Laissez les piles de pelliculage de Sino renforcer votre projet !
Pour accélérer votre projet, vous pouvez étiqueter les piles de laminage avec des détails tels que tolérance, matériel, finition de la surface, la nécessité ou non d'une isolation oxydée, quantitéet bien d'autres choses encore.
Machines à flux axial : arcades segmentées pour le stator et le rotor
Les culasses de stator et de rotor segmentées ne sont plus une curiosité de niche ; c'est ce qu'il faut faire lorsque la densité du couple, les limites thermiques et la fabricabilité commencent à se disputer et qu'il faut gagner sur les trois tableaux à la fois.
Vous connaissez déjà l'histoire habituelle du flux axial : couple élevé par masse, machine courte, mécaniquement difficile, thermiquement stressée. Vous avez vu les diagrammes clairs des machines à induit segmenté et sans axe (YASA) et lu les arguments de vente des vendeurs de moteurs. Ce qui tend à manquer, c'est un regard franc sur la façon dont la segmentation des culasses du stator et du rotor modifie les contraintes réelles pour lesquelles vous concevez, et où les beaux diagrammes cessent tranquillement de correspondre à la réalité.
C'est le point de vue d'un ingénieur en exercice sur cette lacune.
Table des matières
1. Pourquoi tout le monde continue à couper les empiècements en morceaux
Les travaux originaux de YASA ont montré que l'élimination de la culasse continue du stator et son remplacement par des dents discrètes enveloppées dans des enroulements concentrés permettent d'obtenir un remplissage en cuivre très élevé, des enroulements terminaux plus courts et moins de masse de fer, de sorte que la densité du couple augmente considérablement par rapport aux machines à tore classiques. Les revues modernes continuent de confirmer le même schéma : si vous recherchez la densité de puissance, un stator sans yok ou segmenté est presque toujours en haut de la liste.
Mais la tendance la plus intéressante dans les articles et les brevets récents est que la segmentation est sortie du problème purement électromagnétique.
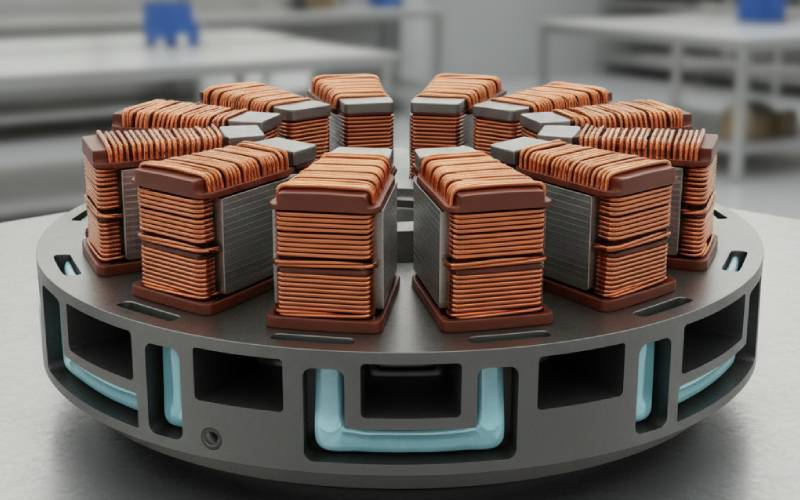
Les dents du stator deviennent des modules thermomécaniques individuels, souvent dotés de leurs propres patins en composite magnétique doux (SMC) qui touchent le boîtier refroidi. Les culasses de rotor sont divisées en modules circonférentiels avec leurs propres segments de fer arrière et leurs piles d'aimants, boulonnés à un disque porteur pour faciliter l'assemblage et la réparation. Dans les machines à haut rendement comme les prototypes récents de YASA, la topologie est empilée en systèmes multi-rotors et multi-stators où la segmentation est autant une question de refroidissement et de fabrication qu'une question de flux.
Ainsi, au lieu de dire "la segmentation augmente la densité du couple", il serait plus honnête de dire que la segmentation échange la continuité magnétique contre le contrôle de trois autres éléments à la fois : la géométrie du bobinage, les chemins thermiques et la façon dont vous construisez ou entretenez le moteur.
Une fois cet échange accepté, les empiècements du stator et du rotor commencent à être négociables.
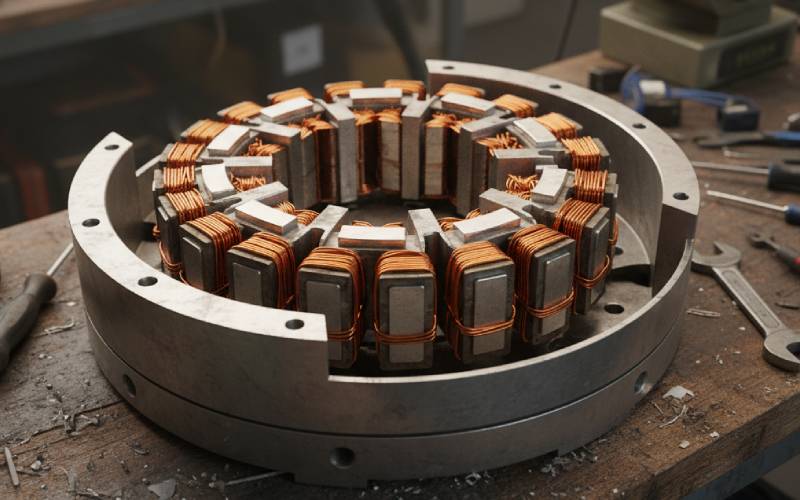
2. Arcades de stator segmentées : de l'anneau aux modules
Les stators classiques à flux axial utilisent un anneau laminé continu sur lequel des dents sont estampées. Il est électromagnétiquement propre, structurellement rigide et difficile à enrouler ou à refroidir. Vous avez fait cette danse.
Les alternatives segmentées se répartissent grosso modo en deux catégories.
Tout d'abord, le "véritable" induit segmenté sans yok : des dents séparées avec des bobines, portées par un disque structurel non magnétique, sans aucune culasse statorique continue. C'est le modèle YASA d'Oxford et d'UGent, et il est maintenant bien couvert par la littérature. Les dents ne voient le flux qu'à travers leurs propres chemins vers les aimants en face ; il y a très peu de partage de flux circonférentiel entre les dents. Le prix à payer est que le boîtier et la résine ou le SMC utilisés pour le support font désormais partie de la structure mécanique, même si, d'un point de vue électromagnétique, ils sont en grande partie hors du tableau.
Deuxièmement, des modules de culasse segmentés qui se comportent toujours comme des pièces d'un anneau. Le récent brevet US20230047862A1 en est un bon représentant : chaque segment de stator est un noyau stratifié à l'intérieur d'un manchon SMC avec des patins polaires à chaque extrémité axiale, les patins entrant en contact avec un boîtier extérieur à enveloppe d'eau. Les laminations permettent de réduire les pertes du noyau ; le SMC permet de sculpter des patins en biais ou en forme de V et de pousser la chaleur directement dans le boîtier. Les fentes entre les segments peuvent être droites, inclinées, en forme de Z ou de V pour réduire le couple de cogging et le contenu harmonique sans avoir recours à des dispositions de bobinage bizarres.
Du point de vue du design, le message est simple mais légèrement inconfortable.
La "culasse du stator" n'est plus un simple anneau que l'on dimensionne une seule fois à partir des contraintes B-t. Il s'agit d'un champ de sources de chaleur et de flux discrets, situé dans un échafaudage structurel et thermique dont vous pouvez - et probablement devez - abuser.
Si vous considérez ces segments uniquement comme des versions réduites d'une dent d'empiècement continue, vous les sous-utiliserez.
3. Segmentation de la culasse du rotor : pas seulement une question d'aimants
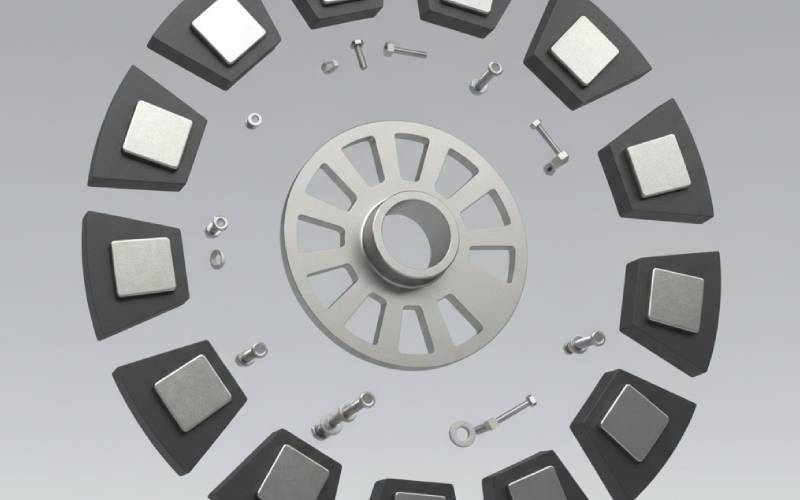
Par rapport aux stators, les culasses des machines à flux axial sont restées plus longtemps conservatrices. De nombreux moteurs de type YASA utilisent encore des disques d'acier pleins comme culasse de rotor, sur lesquels sont collés des aimants de surface segmentés ou des réseaux Halbach. Il y a de bonnes raisons à cela : le rotor est soumis à des contraintes centrifuges, le flux veut une trajectoire de retour propre et la fabrication aime les disques plats.
Des brevets tels que le CN110945752B montrent la voie à suivre. Le rotor est construit à partir de modules circonférentiels : chaque module comporte un segment de fer arrière et un ensemble d'aimants à pôles alternés, la longueur du segment étant inférieure à la circonférence totale, de sorte que plusieurs modules forment la base du rotor.
D'un point de vue électromagnétique, la segmentation de la culasse du rotor a trois effets principaux.
Tout d'abord, il introduit une modulation de la réluctance circonférentielle. Le flux d'une dent préfère maintenant se refermer sur le segment de rotor le plus proche, et il y a de petits "espaces" dans le fer arrière entre les modules. Lorsque le nombre de combinaisons fente/pôle est faible, cela peut être utilisé délibérément comme un faible effet de vernier ou comme une poignée supplémentaire sur le cogging. Lorsque le nombre de pôles est plus élevé, cela devient une autre harmonique qu'il faut garder à l'esprit.
Deuxièmement, il rompt les chemins des courants de Foucault dans la culasse, ce qui commence à avoir de l'importance lorsque la fréquence électrique grimpe à plusieurs centaines de hertz et plus, ou lorsque des structures Halbach sont utilisées et que le flux du fer arrière oscille fortement. La recherche sur les machines AFPM sans noyau et Halbach continue à mettre en évidence la perte de joug du rotor comme une part non négligeable du budget ; la segmentation de la culasse est l'un des moyens les plus propres de limiter cette perte sans recourir à des matériaux exotiques.
Troisièmement, il fait du rotor un kit. Il est possible d'échanger des modules, de modifier le nombre de pôles ou de remplacer des paquets d'aimants endommagés sans avoir à mettre au rebut un disque complet. Cela semble être une préoccupation d'ingénieur de production, mais cela se répercute sur la conception électromagnétique, car vous pouvez expérimenter plus agressivement les rapports d'arc polaire et les formes d'aimant lorsque le résultat est "changer le dessin d'un module" au lieu de "redessiner un disque de rotor de 600 mm".
Le risque mécanique est évident : plus de joints, plus de boulons, plus de chaînes de tolérance. Mais si vous concevez déjà un stator composé de vingt ou trente modules de composites et de cuivre, considérer le rotor comme sacré et monolithique relève parfois de l'inertie.
4. Lorsque la segmentation du stator et du rotor commence à se parler
Une fois que les deux côtés de l'entrefer sont découpés en modules, le schéma de ces découpes compte autant que la combinaison fente/pôle que vous avez fièrement optimisée.
Quelques observations pratiques, en sautant les dérivations étendues que vous savez déjà rédiger.
Si le pas des dents du stator et le pas des segments du rotor partagent un faible multiple commun, vous obtenez des "points chauds" circonférentiels distincts dans la densité de flux des dents. Les pics B locaux se multiplient là où les écarts du rotor et les centres des dents s'alignent. Cela peut être utile si l'on souhaite une certaine modulation du champ, mais cela se traduit généralement par une saturation inégale des dents et une ondulation du couple à une harmonique particulière de l'excentricité.
Si vous décalez les segments du rotor d'une demi-dent ou d'une autre fraction, vous obtenez effectivement une inclinaison circonférentielle sans incliner aucun aimant. Plusieurs brevets de rotors modulaires y font allusion en autorisant des longueurs de modules multiples et des schémas de décalage optionnels ; aucune formule n'est donnée, mais l'idée est suffisamment claire. Combiné aux fentes de stator en forme de V ou de Z du brevet sur les noyaux segmentés, vous pouvez obtenir une grande partie de la réduction du couple de cogging de l'obliquité classique avec un outillage plus facile à estamper ou à presser.
Si les deux côtés sont segmentés et supportent une certaine forme d'obliquité, vous devez prendre une décision consciente quant à celui qui "possède" la réduction du cogging. Le fait de répartir la responsabilité de manière aléatoire tend à produire une machine qui simule bien une géométrie parfaite, mais qui est très sensible à la dispersion de l'assemblage, parce que l'annulation délicatement équilibrée suppose des relations angulaires exactes entre les modules.
Un raccourci mental utile consiste à attribuer des rôles. Laissez la segmentation du stator s'occuper du cuivre, du refroidissement et de la majeure partie du travail de cogging ; laissez la segmentation du rotor s'occuper de l'emballage de l'aimant, des pertes de la culasse et de la fabricabilité. Cela ne vous donne pas un optimum de forme fermée, mais cela vous évite de courir après des harmoniques fantômes.
5. Comparaison des architectures d'étrier dans la pratique
Le tableau ci-dessous résume ce que les concepteurs font réellement aujourd'hui, plutôt que ce que des croquis idéalisés suggèrent.
Aspect
Culasses continues du stator et du rotor
Stator segmenté, culasse de rotor pleine (type YASA)
Stator segmenté et culasses de rotor modulaires
Cas d'utilisation typiques
AFPM industriel, faible volume, densité de couple modérée
Traction des véhicules électriques, démonstrateurs aéronautiques, machines à haute densité de couple
Entraînements modulaires, pompes/soufflantes, produits à haute variabilité, travaux de prototypage agressifs
Potentiel de densité de couple
Bonne, limitée par des enroulements terminaux longs et une masse de fer plus importante
Très élevé en raison de la concentration des enroulements, de la réduction du fer du stator et des options à double rotor.
Similaire ou supérieure à celle du type YASA si les pertes du rotor et les limites mécaniques sont contrôlées
Pertes dans le noyau et l'aimant
Relativement facile à prévoir ; les empiècements continus favorisent un flux régulier.
Les pertes du noyau du stator sont localisées au niveau des dents ; les pertes par courants de Foucault de l'aimant peuvent dominer si elles ne sont pas segmentées.
Courants de Foucault du rotor réduits par la segmentation ; risque de fuite supplémentaire entre les modules
Trajet thermique
Anneau de fer au boîtier ; refroidissement du bobinage souvent indirect
Dents ou sabots SMC dans le boîtier, plus refroidissement eau/huile du boîtier et parfois caloducs
Les segments de stator et les modules de rotor peuvent être liés à des supports refroidis ; plus de boutons de conception, plus de gradients locaux
Fabrication
Stratification simple ; l'enroulement et l'assemblage peuvent nécessiter beaucoup de travail.
Les dents sont enroulées individuellement, puis mises en pot ou serrées ; elles se prêtent bien à l'automatisation, mais l'outillage est spécialisé.
Rotor et stator construits à partir de modules reproductibles ; souplesse pour les variantes, mais les tolérances d'assemblage et le contrôle des processus sont exigeants.
Service et variantes
L'ensemble du stator ou du rotor est généralement remplacé en une seule fois.
Les dents du stator sont remplaçables avec effort ; le rotor est généralement d'une seule pièce.
Les modules individuels peuvent être échangés ; le nombre de pôles et leur diamètre peuvent être modifiés en fonction du nombre de modules et de la géométrie du support.
NVH et ondulation du couple
Dominée par le choix de la fente/pôle et la forme de l'aimant
Harmoniques spatiales supplémentaires dues aux dents segmentées ; atténuées par la mise en forme de l'aimant et de la fente.
Harmoniques provenant de la segmentation du stator et du rotor ; nécessite une gestion délibérée des phases entre les modèles.
On pourrait envisager une quatrième colonne pour les machines à flux axial sans noyau, mais celles-ci se situent dans un espace de conception légèrement différent et échappent en grande partie à la discussion sur l'étrier.
6. Des habitudes de conception qui vieillissent mal avec des empiècements segmentés
Certaines habitudes issues de la pensée continue vous induisent subtilement en erreur lorsque vous passez aux stators segmentés et aux rotors modulaires.
Traiter le support du stator comme un support "uniquement mécanique" est l'une d'entre elles. Dans les conceptions de stator segmenté, le chemin structurel entre la dent et le boîtier passe souvent par des sabots en SMC, de la résine ou une fine bague en acier. Ce chemin détermine non seulement la rigidité mécanique, mais aussi la constante de temps thermique de chaque dent. Le brevet utilisant des manchons en SMC exploite explicitement cet aspect : Le SMC assure à la fois la conduction magnétique là où elle est nécessaire et un pont thermique contrôlable dans un boîtier à enveloppe d'eau. En ignorant ce couplage, on obtient des simulations qui sont correctes pendant deux secondes et erronées pendant le reste du cycle de travail.
Une autre habitude consiste à dimensionner le fer arrière du rotor comme s'il s'agissait d'un anneau uniforme. Dans les rotors modulaires, la section efficace pour le flux est une fonction périodique de l'angle ; certains modules peuvent transporter plus de flux que d'autres si la disposition du stator, l'arc polaire et les bordures des modules sont mal alignés. Un moyen simple de détecter rapidement ce phénomène consiste à utiliser un réseau de réluctance circonférentiel en 2D dans lequel chaque module de rotor possède son propre élément de fer arrière et de voir comment le flux se répartit avec quelques combinaisons d'encoches et de pôles. Ce modèle ne remportera pas de prix, mais il permettra de repérer des modèles peu esthétiques avant que vous n'ayez investi du temps dans des maillages 3D par éléments finis.
Une troisième habitude : trop compter sur l'inclinaison de l'aimant pour contrôler le couple. Les brevets de stator segmenté permettent désormais d'obtenir des ouvertures de fente façonnées, des sabots obliques et même des trajectoires en Z, tous intégrés dans la géométrie de la dent. En combinaison avec la segmentation du rotor, il est souvent possible de conserver des aimants simples et mécaniquement robustes tout en transférant la majeure partie du contrôle de l'ondulation dans le fer statique. Cela simplifie l'approvisionnement et l'assemblage des aimants, ce qui est d'autant plus important lorsque l'on se dirige vers les volumes de production dont parlent YASA, Mercedes et d'autres.
7. Densité thermique et densité de courant : comment la segmentation a changé la donne
Les récents moteurs à flux axial de classe record ne réussissent pas parce que quelqu'un a trouvé un nouvel aimant magique. Ils s'appuient fortement sur la topologie et le refroidissement, et la segmentation des culasses du stator et du rotor est intégrée à ces deux éléments.
Les prototypes actuels de YASA, par exemple, font état de densités de puissance supérieures à 40 kW/kg, les unités ultérieures atteignant des prétentions de l'ordre de 59 kW/kg, à des densités actuelles qui paraîtraient agressives dans un catalogue industriel traditionnel. Des analyses indépendantes qui reconstituent la géométrie à partir de photos et de données sur les matériaux typiques aboutissent à la même conclusion : c'est l'empilement de plusieurs étages sans yok et leur refroidissement très direct qui rendent ces chiffres plausibles.
Une fois que les dents du stator sont des modules séparés, il est possible d'enrouler étroitement du cuivre autour de chacune d'entre elles, de laisser des espaces contrôlés pour l'huile ou le liquide de refroidissement et d'acheminer la chaleur directement dans un boîtier refroidi. Avec des sabots SMC ou des caloducs entre les dents et le boîtier, comme dans les travaux récents du MDPI, le chemin thermique devient suffisamment court pour que 40 à 60 A/mm² dans le cuivre soient supportables pour des cycles de fonctionnement significatifs, à condition que vous soyez honnête quant à votre budget d'élévation de température.
La segmentation du rotor est également utile à cet égard. En divisant le fer arrière et les piles d'aimants en modules, on obtient une plus grande surface et davantage d'options pour acheminer l'huile ou le gaz de refroidissement à travers le support du rotor, et on limite la densité des pertes par courants de Foucault qui, autrement, transformerait un disque de rotor lisse en un appareil de chauffage à haute fréquence. Pour les vitesses de pointe très élevées, on peut même envisager d'utiliser différents matériaux pour différents modules, en échangeant la marge de saturation contre la résistance mécanique pour chaque module plutôt que pour l'ensemble du disque.
L'effet net est que la densité de courant et les limites thermiques ne sont plus dictées principalement par la région la moins bien refroidie d'un arcade continue. La segmentation vous permet d'orienter la capacité de refroidissement là où les pertes sont les plus importantes. Il s'agit là d'un changement discret mais important.
8. L'évolution probable de la situation
Le pipeline de recherche est déjà plein de variantes qui poussent la segmentation dans de nouvelles directions : des dents segmentées avec des parties internes et externes séparées pour résoudre le déséquilibre de densité du flux radial, des machines hybrides à flux axial et radial avec des stators modulaires SMC, et des conceptions sans fer à plusieurs étages destinées à la propulsion des avions. Des études comparatives continuent de montrer que les structures d'armature sans yok et segmentées surpassent les structures à flux axial plus conventionnelles en termes de densité de couple et souvent d'efficacité, une fois que l'on accepte la complexité de la fabrication.
Sur le plan industriel, les moteurs de YASA passent du stade de la voiture conceptuelle à celui de la production en série avec Mercedes, Lamborghini, Ferrari et d'autres, et les brevets publics montrent que la modularité du stator et du rotor est de plus en plus prononcée, et non de moins en moins. Pour les machines de petite et moyenne puissance, les kits modulaires de rotor et de stator décrits dans le document CN110945752B et les dépôts connexes laissent entrevoir des familles de produits où le nombre de pôles et le diamètre ne sont que des paramètres de configuration plutôt que de nouveaux numéros de pièces.
Par conséquent, si vous travaillez aujourd'hui sur le flux axial, il est raisonnable de supposer que la "culasse continue, rotor à disque simple" deviendra peu à peu la base des conceptions conservatrices, et non la limite supérieure de ce qui est pratique.
9. Un message court et direct
Si vous conservez les culasses monolithiques, vous obtiendrez des modèles et un outillage plus simples, mais vous pourrez toujours construire des machines à flux axial respectables. Si vous acceptez des culasses segmentées pour le stator et le rotor, vous obtenez un espace de conception plus désordonné, mais aussi un contrôle plus fin de la géométrie du cuivre, des trajectoires thermiques et de la fabricabilité.
Les recherches récentes et les moteurs qui entrent discrètement en production montrent que ce problème mérite d'être résolu.
Cheney est un ingénieur d'application principal dévoué à Sino, avec une grande passion pour la fabrication de précision. Il est titulaire d'une formation en ingénierie mécanique et possède une vaste expérience pratique de la fabrication. Chez Sino, Cheney se concentre sur l'optimisation des processus de fabrication des piles de laminage et sur l'application de techniques innovantes pour obtenir des produits de haute qualité.
Brochure sur les nouveaux produits
Veuillez saisir votre adresse électronique ci-dessous et nous vous enverrons la dernière brochure !
Laissez les piles de pelliculage de Sino renforcer votre projet !
Pour accélérer votre projet, vous pouvez étiqueter les piles de laminage avec des détails tels que tolérance, matériel, finition de la surface, la nécessité ou non d'une isolation oxydée, quantitéet bien d'autres choses encore.