Laissez les piles de pelliculage de Sino renforcer votre projet !
Pour accélérer votre projet, vous pouvez étiqueter les piles de laminage avec des détails tels que tolérance, matériel, finition de la surface, la nécessité ou non d'une isolation oxydée, quantitéet bien d'autres choses encore.
Lorsqu'une pile de rotor droite permet à chaque tranche axiale de rencontrer le même événement de fente au même moment, les pics d'ondulation s'additionnent. Proprement. Trop proprement. L'obliquité rompt cet alignement sur la longueur de la pile, de sorte que les perturbations locales du couple cessent d'arriver en phase. Le couple moyen demeure. Une grande partie de la rugosité ne l'est pas. Cet effet de base est la raison pour laquelle l'inclinaison du pas d'une rainure continue d'apparaître dans les travaux sérieux sur les moteurs : elle peut laisser la fondamentale presque inchangée tout en réduisant le contenu lié à la rainure beaucoup plus difficilement. Une étude analytique a évalué le facteur d'asymétrie fondamentale à environ 0,995 pour une asymétrie à une encoche, tandis que la première harmonique d'encoche est tombée à environ 7% dans le même cadre.
Il s'agit du côté du couple.
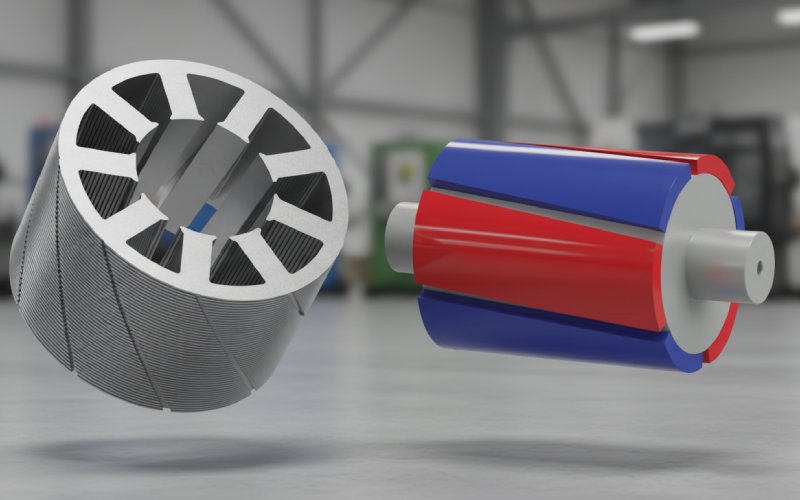
En ce qui concerne le bruit, la situation est proche, mais pas identique. Le bruit électromagnétique est moins dû au couple moyen qu'aux ondes de force, en particulier aux ondes de force radiales qui trouvent un chemin structurel dans le carter. Une fois que les tôles du rotor sont inclinées, ces ondes de force sont redistribuées le long de la direction axiale au lieu de s'empiler dans un schéma circonférentiel. La machine continue à produire de la force. Elle cesse simplement de produire le même modèle de force, au même endroit, au même moment, sur toute la longueur du noyau. C'est important. Des études récentes sur les vibrations des machines à aimant permanent et à induction établissent un lien direct entre l'angle d'inclinaison et des harmoniques de couple plus faibles, des composantes d'ondes de force problématiques plus faibles et des vibrations ou un bruit plus faibles lorsque l'angle d'inclinaison est choisi en tenant compte du spectre électromagnétique.
Table des matières
Quelle est l'inclinaison qui change réellement à l'intérieur de la pile de laminage ?
Une pile de tôles de rotor de travers est un dispositif de calcul de la moyenne axiale. C'est la description la plus courte et la plus précise.
Chaque laminage, ou chaque segment de pile dans une construction en gradins, est tourné d'un petit incrément angulaire. Ainsi, l'alignement des rainures de dents observé à une position axiale est décalé par rapport à l'alignement observé à quelques millimètres de distance. La variation locale de la réluctance est toujours présente. La fente est toujours présente. Les sources de cogging sont toujours présentes. Elles sont simplement déphasées le long de la pile, ce qui affaiblit la perturbation cumulée observée au niveau de l'arbre et du logement.
C'est pourquoi l'obliquité donne généralement l'impression d'être plus efficace que sa géométrie ne le laisse supposer. Quelques degrés. Parfois moins. Pourtant, l'interaction entre l'air et l'espace change suffisamment pour atténuer l'irrégularité à faible vitesse, aplanir les crêtes d'ondulation et calmer la signature acoustique. En général, ce n'est pas de la magie. Par annulation.
Et non, l'obliquité continue n'est pas la seule forme utile. Dans les piles de laminage de production, l'obliquité en escalier est souvent la solution pratique car elle permet d'obtenir le même effet de moyenne avec des segments axiaux discrets. L'obliquité continue est essentiellement le cas limite de l'obliquité en escalier avec un nombre de segments très élevé. L'intention électromagnétique est la même, mais pas la méthode de fabrication.
Pourquoi l'ondulation du couple diminue-t-elle ?
La réponse évidente est “annulation harmonique”. Correcte, mais trop large.
Ce qui importe dans les vraies piles de tôles de rotor, c'est de savoir quelles harmoniques vous demandez à l'obliquité de punir, et ce que vous êtes prêt à payer pour cette punition. Une faible inclinaison peut affaiblir fortement les harmoniques de fente tout en touchant à peine le champ de travail principal. Si l'on augmente trop l'obliquité, le composant principal produisant le couple commence à donner quelque chose en retour. Ce compromis n'est pas théorique. Il se manifeste dans le couple mesuré, le comportement au démarrage, le couple maximal et la forme de la FEM. Les études menées sur différentes familles de machines aboutissent toujours dans la même région : le pas d'une encoche du stator est souvent un premier objectif pratique, car la réduction de l'ondulation est significative tandis que la pénalité du couple moyen peut rester faible. Un résultat classique fait état d'une chute de couple moyenne de moins de 2% à un pas d'encoche dans un ensemble de machines à réluctance, alors que des inclinaisons plus importantes font grimper la pénalité bien plus haut. Les travaux sur les machines à induction montrent également qu'à mesure que l'angle d'inclinaison augmente, le couple de démarrage et le couple maximal ont tendance à diminuer, même si les harmoniques liées aux vibrations s'améliorent.
La meilleure question n'est donc pas “l'asymétrie réduit-elle l'ondulation du couple ?”. C'est le cas. La meilleure question est la suivante : quelles sont les composantes d'ondulation dominantes dans cette pile, et quelle quantité d'éléments fondamentaux sommes-nous prêts à diluer pour les annuler ?
C'est là que l'ingénierie des piles de laminage cesse d'être générique. Le nombre de fentes, le nombre de pôles, la sensibilité à l'entrefer, le niveau de saturation, la stratégie de contrôle et le point de charge ont tous leur importance. Même la même topologie de rotor peut nécessiter une décision différente en matière d'angle d'inclinaison lorsque le spectre de charge change. Des travaux récents sur les angles d'inclinaison optimaux en fonction de la charge soutiennent directement ce point : l'efficacité de l'inclinaison dépend de la charge, et la saturation modifie la réponse.
Pourquoi le bruit baisse-t-il ?
Le bruit diminue pour deux raisons. L'une directe. L'autre indirecte.
La raison directe est que l'obliquité affaiblit les composantes de l'onde de force qui, autrement, exciteraient le stator et le carter de manière plus agressive. Dans l'analyse des machines à induction, la distribution radiale des forces électromagnétiques change le long de la direction axiale une fois que l'obliquité est introduite. Dans les études sur les machines à aimant permanent, l'inclinaison du pas du rotor supprime le contenu de la force qui alimente les vibrations électromagnétiques et le bruit. Il s'agit de la voie structurelle.
La raison indirecte est que la réduction du cogging et de l'ondulation du couple réduit les problèmes de vibrations secondaires qui apparaissent à faible vitesse, pendant les transitions et à proximité des bandes de fonctionnement résonantes. Une étude récente sur les moteurs de traction utilisant une inclinaison en deux étapes a fait état d'une réduction du couple de cogging d'environ 91,61 TTP6T, avec des réductions de la vitesse de vibration d'environ 51,91 TTP6T à la vitesse nominale et 68,71 TTP6T à la vitesse maximale, bien que ces chiffres soient spécifiques à la géométrie et ne devraient jamais être copiés aveuglément dans une nouvelle conception. Ces chiffres sont toutefois spécifiques à la géométrie et ne devraient jamais être copiés aveuglément dans une nouvelle conception. Le schéma est la partie utile : lorsque l'inclinaison est réglée autour des ordres d'excitation dominants, l'avantage acoustique peut être beaucoup plus important que ne le laisse supposer le petit angle.
Mais il y a un hic. Le bruit ne concerne pas seulement l'ondulation du couple. Un rotor de travers peut introduire des composantes de champ axial et des effets de force axiale qui n'apparaissent pas clairement dans un raisonnement simplifié en 2D. C'est l'une des raisons pour lesquelles les premiers résultats en matière de couple peuvent être prometteurs alors que l'examen des roulements ou des NVH est moins enthousiaste. Les récentes comparaisons 3D par éléments finis le montrent clairement : les tendances harmoniques du couple peuvent être assez bien saisies par les méthodes multicoupes ou 2D, mais les contributions de la force axiale et la distribution locale de la force de la dent nécessitent un traitement 3D.
Ce que coûte l'obliquité dans les piles de pelliculage réelles
Les compromis ne sont pas des notes secondaires. Ils font partie de la conception.
Choix de l'inclinaison dans les empilements de tôles de rotor
Ce qu'il améliore généralement
Ce qu'elle peut aggraver
Ce que nous surveillons de près
Faible inclinaison
Coupe les harmoniques de fente avec un effet limité sur le fondamental
Le bénéfice peut être trop faible si l'ordre d'excitation dominant est ailleurs
Spectre d'ondulation, sensation à basse vitesse
Autour d'un slot pitch
Forte réduction pratique du cogging et de l'ondulation ; souvent une première passe solide
Légère baisse du couple moyen ou de la FEM en fonction de la topologie
Constante de couple, forme de la FEM
Plus grand décalage
Suppression plus agressive des harmoniques
Couple de démarrage plus faible, couple de pointe plus faible, plus de risques d'annulation du champ utile
Démarrage, marge de surcharge
Empilement en dents de scie
Bon compromis entre l'effet et la facilité de fabrication
Les transitions entre segments peuvent créer des effets de champ axial
Nombre de segments, force axiale, alignement des piles
Modèles en V ou symétriques en biais
Peut aider à gérer certains comportements de force axiale
Complexité accrue de la conception, charge d'inspection plus lourde
Chemin de charge des roulements, répétabilité de l'assemblage
Les pénalités de production sont bien connues. L'inclinaison complique le contrôle de l'empilage. L'indexation des segments est plus importante. La stratégie d'interverrouillage est plus importante. La tolérance de faux-rond devient moins indulgente. Dans les variantes de stator incliné, l'espace d'enroulement et la longueur du conducteur peuvent en souffrir ; une source plus ancienne mais toujours utile fait état d'une réduction de la surface effective des fentes et d'une plus grande longueur du conducteur, ce qui se traduit par une résistance plus élevée. Du côté du rotor, les pièces de forme et les constructions segmentées ajoutent des étapes de processus et une charge d'inspection. Rien de tout cela ne fait de l'obliquité un mauvais choix. Cela signifie simplement que la pile de laminage doit mériter son angle.
Comment choisir l'obliquité dans les piles de pelliculage de production
Nous ne commençons pas par “plus d'asymétrie égale moins de bruit”. Ce raccourci nous fait perdre du temps.
Nous commençons par la carte des perturbations. Quels ordres harmoniques dominent l'ondulation du couple. Quels ordres de force sont proches des modes structurels. Quels sont les points de fonctionnement qui ont une importance commerciale. Ensuite, nous choisissons la plus petite inclinaison qui rompt le mauvais alignement sans trop réduire le champ de travail. Souvent, ce choix est proche du pas d'une fente. Parfois, ce n'est pas le cas. Dans certaines machines, une distance de 1,3 à 1,5 entre les fentes peut constituer un meilleur compromis pour l'affaiblissement des harmoniques sélectionnées, tout en laissant la fondamentale proche de 0,99. Sur d'autres, un angle aussi important est déjà trop coûteux en termes de couple, de performances de démarrage ou de fabrication.
Un flux de criblage pratique pour les piles de laminage de rotor est assez simple :
Identifier la véritable cible. Couple de cogging uniquement ? Ondulation du couple sous charge ? Bruit électromagnétique à proximité d'un mode de logement ? Il ne s'agit pas du même problème.
Balayer l'angle d'inclinaison avant de modifier la géométrie de l'acier ou de la fente. L'obliquité est souvent la variable de la pile de laminage la plus rapide à évaluer.
Vérifier les harmoniques de la FEM, et pas seulement le couple moyen. L'inclinaison peut nettoyer un spectre et en salir un autre. Un article récent sur la méthodologie du skew a montré que le choix du skew modifie également la distorsion harmonique de la FEM et le comportement de l'ondulation du courant.
Passer à la 3D avant de signer les roulements ou les NVH. Les transitions entre les segments peuvent générer des effets axiaux que les modèles 2D atténuent, en particulier dans le cas d'une inclinaison en escalier.
Verrouillez le processus d'empilage à un stade précoce. Une pile de laminage de travers qui ne peut pas tenir l'indexation angulaire en production de volume n'est pas un modèle fini.
Ce dernier point est moins prestigieux. C'est aussi là que beaucoup de bonnes simulations s'essoufflent.
Pourquoi les tôles de rotor asymétriques ont encore de l'importance
Parce qu'ils résolvent bien un problème très spécifique.
Tous les moteurs n'ont pas besoin de skew. Certaines topologies peuvent atteindre l'objectif avec la sélection des pôles de fente, la mise en forme des dents, l'encoche, la mise en forme de l'aimant ou la compensation du côté du contrôle. Mais lorsque l'objectif est d'obtenir un couple plus doux, un fonctionnement plus silencieux et une modification de l'empilement de tôles qui reste dans le noyau électromagnétique plutôt que de pousser le travail sur le logiciel, l'inclinaison reste l'un des outils les plus propres disponibles. Des articles récents continuent d'affiner la méthode. La raison sous-jacente n'a pas changé : déphaser les tranches axiales, arrêter les perturbations dues à l'empilement, conserver autant de champ utile que possible.
C'est la valeur technique des tôles de rotor inclinées. Petit angle. Grande conséquence.
FAQ
1. Quel est le meilleur angle d'inclinaison pour les empilements de tôles de rotor ?
Il n'existe pas de nombre universel. Un pas d'encoche du stator d'environ un est un point de départ courant car il permet de supprimer fortement l'ondulation du couple liée à l'encoche tout en laissant la composante fondamentale pratiquement inchangée dans certaines conceptions. Mais le point de charge, la saturation, la combinaison encoche-pôle et la cible de bruit peuvent modifier l'optimum.
2. Les tôles inclinées du rotor réduisent-elles toujours le couple moyen ?
Pas toujours de manière significative, mais des angles d'inclinaison plus importants ont tendance à réduire la composante de champ produisant le couple. Un résultat rapporté a montré une perte de couple moyenne inférieure à 2% à un pas de rainure dans une machine à réluctance, alors que des angles d'inclinaison plus importants entraînaient des pénalités beaucoup plus importantes. La famille de machines est importante.
3. Pourquoi l'inclinaison réduit-elle le bruit du moteur si celui-ci produit toujours une force électromagnétique ?
Parce que la distribution des forces change. L'obliquité répartit les pics de force liés à l'encoche sur la longueur axiale, ce qui affaiblit les modèles d'ondes de force qui excitent le plus fortement le stator et le carter. Une ondulation plus faible aide également, mais la redistribution des ondes de force est la raison principale.
4. L'inclinaison par paliers est-elle suffisante ou l'inclinaison continue est-elle préférable ?
L'obliquité continue est le cas limite. L'inclinaison progressive est souvent la solution pour la production, car elle permet d'obtenir le même effet de moyenne avec des piles de laminage segmentées, plus faciles à construire et à inspecter. La prudence est de mise car les transitions de segments peuvent créer des effets de champ axial, de sorte que les vérifications finales des NVH et des roulements nécessitent toujours une analyse 3D appropriée.
5. Le skew peut-il à lui seul résoudre les problèmes d'ondulation et de bruit du couple ?
Parfois. Souvent non. L'obliquité est efficace contre les perturbations liées à l'encoche, mais ce n'est qu'un levier. Si le problème dominant provient d'un comportement de saturation, d'harmoniques de la FEM, d'une coïncidence de la force radiale ou d'une résonance structurelle, l'empilement de tôles peut nécessiter un réglage de l'obliquité et de la géométrie, et non de l'obliquité en soi.
6. Qu'est-ce que les acheteurs d'empilages de laminage négligent généralement dans les projets de rotors en biais ?
Répétabilité du processus. La conception électromagnétique peut être correcte et le produit peut encore dériver si l'indexation des segments, la cohérence du collage ou du verrouillage, la compression de la pile et l'alignement axial ne sont pas rigoureusement maintenus en production. L'angle d'inclinaison sur le papier ne représente que la moitié du problème.
Cheney est un ingénieur d'application principal dévoué à Sino, avec une grande passion pour la fabrication de précision. Il est titulaire d'une formation en ingénierie mécanique et possède une vaste expérience pratique de la fabrication. Chez Sino, Cheney se concentre sur l'optimisation des processus de fabrication des piles de laminage et sur l'application de techniques innovantes pour obtenir des produits de haute qualité.
Brochure sur les nouveaux produits
Veuillez saisir votre adresse électronique ci-dessous et nous vous enverrons la dernière brochure !
Laissez les piles de pelliculage de Sino renforcer votre projet !
Pour accélérer votre projet, vous pouvez étiqueter les piles de laminage avec des détails tels que tolérance, matériel, finition de la surface, la nécessité ou non d'une isolation oxydée, quantitéet bien d'autres choses encore.