Laissez les piles de pelliculage de Sino renforcer votre projet !
Pour accélérer votre projet, vous pouvez étiqueter les piles de laminage avec des détails tels que tolérance, matériel, finition de la surface, la nécessité ou non d'une isolation oxydée, quantitéet bien d'autres choses encore.
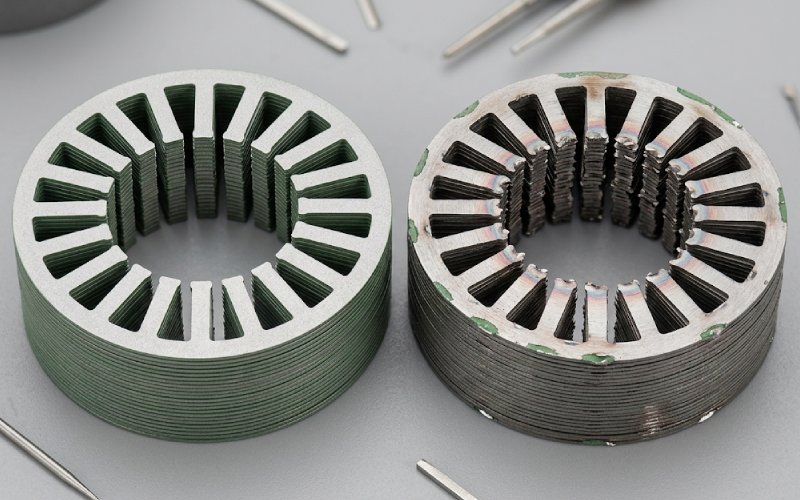
Contrôle des bavures de lamination par moteur : Prévention des courts-circuits et des pertes de fer supplémentaires dans les piles de laminage
Le contrôle des bavures de laminage motorisé ne se limite pas au contrôle de la hauteur des bavures.
En piles de laminage, La défaillance liée à la bavure commence lorsqu'un défaut de l'arête de coupe devient un chemin électrique dans des conditions d'assemblage réelles. La hauteur des bavures est importante, oui. Il en va de même pour l'endommagement du revêtement, la direction de la bavure, la pression de l'empilement, la méthode d'assemblage et la possibilité pour les tôles adjacentes de former une boucle conductrice fermée. Si la boucle se forme, le courant circulant local augmente. La perte de fer augmente avec elle. La chaleur suit.
La question utile n'est donc pas “La bavure est-elle trop haute ?” Il est “Cet empilement peut-il former des chemins conducteurs interlaminaires après compression et assemblage ?”
Table des matières
La réponse courte
Si vous avez besoin de la version rapide, utilisez ceci :
Une bavure n'est pas à elle seule la cause du problème.
Une perte de fer supplémentaire apparaît généralement lorsque des bavures, un isolant endommagé et une contrainte d'empilage se combinent pour former un chemin conducteur.
La pression de la pile et la méthode d'assemblage décident souvent si un bord marginal reste inoffensif ou se transforme en un véritable court-circuit.
La hauteur moyenne des bavures est une mesure de contrôle autonome faible.
Les premiers contrôles de production doivent porter sur la résistance interlaminaire comprimée, l'orientation des bavures, la tendance à l'usure de l'outil et toute modification récente de l'assemblage.
Quelles sont les causes des courts-circuits interlaminaires dans les piles de pelliculage ?
Les courts-circuits interlaminaires se produisent lorsque des feuilles adjacentes cessent de se comporter comme des tôles isolées et commencent à se comporter, même localement, comme un corps conducteur plus épais.
En général, la chaîne se présente comme suit :
La coupe laisse une bavure et une zone de bord endommagée.
Le revêtement isolant près du bord est affaibli, écrasé ou cassé.
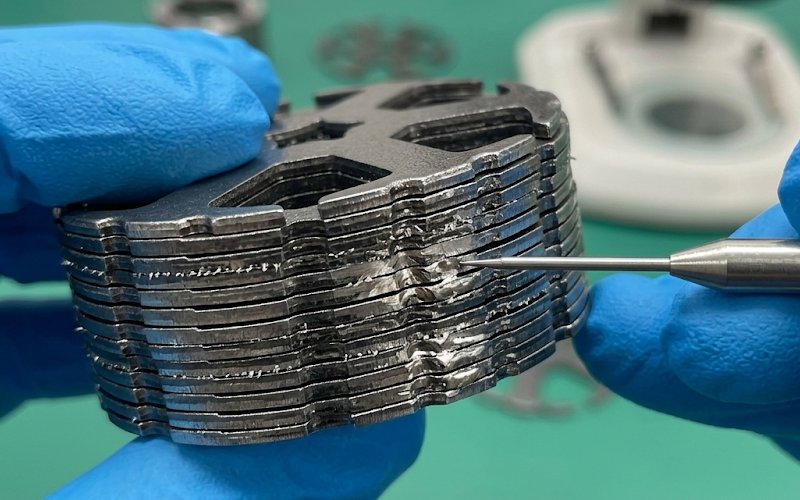
Les piles de laminage sont comprimées, soudées, collées, emboîtées ou autrement retenues.
Des points de contact se développent entre les feuilles voisines.
Un chemin conducteur fermé se forme.
Les pertes locales dues aux courants de Foucault augmentent.
Les points chauds ou la dérive inexpliquée des pertes à vide apparaissent plus tard.
Cette séquence est importante car de nombreuses équipes n'inspectent que la première étape.
Ils mesurent la hauteur des bavures. Ils approuvent la pièce. Continuer.
Ensuite, la pile est construite, comprimée plus fortement, retenue différemment, peut-être retournée d'une manière que personne n'a suivie, et la condition électrique réelle change.
Non, le contrôle des bavures n'est pas un problème de feuilles volantes. C'est un problème d'empilage final.
Pourquoi les bavures augmentent la perte de fer
Deux mécanismes se chevauchent généralement.
1. Ponts conducteurs entre les tôles
C'est le cas le plus évident. Lorsque des bavures ou des bords endommagés créent un contact métal sur métal entre les feuilles, un courant circulant peut traverser les stratifiés. Dès lors, la pile se comporte moins comme un noyau stratifié que comme une section partiellement court-circuitée. La perte locale de fer augmente en premier. La perte de masse peut augmenter plus tard. Parfois, le point chaud apparaît avant que le nombre de pertes ne soit dramatique.
2. Dommages magnétiques sur le bord de la coupe
Même sans un court-circuit interlaminaire complet, le bord coupé n'est pas magnétiquement neutre. Le processus de poinçonnage laisse une zone déformée près du bord. Le durcissement, les contraintes résiduelles et les perturbations microstructurales modifient le comportement magnétique local. Ainsi, une pile peut subir des pertes supplémentaires dues à l'endommagement des bords avant même qu'une boucle conductrice fermée ne se développe complètement.
C'est pourquoi deux pièces ayant une hauteur de bavure similaire peuvent se comporter différemment lors du test.
Même bavure nominale. État des bords différent. Survivance différente du revêtement. Pression d'assemblage différente. Résultat différent.
Ce qui compte plus que la seule hauteur des bavures
Direction de la bavure
La direction de la bavure n'est pas un élément secondaire. Elle influe sur le choix de la face à laquelle la bavure s'applique après l'empilage. Si la bavure active fait face de manière répétée à la surface revêtue la plus vulnérable, le risque de contact augmente rapidement sous l'effet de la compression.
Si l'orientation du laminage est mélangée sur la ligne ou si les feuilles sont retournées sans contrôle, le résultat électrique peut changer même si la bavure mesurée ne change pas.
Pression de la cheminée
Une bavure qui semble mineure lors de l'inspection d'une feuille volante peut devenir un véritable pont après la compression. C'est là que commencent de nombreux problèmes de qualité. La résistance à une faible force de serrage n'est qu'une partie de l'histoire. La force de serrage de production est celle qui compte le plus.
État du revêtement
Une petite bavure sur un isolant intact est un cas. La même bavure sur un revêtement écrasé ou abrasé en est un autre. Dans la pratique, la survie de l'isolation près du bord de la coupe est souvent plus importante que le nombre de bavures imprimé sur le rapport.
Méthode d'assemblage
Bonding, welding, interlocking, clinching, clamping. Aucune de ces méthodes n'est électriquement neutre. Certaines méthodes préservent mieux l'isolation sur l'ensemble de la pile. D'autres introduisent des connexions conductrices locales, une concentration de contraintes ou des dommages causés par la chaleur. Un processus mécaniquement stable peut néanmoins détériorer les performances magnétiques.
Tendance à l'usure des outils
De nouveaux outils peuvent donner une bonne image de presque tous les plans de contrôle. Le véritable test commence plus tard. La croissance des bavures, l'arrachement des arêtes et les dommages causés au revêtement ont tendance à dériver avec l'usure. Si vous n'approuvez que les échantillons de premier article, vous ne contrôlez pas le risque de bavure. Vous échantillonnez avec optimisme.
Quelle hauteur de bavure est trop élevée ?
Il n'existe pas de numéro unique valable pour toutes les piles de pelliculage.
Le seuil critique dépend de l'épaisseur de la tôle, du système d'isolation, de la forme de la bavure, de la pression d'empilage, de la géométrie de la pièce et de la méthode d'assemblage. Une bavure isolée plus haute peut poser moins de problèmes qu'une zone de contact plus basse mais plus large qui s'aplatit sous l'effet de la compression. C'est pourquoi la hauteur moyenne des bavures n'est souvent pas le principal critère de déclenchement.
Une meilleure logique de contrôle se présente comme suit :
Utiliser la hauteur des bavures comme indicateur d'alerte précoce.
La hauteur des bavures ne doit pas être le seul critère de mesure du risque électrique.
Confirmer le risque en cas de compression réelle de la pile.
Suivre les bavures par côté et par orientation, et non pas comme une moyenne fusionnée.
Augmenter la gravité lorsque la résistance interlaminaire diminue ou qu'un échauffement localisé apparaît.
Cela représente plus de travail qu'une limite de bavure unique. C'est aussi plus proche de ce que voit la pile.
Dégagement du poinçon et risque de bavure
L'élimination des poinçons doit être traitée comme une fenêtre de processus, et non comme un jeu à valeur minimale.
Un jeu trop important tend à augmenter la déformation plastique, la gravité des fractures et la formation de bavures. Un jeu trop faible peut également créer des problèmes de contraintes sur les bords. Le meilleur résultat est généralement une fenêtre qui équilibre un cisaillement propre, une formation de bavures gérable et un endommagement limité des arêtes pour le matériau et l'épaisseur spécifiques utilisés.
La mauvaise question est donc la suivante :
“Quel est le meilleur dégagement universel ?”
La meilleure question est la suivante :
“Quelle fenêtre de dégagement permet d'obtenir une morphologie acceptable des arêtes, une survie stable du revêtement et un faible risque électrique après compression pour cette nuance d'acier, cette épaisseur et cet état de l'outil ?”
Cette formulation est moins commode. C'est celle qui fonctionne.
Les contrôles de production qui comptent le plus
Lorsque la perte à vide augmente ou qu'une pile commence à présenter un comportement inexpliqué de points chauds, procédez à des inspections dans l'ordre suivant.
1. Vérifier la dérive d'usure de l'outil
Ne vous lancez pas dans des théories sur la conception du moteur à moins que les preuves du processus n'aillent dans ce sens. Vérifiez d'abord si l'état des poinçons, l'intervalle de réaffûtage, la qualité des arêtes ou l'évolution des bavures ont changé.
2. Vérifier le côté bavure et l'orientation de la stratification
Confirmez la façon dont les feuilles sont réellement empilées. Et non de la manière dont la fiche de processus indique qu'elles doivent être empilées. Une orientation mixte peut modifier discrètement le comportement du contact.
3. Vérifier la résistance interlaminaire comprimée
Tester sous une force d'empilage représentative. Les contrôles électriques des feuilles détachées sont utiles, mais ils ne sont pas suffisants.
4. Vérifier l'endommagement du revêtement près du bord
Recherchez des isolants écrasés, grattés ou affectés thermiquement près des bords de coupe et des points de jonction.
5. Vérifier les modifications récentes de l'adhésion
Un changement de paramètre de soudage, une modification du schéma de retenue ou un ajustement de l'interverrouillage peut transformer une arête précédemment acceptable en une arête à court risque.
6. Vérifier l'échauffement localisé, et pas seulement la perte totale
Les chiffres de pertes globales peuvent cacher des problèmes locaux. Une pile avec un développement précoce de points chauds peut révéler la vérité plus tôt que le chiffre moyen des pertes.
Cette séquence permet de gagner du temps car elle suit la façon dont les défauts de bavure entrent généralement dans la pile : bord, isolation, compression, retenue, puis chaleur.
Une table de contrôle pratique pour le risque de bavures dans les piles de laminage
Poste de contrôle
Ce qu'il vous dit
Ce qui manque
Meilleure utilisation des décisions
Hauteur moyenne des bavures
Tendance générale à la détérioration des bords
Formation de boucles, survie du revêtement, effet de compression
Utiliser comme signal d'avertissement et non comme logique de déclenchement final
Burr by side
Quelles sont les surfaces d'accouplement les plus dangereuses ?
Mélange d'orientation pendant l'empilage
Suivre séparément le côté du poinçon et le côté de la matrice
Durée de vie de l'outil
Dérive liée à l'usure dans la production
Conséquence électrique réelle
Associer à l'inspection des bords et aux contrôles de résistance
Morphologie des bords
Zone de cisaillement, qualité de la fracture, déchirure, forme de la bavure
Comportement électrique de la pile finale
Utiliser pour valider la fenêtre de dégagement et la synchronisation du réaffûtage
Résistance à la feuille volante
Condition d'isolation de base
Comportement de contact compressé réel
Ne jamais utiliser comme seul écran électrique
Résistance interlaminaire comprimée
Risque réel de court-circuit sous charge
Gravité thermique locale dans le temps
Meilleur outil de dépistage avant les spectacles avec perte totale de performance
Audit du processus d'adhésion
Risque induit par la contrainte et dommages au revêtement
Défauts locaux aléatoires loin de l'articulation
Révision en cas de modification de la tendance des pertes après l'assemblage
Résultat de la perte à vide
Symptôme au niveau du système
Localisation de la cause première
A utiliser comme confirmation et non comme premier diagnostic
Dépistage des points chauds thermiques
Visibilité des failles localisées
Source géométrique exacte du contact
Utile lorsque la dérive des pertes est incohérente ou tardive
Comment contrôler le risque de bavure en production sans perdre de temps ?
Le plan d'inspection doit correspondre à l'évolution du défaut.
Commencez par le bord. Passez ensuite à la pile. Passez ensuite au noyau assemblé.
Au stade de la découpe
Vérifier :
hauteur des bavures côte à côte
déchirure des bords
cohérence des fractures
état du revêtement près du bord
dérive de l'usure des outils par lot de production
Au stade de la pile
Vérifier :
contrôle de l'orientation du laminage
résistance interlaminaire comprimée
comportement de contact sensible à la pression
modèle de retenue et cohérence de la densité de la pile
Après avoir rejoint
Vérifier :
endommagement local du revêtement
soudure ou emboîtement d'influences près des bords
dérive des pertes par rapport à la situation de référence avant la jonction
la non-uniformité thermique précoce
Une erreur fréquente consiste à sauter l'étape intermédiaire. Les équipes inspectent les pièces coupées, puis passent directement aux données du moteur en fin de ligne. L'étape de conversion de la défaillance n'est donc pas observée. Or, cette étape est généralement la compression et l'assemblage.
Pourquoi la méthode d'assemblage peut-elle modifier le résultat électrique ?
Le même bord de laminage peut se comporter d'une certaine manière dans un empilement collé et d'une autre manière dans un empilement soudé ou mécaniquement imbriqué.
Cela ne devrait pas être surprenant, mais c'est souvent traité comme tel.
L'adhésion permet de réaliser trois choses à la fois :
modifie la distribution locale de la pression
modifie la survie de l'isolation à proximité des points de retenue
modifie si les tôles restent séparées électriquement
Ainsi, lorsque la perte de fer liée à la bavure apparaît après un changement d'assemblage, la bonne conclusion n'est pas toujours “la bavure s'est aggravée”. Parfois, l'arête est restée similaire et les conditions de retenue ont changé.
La pile ne se préoccupe pas de savoir à quel département appartient la cause.
Le recuit peut-il remédier aux pertes liées à la bavure ?
Parfois, cela aide. Parfois, elle est moins efficace que ce que les gens espèrent.
Le recuit peut récupérer une partie des dommages magnétiques causés par les contraintes de coupe. Il peut améliorer la perte liée aux bords qui provient de la déformation et du durcissement. Mais il n'élimine pas comme par magie les ponts conducteurs qui subsistent après l'empilage et l'assemblage. Si le problème est un chemin de contact interlaminaire réel, le recuit n'est pas un substitut à la réparation de l'état des bords ou de l'état de l'assemblage qui a créé le pont.
Utilisez le recuit pour réparer les dommages le cas échéant. Ne l'utilisez pas comme une permission d'accepter un contrôle instable des bavures.
La règle de décision dont la plupart des équipes ont réellement besoin
Utilisez cette règle simple :
Si le contrôle des bavures n'est défini que par la géométrie, la pile est sous-contrôlée. Si le contrôle des bavures est défini par la géométrie et le comportement électrique sous compression, la pile est plus proche d'être contrôlée.
FAQ
Quelle est la principale cause des courts-circuits liés aux bavures dans les piles de laminage ?
La cause principale n'est pas la hauteur des bavures. Le véritable élément déclencheur est le contact conducteur entre les tôles adjacentes après la compression ou l'assemblage. Les bavures sont importantes parce qu'elles contribuent à créer ce contact, en particulier lorsque le revêtement isolant près du bord est endommagé.
Une petite bavure peut-elle encore entraîner une perte de fer supplémentaire ?
Oui. Une petite bavure peut toujours contribuer à une perte de fer supplémentaire si elle endommage l'isolation, s'aplatit sous la pression ou participe à un chemin conducteur fermé. Une bavure visiblement plus grande n'est pas toujours la plus dangereuse.
Qu'est-ce qui doit être mesuré en premier dans la production ?
Commencez par la tendance d'usure de l'outil, les bavures latérales, l'orientation de la stratification et la résistance interlaminaire comprimée. Si ces éléments dérivent, le résultat de la perte en bout de ligne est généralement un symptôme tardif, et non le premier signal utile.
La hauteur moyenne des bavures est-elle un bon critère de déclenchement ?
Il est utile en tant que mesure de tendance, mais faible en tant que critère de libération autonome. Elle ne permet pas de savoir si la pile de laminage finale formera des chemins conducteurs sous la pression réelle de l'assemblage.
Comment la pression de la pile affecte-t-elle le risque de bavure ?
La pression exercée sur les piles peut transformer des défauts marginaux sur les bords en véritables ponts électriques. Une pile qui semble acceptable lors de l'inspection des feuilles détachées peut se rompre lorsque les forces de compression mettent en contact les bords endommagés.
La méthode d'assemblage a-t-elle une incidence sur la perte de fer liée aux fraises ?
Oui. La méthode d'assemblage peut modifier la répartition de la pression, la survie de l'isolation et le contact électrique entre les laminés. Cela signifie que le même bord coupé peut se comporter différemment après le collage, le soudage, l'emboîtement ou le serrage.
La perte à vide peut-elle augmenter sans qu'il y ait un problème évident de bavure ?
Oui. Une perte à vide supplémentaire peut provenir d'un dommage magnétique sur le bord de la coupe, d'une rupture locale de l'isolation ou d'un contact induit par la contrainte, même si la hauteur de la bavure ne semble pas extrême à elle seule. C'est pourquoi la morphologie des arêtes et les contrôles électriques comprimés sont importants.
Quand faut-il utiliser les tests de résistance interlaminaire comprimée ?
Utilisez-le chaque fois que la tendance à la bavure augmente, que l'usure de l'outil dérive, que les conditions d'assemblage changent ou que la perte à vide commence à se déplacer sans explication claire de la conception. Il s'agit de l'un des tests les plus utiles pour distinguer une variation inoffensive des bords d'un risque réel de court-circuit au niveau de la pile.
Dernier point à retenir
Le contrôle des bavures de laminage des moteurs doit être défini comme suit prévention des courts-circuits dans la pile de laminage finie, Le contrôle de la hauteur des bavures sur les feuilles individuelles n'est pas aussi simple que cela.
Ce changement change tout.
Il modifie ce que vous inspectez. Il modifie les tendances. Il change lorsque vous arrêtez la ligne. Il modifie les parties “acceptables” qui ne le sont pas réellement.
Une fois que cela devient la norme, la perte de fer supplémentaire ne semble plus aléatoire.
Cheney est un ingénieur d'application principal dévoué à Sino, avec une grande passion pour la fabrication de précision. Il est titulaire d'une formation en ingénierie mécanique et possède une vaste expérience pratique de la fabrication. Chez Sino, Cheney se concentre sur l'optimisation des processus de fabrication des piles de laminage et sur l'application de techniques innovantes pour obtenir des produits de haute qualité.
Brochure sur les nouveaux produits
Veuillez saisir votre adresse électronique ci-dessous et nous vous enverrons la dernière brochure !
Laissez les piles de pelliculage de Sino renforcer votre projet !
Pour accélérer votre projet, vous pouvez étiqueter les piles de laminage avec des détails tels que tolérance, matériel, finition de la surface, la nécessité ou non d'une isolation oxydée, quantitéet bien d'autres choses encore.