et non comme un défaut cosmétique.
C'est également la raison pour laquelle le contrôle à la réception peut induire les gens en erreur. Une seule feuille peut sembler acceptable. Une pile constituée de plusieurs feuilles présentant un contact répété avec des bavures est un objet différent. Si l'on ajoute la pression, l'assemblage, les dommages dus à la manipulation ou les perturbations du revêtement, le problème s'aggrave discrètement. Par conséquent, lorsque vous comparez des tôles découpées au laser avec des tôles estampées, posez la question de la pile et non de la tôle : que se passe-t-il après la compression, l'assemblage et le montage ?
Lamelles de moteur découpées au laser ou estampées
Facteur de décision
Stratifiés découpés au laser
Laminés estampés
Ce qu'il faut valider avant la diffusion
Modifications de la conception
Meilleur lorsque la géométrie est encore en mouvement
Meilleur lorsque la géométrie est gelée
Nombre de changements prévus dans la DAC
Outillage
Pas d'outillage dur
Nécessite un investissement en matrices
Volume d'équilibre et durée de vie de l'outil
Le timing de la première partie
Rapide
Ralentissement au début du programme
Risque lié au calendrier pour le prototype ou le lancement
Coût des pièces à faible volume
Généralement acceptable
Généralement médiocre une fois que l'outillage est inclus
Quantité de prototypes et nombre d'itérations
Coût à la pièce pour un volume élevé
Généralement plus élevé
Généralement inférieur
Stabilité des prévisions
Risque lié à l'état des bords
Sensible aux réglages du laser et à la densité des caractéristiques
Sensible au jeu et à l'usure des matrices
Perte de carottes sur des échantillons destinés à la production
Risque de bavure
Peut encore exister, cela dépend de la qualité de la coupe et du nettoyage.
Croît avec l'usure et les problèmes de dégagement
Contrôles de l'isolation des cheminées et des courts-circuits
Débit de production
Limitée
Haut
Besoin réel de production
Meilleure adéquation
Apprendre vite
Répétition rapide
Corrélation entre le prototype et la voie de lancement
La table est la version propre. La version réelle est plus rude. Le laser est généralement le moyen le moins risqué d'apprendre. L'estampage est généralement le moyen le moins coûteux de répéter l'opération. Les problèmes commencent lorsqu'un programme tente d'utiliser un processus pour répondre à des questions qui relèvent de l'autre.
Quand la découpe au laser des moteurs s'avère judicieuse
La découpe au laser est la solution idéale lorsque les tôles de votre prototype de moteur changent encore, lorsque vous avez besoin de plusieurs variantes de géométrie rapidement ou lorsque la pile est utilisée pour répondre à des questions de conception plutôt qu'à des questions de production. Cela comprend le réglage des fentes, les modifications de la largeur des dents, les vérifications de la largeur des ponts, les expériences d'inclinaison et les premiers travaux de comparaison électromagnétique. Le laser est également une solution pratique pour les petites et moyennes séries où l'outillage n'est pas vraiment rentable.
Mais le laser ne doit pas être considéré comme un prototype neutre pour toutes les voies de production ultérieures. Si la pièce de production doit être estampée, un prototype découpé au laser prouve la géométrie plus rapidement qu'il ne prouve le comportement de la production. Utile, oui. Complet, non. Les conceptions à périmètre élevé par rapport à la surface augmentent cet écart. Les jauges fines peuvent également le creuser.
Quand les tôles de moteur embouties prennent tout leur sens
L'emboutissage devient le meilleur choix lorsque la conception est suffisamment stable pour survivre au blocage de l'outillage et que le volume est suffisamment élevé pour amortir le coût de la matrice. À ce stade, la décision cesse d'être une question de flexibilité pour devenir une question de débit, de répétabilité et de prix à la pièce. C'est là que les stratifiés estampés gagnent leur place.
Il n'y a toujours pas de passe-droit. La qualité de l'emboutissage dépend de l'état de la matrice, de son jeu, de son usure et du contrôle des bavures. Au fur et à mesure que la matrice vieillit, la qualité des bords change. Cela peut se manifester plus tard par des problèmes de revêtement, d'isolation de la pile ou de dérive des pertes. La bonne question en matière de production n'est donc pas “L'emboutissage peut-il produire cette forme ?”. Elle est : “L'emboutissage peut-il continuer à produire cette forme après un temps d'utilisation réel ?” Question différente. Meilleure question.
Une simple vérification du volume est utile :
Volume d'équilibre ≈ coût de l'outillage ÷ (coût de la pièce laser - coût de la pièce estampée)
Cette formule est basique. L'erreur est de l'utiliser seule. Le véritable seuil de rentabilité se déplace si le rendement change, si le nettoyage des bavures devient un deuxième processus, si l'assemblage des piles modifie la perte ou si le noyau estampé n'est plus en corrélation avec le prototype laser.
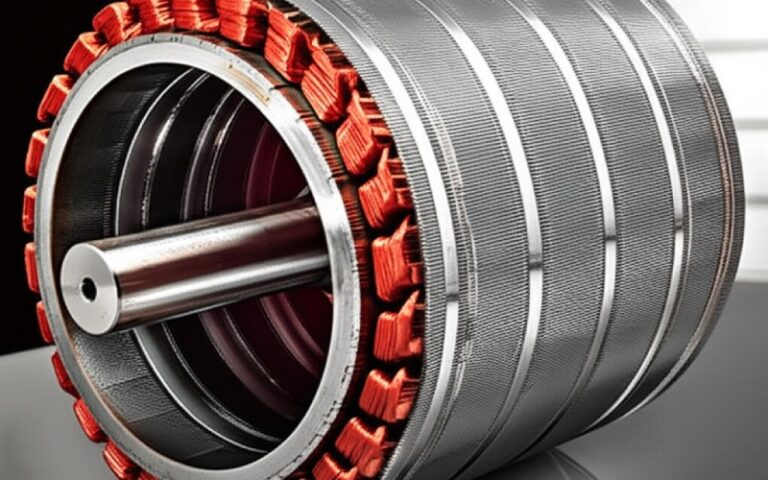
Comment l'assemblage en pile modifie les performances du laminage
Beaucoup d'erreurs de sélection se produisent parce que l'équipe s'arrête à la coupe. La pile doit encore être fixée ensemble. Le collage, l'emboîtement et le soudage ne produisent pas le même résultat magnétique. Les études sur l'assemblage de l'acier électrique laminé mettent en évidence le compromis habituel : la méthode d'assemblage doit préserver l'intégrité mécanique, mais elle peut aussi endommager le revêtement isolant, modifier la microstructure, introduire des contraintes résiduelles ou créer des voies conductrices entre les tôles.
Cela signifie que la véritable comparaison n'est souvent pas entre le laser et l'estampage. Il s'agit d'un itinéraire complet par rapport à un autre :
découpe laser + empilage collé
découpe laser + empilage soudé
estampillé + pile emboîtée
pile estampée + collée
Ces itinéraires ne sont pas équivalents. Une méthode de coupe qui semble bonne isolément peut perdre son avantage une fois que l'étape d'assemblage est fixée. L'emboîtement, par exemple, est utile d'un point de vue mécanique, mais des travaux publiés l'ont associé à une perte de fer accrue dans certains cas. Le soudage peut bien tenir le paquet, mais il peut aussi nuire aux propriétés magnétiques si la zone affectée et les dommages au revêtement ne sont pas contrôlés.
Le recuit de détente n'est pas un plan de sauvetage
Le recuit de détente peut récupérer une partie de la détérioration magnétique causée par le découpage, en particulier après un traitement mécanique. Cette détérioration est réelle. Elle a été observée dans des mesures publiées. Il est également facile de l'utiliser à tort comme excuse pour la planification. La récupération dépend du matériau, des dommages antérieurs, du profil de température, de l'atmosphère et de ce qui s'est passé avant et après le recuit. Le recuit doit donc être validé en tant que partie intégrante de l'itinéraire, et non pas être traité comme un bouton de nettoyage pour un processus en amont faible.
La règle de décision qui fonctionne dans la pratique
Utilisez des laminés découpés au laser lorsque vous êtes encore en train d'apprendre le dessin.
Utilisez les stratifiés estampés lorsque vous avez fini d'apprendre la conception et que vous êtes prêt à optimiser l'usine.
Utiliser une construction de corrélation avant la mise en service de l'outillage si le parcours du prototype et le parcours de lancement sont différents.
Et ne validez pas uniquement la feuille en vrac. Validez la pile de laminage après la découpe, après l'assemblage et dans l'état où elle sera effectivement introduite dans le moteur. C'est là que l'argument prend fin. Ou recommence.
FAQ
Les moteurs découpés au laser sont-ils suffisamment performants pour être produits ?
Parfois, oui, en particulier pour les lots de petite ou moyenne taille et les programmes à forte mixité. Mais il ne faut pas s'attendre à ce que les stratifiés découpés au laser correspondent au comportement de la production estampillée dans chaque conception, car les dommages au bord de la coupe et la réaction à la perte dépendent de la géométrie, du matériau et des paramètres du processus.
Les stratifiés estampés sont-ils toujours meilleurs pour les gros volumes ?
En général, oui. L'emboutissage a tendance à l'emporter une fois que l'outillage est justifié et que la géométrie est stable. L'usure des matrices, le contrôle du jeu et la croissance des bavures peuvent modifier la qualité au fil du temps, de sorte que le volume seul ne doit pas être le seul critère.
Quel est le plus grand risque caché dans la fabrication des piles de pelliculage ?
Risque de court-circuit interlaminaire. Les bavures, les revêtements endommagés et certaines voies d'assemblage peuvent créer des chemins conducteurs entre les tôles, ce qui augmente les pertes locales par courants de Foucault et la chaleur. La pièce plate peut encore passer l'inspection. L'empilement peut encore échouer silencieusement.
Les dommages causés par les arêtes de coupe n'ont-ils d'importance que pour les très petites caractéristiques ?
Non. Les petites caractéristiques aggravent généralement la détérioration, mais tout dessin à forte densité de bords peut la ressentir. La largeur signalée de la détérioration magnétique varie considérablement d'une étude à l'autre, et c'est précisément la raison pour laquelle les règles étroites échouent.
Les stratifications des moteurs prototypes et les stratifications de production doivent-elles utiliser le même processus ?
Pas toujours. Il peut être judicieux d'utiliser le laser pour les premiers travaux de prototypage et l'estampillage pour le lancement. L'étape manquante est la corrélation. Si le processus change, il faut le tester à nouveau sur des piles de production avant la mise sur le marché.
Le recuit peut-il tout régler après la découpe ?
Non. Cela peut aider. Il ne peut pas effacer toutes les conséquences d'une mauvaise coupe, d'un mauvais assemblage ou d'une détérioration de la pile plus tard dans l'itinéraire.
Cheney est un ingénieur d'application principal dévoué à Sino, avec une grande passion pour la fabrication de précision. Il est titulaire d'une formation en ingénierie mécanique et possède une vaste expérience pratique de la fabrication. Chez Sino, Cheney se concentre sur l'optimisation des processus de fabrication des piles de laminage et sur l'application de techniques innovantes pour obtenir des produits de haute qualité.
Brochure sur les nouveaux produits
Veuillez saisir votre adresse électronique ci-dessous et nous vous enverrons la dernière brochure !
Laissez les piles de pelliculage de Sino renforcer votre projet !
Pour accélérer votre projet, vous pouvez étiqueter les piles de laminage avec des détails tels que tolérance, matériel, finition de la surface, la nécessité ou non d'une isolation oxydée, quantitéet bien d'autres choses encore.