Laissez les piles de pelliculage de Sino renforcer votre projet !
Pour accélérer votre projet, vous pouvez étiqueter les piles de laminage avec des détails tels que tolérance, matériel, finition de la surface, la nécessité ou non d'une isolation oxydée, quantitéet bien d'autres choses encore.
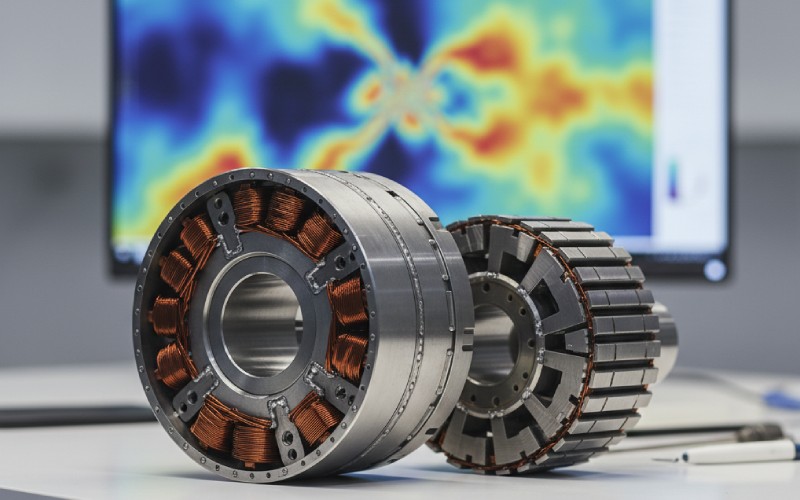
Modélisation des soudures et des verrouillages dans les simulations électromagnétiques du stator et du rotor
Si vous avez déjà eu un modèle de moteur qui regardé Si vous avez obtenu des résultats parfaits dans l'analyse par éléments finis, mais que vous avez raté de peu l'efficacité, le bruit ou la température au banc d'essai, il y a de fortes chances pour que les soudures et les verrouillages vous aient discrètement saboté. Ces petits détails de "fabrication" - soudures au laser, goujons imbriqués, caractéristiques de frettage - remodèlent le circuit magnétique et l'image des pertes bien plus que leur géométrie ne le laisse supposer. Des études ont montré que les processus de soudage et d'assemblage peuvent à eux seuls augmenter les pertes du noyau du stator de ~10-20% dans les machines industrielles, et que l'impact combiné du découpage, de l'assemblage et du frettage peut augmenter les pertes de 20-50% dans certains cas.
Dans cet article, nous allons :
Traduire welding/interlocking réalité de la fabrication en données d'entrée du modèle EM que vous pouvez réellement utiliser.
Comparer plusieurs niveaux de fidélité pour inclure les soudures/verrouillages dans les simulations du stator et du rotor.
Montrez comment ces détails influencent les pertes, l'ondulation du couple et les NVH - et quand ils sont vraiment importants.
Vous offrir un flux de travail pratique, indépendant des outils, que vous pouvez adapter à Ansys Maxwell, JMAG, COMSOL, MagNet, etc.
Table des matières
1. Ce que les soudures et les verrouillages font réellement à votre circuit magnétique
Sous le capot, un noyau stratifié veut se comporter comme un chemin magnétique magnifiquement uniforme, avec une isolation propre des tôles et de belles courbes B-H lisses. Les soudures et les assemblages brisent délibérément cet idéal : ils raccourcissent localement les tôles, introduisent des déformations plastiques et des contraintes résiduelles et modifient la façon dont les flux et les courants de Foucault se déplacent dans l'acier.
Au niveau physique, les soudures et les verrouillages :
Connecter électriquement les laminésLa présence de l'eau dans l'air est un facteur déterminant de la qualité de l'air, créant des boucles conductrices fermées qui permettent de créer des "circuits annulaires" à courants de Foucault.
Introduire les contraintes résiduelles et les déformations plastiquesce qui dégrade la perméabilité et augmente les pertes par hystérésis.
Perturbation des trajectoires des fluxsurtout près des empiècements et des racines des dents, ce qui entraîne une saturation locale et des fuites.
Modification de la rigidité et de l'amortissementqui modifie la façon dont les forces électromagnétiques se traduisent en vibrations et en bruit.
2. Aperçu des méthodes d'assemblage les plus courantes et de leurs implications en matière de gestion de l'environnement
Dans les moteurs réels, vous verrez généralement une combinaison de soudage, d'emboîtement, de collage ou de compression mécanique :
Piles de soudage laser / TIG (arcades du stator et du rotor).
Chevilles à emboîtement mécanique pressés en lamelles.
Piles de pelliculage adhésif (backlack/autocollant).
Rivets, boulons, bagues de frettage ou moulage (en particulier sur les gros rotors).
Électromagnétiquement :
Les soudures et les enclenchements ont tendance à l'augmentation des pertes de noyaux en ajoutant des courants de Foucault locaux et une hystérésis induite par la contrainte.
Les piles collées, en préservant l'isolation et en minimisant la distorsion, sont souvent réduction des pertes et du bruit par rapport aux noyaux soudés ou emboîtés.
Le découpage et l'assemblage peuvent provoquer dégradation locale plusieurs fois supérieure que le matériau vierge, en particulier près des bords de coupe et des zones de chevillage.
3. Pourquoi les modèles EM conventionnels ont des difficultés avec les soudures et les verrouillages
La plupart des modèles de FE de moteur supposent :
Une courbe B-H unique et uniforme.
Un modèle de perte de noyau homogénéisé et isotrope.
La réalité est plus confuse. C'est ce que montrent les documents sur les noyaux soudés et imbriqués :
Le soudage peut augmenter les pertes du noyau du stator d'environ 10% dans un moteur à induction de 37 kW lorsqu'il est modélisé à l'aide de données mesurées sur les anneaux soudés.
Les processus d'emboîtement peuvent augmenter la perte de fer de manière significative ; dans certaines géométries d'essai, la détérioration due à l'emboîtement est comparable ou supérieure à celle du poinçonnage lui-même.
Pour les noyaux coupés et assemblés, le fait de ne pas tenir compte de la dégradation due à la fabrication peut entraîner une sous-estimation des pertes de >50% dans le pire des cas.
Cela conduit à des problèmes typiques de modélisation :
Sous-estimation des pertes (l'efficacité semble meilleure dans l'analyse par éléments finis que sur le dynamomètre).
Mauvaise localisation des points chauds (mauvaise conception thermique car les pics de perte locaux ne sont pas pris en compte).
Ondulation du couple et déséquilibres NVH (pics de bruit mesurés sans contrepartie évidente dans la simulation).
Des compromis déroutants (par exemple, collage ou soudage) parce que votre modèle considère que toutes les méthodes d'assemblage sont électromagnétiquement identiques.
4. Les intrants indispensables : s'adresser rapidement au secteur de la fabrication
Vous ne pouvez modéliser que ce que vous connaissez réellement. Avant d'affiner un modèle EM, prenez le temps d'obtenir des données concrètes auprès des fabricants ou des fournisseurs.
Une bonne conversation "pré-simulation" devrait au moins clarifier les choses :
Technique d'assemblage pour le stator et le rotor :
Type de soudure (laser, TIG, par points) et schéma (nombre, longueur, emplacement).
Style de verrouillage (géométrie des goujons, positions, densité).
L'utilisation d'une colle ou d'un adhésif (et la température de durcissement).
Données sur les matériaux et les processus:
Qualité de l'acier et type de revêtement (NOES ou GOES, classe d'isolation).
Toutes les données disponibles sur les noyaux en anneau / Epstein pour traité matériau (coupé + soudé/interlocké).
L'application ou non d'un recuit de détente après le soudage ou l'emboîtement.
Tolérance et variabilité du modèle:
Tolérances de position typiques sur les cordons de soudure ou les enclenchements.
Variantes "problématiques" connues (par exemple, un certain schéma de verrouillage qui augmente le bruit).
En pratique, demandez :
"Où se trouvent exactement les soudures et les verrouillages sur la pile ?
"Quels sont les effets du processus sur les propriétés magnétiques locales ? Avez-vous des données d'essai ?
"Existe-t-il différentes options d'assemblage pour le même stator/rotor que l'on pourrait comparer ?
5. Options de modélisation : du "suffisamment bon" à la haute fidélité
Dans la littérature, les gens se répartissent généralement en quelques "niveaux" de modélisation lorsqu'ils traitent des soudures et des verrouillages. L'astuce consiste à choisir le niveau qui correspond à l'étape de conception et au risque.
Voici une comparaison compacte qui peut vous servir d'aide-mémoire :
Niveau de modélisation
Ce que vous faites
Ce qu'il contient
Quand c'est suffisant
Conseils de mise en œuvre typiques
L0 - Ignorer
Pas de modélisation explicite des soudures/interverrouillages ; modèle unique de B-H et de perte.
Couple global et forme de la FEM.
Dimensionnement des concepts à un stade très précoce, exploration topologique.
Ajouter des marges de conception généreuses ; ne jamais utiliser pour la prévision de la perte finale.
L1 - Des correctifs matériels efficaces
Représenter les zones soudées/imbriquées comme des régions avec des coefficients B-H et de perte modifiés en 2D/3D.
Hystérésis locale supplémentaire et pertes par tourbillon ; quelques perturbations du flux.
Estimation détaillée des pertes et cartes d'efficacité pour une conception donnée.
Propriétés effectives d'ajustement à partir d'essais ring-core / Epstein sur des échantillons soudés ou imbriqués.
L2 - Caractéristiques géométriques explicites
Modélisez les cordons de soudure ou les goujons imbriqués comme des volumes 3D réels avec une conductivité réaliste, ainsi qu'un matériau localement dégradé.
Boucles locales de courant de Foucault, flux non uniforme, distribution des pertes harmoniques.
Machines haut de gamme, entraînements à haute fréquence, applications sensibles aux NVH.
Utiliser des modèles 3D avec raffinement du maillage dans les régions de goujons/soudures ; exploiter la symétrie ; envisager des solutions transitoires ou multi-harmoniques.
L3 - Multiphysique complète (EM + stress + NVH)
Couplage de l'EF mécanique (soudure résiduelle/contrainte de verrouillage, modèle modal) au modèle EM avec B-H et magnétostriction dépendant de la contrainte.
Validation finale de modèles phares, de moteurs de traction pour véhicules électriques ou de moteurs aérodynamiques avec des limites strictes de NVH.
Cartographie des champs de contrainte dans le maillage EM ; utilisation de modèles de matériaux dépendant de la contrainte et transmission des forces EM à l'analyse NVH structurelle.
Lorsque vous essayez de "battre la concurrence", vous souhaitez généralement atteindre au moins les objectifs suivants L1 de manière fiable et ont L2 ou L3 pour vos moteurs phares.
6. Niveau 1 en pratique : zones de matériaux efficaces pour les soudures et les verrouillages
L'idée de base de L1 est simple : au lieu de redessiner chaque petite soudure ou emboîtement, vous peignez des "matériaux dégradés" sur les régions qu'ils influencent et laissez FE s'occuper du reste. Cette approche est courante dans la recherche moderne sur les effets de coupe et d'assemblage, où les gens dérivent des modèles de dégradation en fonction de la distance et les appliquent directement au niveau de l'élément.
Un flux de travail L1 pratique se présente généralement comme suit :
Étape 1 - Obtenir des données sur les matériaux transformés
Mesurer les noyaux d'anneaux fabriqués à partir de tôles de stator réelles : non soudés ou soudés ; avec ou sans verrouillage.
Extraire les courbes B-H et les coefficients de perte de noyau pour chaque cas.
Étape 2 - Construire un modèle de "zone efficace
Identifier les points de soudure/interverrouillage (par exemple, le joint de la culasse extérieure, les goujons au milieu de la culasse, les joints des pôles du rotor).
Définir des zones (par exemple, ±3-5 mm autour de chaque ligne de soudure ou cheville) où les propriétés des matériaux sont modifiées.
Étape 3 - Mise à l'échelle des propriétés
Ajustez les coefficients de perméabilité et de perte dans ces zones en fonction de vos mesures (par exemple, perte locale de +10-30%, µ légèrement réduit).
Étape 4 - Répétition des simulations EM
Évaluer les pertes totales, la densité des pertes locales, l'ondulation du couple et la distribution du flux.
Comparer avec la mesure si elle est disponible (maquette de stator avec rotor bloqué, par exemple).
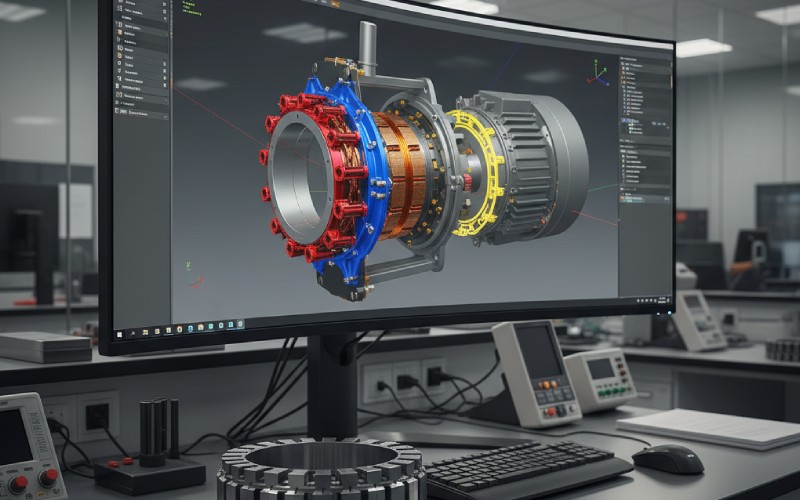
7. Niveau 2 : modélisation explicite des soudures et des chevilles à emboîtement
Au niveau L2, vous cessez de prétendre que les soudures/entretoises sont "un matériau comme un autre" et vous les dessinez réellement. C'est là que l'on reproduit des travaux tels que les modèles 3D FE de goujons à emboîtement (et les modèles 2D équivalents qui en sont dérivés) qui montrent explicitement les boucles de courants de Foucault à l'intérieur des goujons et le long de la surface de l'empilement.
Les principaux mouvements de modélisation à ce niveau :
La 3D seulement là où c'est important
Utilisez un modèle sectoriel en 3D avec quelques fentes/poteaux et des chevilles/soudures détaillées ; ne passez pas directement à un modèle à 360°.
Préservez la direction de l'épaisseur de la stratification si vous souhaitez obtenir des trajectoires de courants de Foucault réalistes.
Matériaux distincts pour l'acier, le métal soudé et les goujons
Attribuer au métal soudé une conductivité élevée et un µ approprié (souvent plus proche de l'acier saturé ou moulé).
Traiter les goujons comme une région distincte qui relie les laminations.
Résoudre correctement la dépendance temporelle
Les pertes de noyau dues à ces caractéristiques sont sensibles à la fréquence ; utilisez des solutions à pas de temps ou multi-harmoniques.
Pour les cycles d'entraînement, pré-calculer les contributions de pertes effectives en fonction de la fréquence et les réutiliser dans les modèles au niveau du système.
Résultats du rétro-portage en 2D
À partir de votre étude 3D coûteuse, dérivez une "carte de perte et de perméabilité équivalente" que vous pouvez ensuite mettre en œuvre en tant que patch de matériau de type L1 dans des simulations 2D plus rapides.
8. Questions spécifiques aux rotors : soudures, manchons et cages
Les rotors ont tendance à être modélisés plus grossièrement que les stators, mais les soudures et les joints peuvent être tout aussi importants, voire plus, car les vitesses périphériques plus élevées et les combinaisons fente/pôle amplifient les effets locaux.
Les caractéristiques communes d'assemblage spécifiques aux rotors sont les suivantes
Barres et bagues d'extrémité soudées ou moulées à cage d'écureuil.
Sabots de perche soudés ou joints de perche à perche (pour les machines à pôles saillants).
Manchons de maintien de l'aimant ou lignes de soudure axiale sur les rotors à aimant permanent.
Assemblage par rivets / boulons sur les assemblages de poteaux laminés.
Lors de la modélisation des soudures et des joints du rotor, il convient de faire attention aux éléments suivants :
Ponts à courants de Foucault entre les barres et les tôles par l'intermédiaire des soudures, ce qui a un impact sur la répartition des pertes cuivre/fer du rotor et sur l'échauffement de la cage.
Interaction biais + soudureLes soudures à proximité des fentes obliques peuvent déformer les trajectoires locales du flux et affecter l'ondulation du couple.
Contraintes liées aux manchons et aux frettesqui peut dégrader les propriétés de l'aimant et du laminage et déplacer les résonances en cas de couplage complet.
9. De la théorie aux clics : un flux de travail sans outil
Quel que soit le solveur EM que vous utilisez, un bon flux de modélisation de soudure/interverrouillage tend à suivre une colonne vertébrale similaire.
Il s'agit de "mesurer → réduire → modéliser → valider" :
Mesurer / Collecter
Recueillir des données sur les noyaux circulaires / Epstein pour :
Matériau de base.
Échantillons coupés uniquement.
Coupé + soudé.
Découpage + emboîtement (avec des motifs différents, le cas échéant).
Si vous le pouvez, mesurez les pertes de noyau sur des noyaux de stator/rotor partiellement assemblés avant le bobinage (installations d'essai à court terme, excitations toroïdales, etc.)
Réduire à des modèles
En forme distance par rapport à la caractéristique lois de dégradation : par exemple, une fonction µ(r), k_hyst(r), k_eddy(r) en fonction de la distance par rapport à la ligne de soudure ou au centre du goujon.
Pour les verrouillages, isoler les contributions de :
Tension de poinçonnage.
Formation de chevilles.
Assemblage des goujons / interconnexion (chemins de court-circuit).
Modèle en EM FE
Implémenter les patchs L1 (et éventuellement la géométrie L2) dans les modèles EM 2D/3D du stator et du rotor.
Exécuter les points de fonctionnement couvrant :
Flux et fréquence nominaux.
Sur-flux et harmoniques PWM haute fréquence, le cas échéant.
Valider et itérer
Comparer les composants simulés à vide, à rotor bloqué et à perte de noyau en charge avec les tests (ou les mesures de noyau avant assemblage).
Ajustez les facteurs de dégradation (dans des limites physiquement raisonnables) jusqu'à ce que vous fassiez correspondre de manière cohérente les mesures de perte de cœur et de température.
10. Comment la modélisation des soudures/interblocages modifie les décisions de conception
Une fois que les soudures et les verrouillages font partie de votre modèle EM, ils cessent d'être un "mal nécessaire" et deviennent des leviers de conception.
Au lieu de traiter la question "soudé ou collé ou emboîté" comme une décision purement mécanique ou de coût, vous pouvez la considérer comme une variable de conception électromagnétique :
Grâce à la modélisation détaillée, vous pouvez :
Comparer quantitativement les technologies de jonction
Exemple : des études ont montré que les noyaux de stator collés peuvent réduire les pertes de noyau de ~20-40% et réduire de manière significative le bruit acoustique par rapport aux noyaux soudés ou imbriqués dans des conceptions par ailleurs identiques.
Optimiser les schémas de soudure et d'emboîtement
Réduire le nombre de goujons imbriqués ou les placer dans des zones où la densité de flux est plus faible afin de réduire les pertes supplémentaires tout en conservant la résistance mécanique.
Ajuster l'épaisseur de l'étrier et l'emplacement de la soudure ensemble
Certaines conceptions de stators segmentés utilisent des culasses minces qui sont plus sensibles au désalignement et au placement des articulations ; les modèles FE montrent que cela peut augmenter le couple de cogging et modifier les fréquences de résonance.
Évaluer les compromis côté rotor
Par exemple, décider entre des cages soudées et des cages moulées, ou évaluer si l'ajout d'un manchon de retenue + soudures locales vaut l'augmentation possible de la perte de rotor.
En pratique, cela peut vous amener à prendre des décisions telles que :
Passer de l'emboîtement au collage pour des machines de traction pour véhicules électriques à haut rendement et à faible niveau de bruit.
Maintien des verrouillages en utilisant moins de chevilles, placées de manière optimale, tout en renforçant le support du logement.
N'utiliser le soudage que lorsque c'est absolument nécessaire d'un point de vue mécanique, et insister sur le recuit de détente lorsque les pénalités EM sont élevées.
11. Boucler la boucle : validation, NVH et orientations futures
En fin de compte, la modélisation des soudures et des emboîtements ne consiste pas tant à dessiner une CAO plus jolie qu'à faire en sorte que votre prototype virtuel se comporte comme la machine réelle - y compris ses imperfections.
Un flux de travail haut de gamme robuste se présente généralement comme suit :
Vérification de la réalité au niveau du paragraphe avec le matériel
Mesure de la perte du noyau avant l'assemblage (noyaux en anneau, tests du stator seul).
Essais complets du moteur : à vide, à rotor bloqué, points de charge ; élévation de la température et mesures du bruit.
EM + couplage structurel/NVH
Utilisez votre modèle EM tenant compte des soudures/interlocks pour générer des harmoniques de force.
Les introduire dans un modèle structurel qui également comprend les joints soudés/entrebâillés et leur rigidité/amortissement.
Comparer les spectres de vibration simulés et mesurés ; affiner à la fois la rigidité de la soudure/interlock et la modélisation de la force EM.
Raccourcis basés sur des données
Au fur et à mesure que les projets s'accumulent, vous pouvez former des modèles de substitution internes :
"Pénalité de perte en fonction du modèle de soudure" pour une famille de moteurs donnée.
"Pénalisation du bruit en fonction de la densité d'interverrouillage.
Utilisez-les pour passer rapidement en revue les options d'adhésion avant de vous engager dans un FE détaillé.
En ce qui concerne l'avenir, la recherche progresse déjà :
Modèles de matériaux couplés aux contraintes où B-H et les pertes dépendent directement des champs mécaniques locaux, intégrés dans les solveurs EM.
Affectation automatisée des mailles et des propriétés à partir de simulations de processus (par exemple, "importer les contraintes résiduelles de l'EF de soudage dans l'EF EM").
Bibliothèques de dégradation normalisées pour des nuances d'acier et des procédés d'assemblage spécifiques, afin de ne pas réinventer la roue pour chaque programme.
Cheney est un ingénieur d'application principal dévoué à Sino, avec une grande passion pour la fabrication de précision. Il est titulaire d'une formation en ingénierie mécanique et possède une vaste expérience pratique de la fabrication. Chez Sino, Cheney se concentre sur l'optimisation des processus de fabrication des piles de laminage et sur l'application de techniques innovantes pour obtenir des produits de haute qualité.
Brochure sur les nouveaux produits
Veuillez saisir votre adresse électronique ci-dessous et nous vous enverrons la dernière brochure !
Laissez les piles de pelliculage de Sino renforcer votre projet !
Pour accélérer votre projet, vous pouvez étiqueter les piles de laminage avec des détails tels que tolérance, matériel, finition de la surface, la nécessité ou non d'une isolation oxydée, quantitéet bien d'autres choses encore.