Laissez les piles de pelliculage de Sino renforcer votre projet !
Pour accélérer votre projet, vous pouvez étiqueter les piles de laminage avec des détails tels que tolérance, matériel, finition de la surface, la nécessité ou non d'une isolation oxydée, quantitéet bien d'autres choses encore.
Qu'est-ce que le facteur d'empilement et comment influence-t-il la densité de puissance dans les moteurs ?
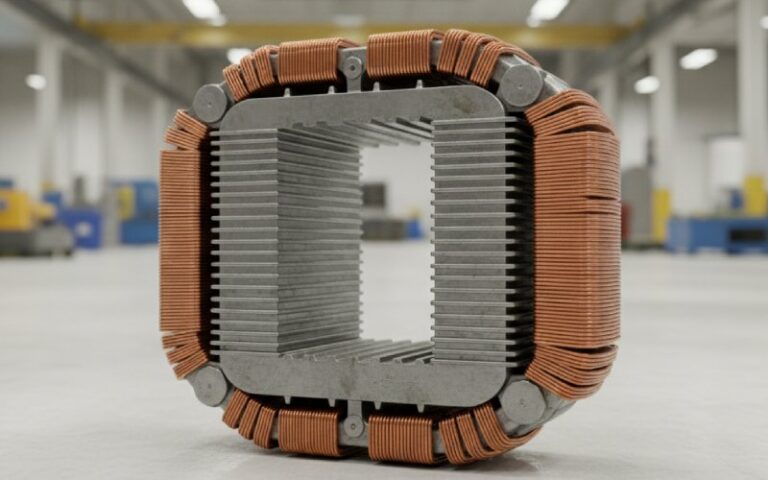
Le facteur d'empilement est le rapport de silence qui indique la proportion de votre stator ou rotor qui est réellement constituée d'acier magnétique et celle qui est constituée de revêtement, de colle et d'air emprisonné. Cela peut sembler insignifiant, mais cela limite directement le flux que vous pouvez utiliser, les pertes que vous pouvez tolérer et, par conséquent, la puissance que vous pouvez extraire d'un diamètre extérieur et d'une longueur donnés. Si vous vous trompez, vous perdez plusieurs pour cent de densité de puissance sans changer un seul tour d'enroulement.
Table des matières
Définition rapide, sans passer par les manuels scolaires
Formellement, le facteur d'empilement (également appelé laminage facteur ou facteur d'espace) est le rapport entre la section transversale effective du matériau magnétique et la section transversale géométrique totale du noyau laminé.
Si vous préférez l'exprimer par des symboles, une expression courante est
kst = Airon / Abrut = liron / (liron + repaire)
où le dénominateur comprend non seulement l'air, mais également les couches de revêtement et d'adhésif sur toute la longueur de la pile.
Étant donné que l'isolation et les espaces ne transportent jamais de flux utile, kst est toujours inférieur à 1. Les empilements d'acier électrique typiques pour les machines et les transformateurs se situent entre environ 0,90 et 0,98, en fonction de l'épaisseur du laminage, du type de revêtement et de la force de compression de l'empilement. Les noyaux amorphes se situent un peu plus bas, autour de 0,8, ce qui, comme le savent déjà les concepteurs, se traduit par une densité de flux plus élevée pour une même surface apparente du noyau.
Le chiffre en lui-même est donc simple. Ce qui est intéressant, c'est l'effet discret qu'il a sur la densité de puissance lorsque l'on passe des dessins idéaux à l'acier réel.
Pourquoi la densité de puissance accorde-t-elle autant d'importance à ce rapport ?
Commencez par un diamètre extérieur fixe du stator, une longueur axiale fixe et un point tension-vitesse donné. Vous savez déjà que cela détermine le flux d'entrefer requis par pôle si vous souhaitez obtenir une force contre-électromotrice particulière à votre vitesse de base. Ce flux doit traverser les noyaux du stator et du rotor, ce qui signifie une certaine densité de flux moyenne dans les lamelles.
Mais la densité de flux dans l'acier n'est pas basée sur la section transversale géométrique ; elle est basée sur la efficace zone en acier. Si votre modèle CAO suppose un acier solide, vous supposez implicitement kst = 1.. En réalité, on obtient généralement 0,95, 0,96, voire moins. Ainsi, pour un flux identique, le flux réel (B) dans l'acier est multiplié par environ 1/kst.
Maintenant, reliez cela à la densité de puissance. À une charge de courant donnée, le couple évolue approximativement avec le flux par pôle et le volume actif. Réduisez la surface utile de l'acier (facteur d'empilement inférieur) tout en conservant le volume géométrique et la charge électrique fixes, et vous rapprochez l'acier de la saturation et augmentez les pertes dans le noyau. À un certain point, vous devez réduire le flux ou le courant, ou les deux, pour maintenir l'efficacité et la température sous contrôle. C'est précisément en réduisant ces éléments que vous perdez en densité de puissance.
La perte dans le noyau est très non linéaire avec la densité de flux. De nombreux aciers se situent autour d'une loi B^2 à B^2,5 aux fréquences qui nous intéressent. Ainsi, une augmentation modeste de (B) due à un facteur d'empilement légèrement moins bon peut entraîner une augmentation sensiblement plus importante de la perte dans le fer. Lorsque vous concevez des moteurs dans la gamme 5-20 kW/L, cette augmentation ne peut être ignorée.
Une conception, deux facteurs d'empilement : une vérification rapide de la réalité numérique
Prenons un exemple très simple. Imaginons que vous conceviez un moteur en partant du principe que :
section transversale physique du stator : Abrut
flux par pôle : Φ tel que la densité de flux moyenne à votre facteur d'empilement supposé de 0,96 soit de 1,6 T
L'hypothèse de conception est donc la suivante :
B1 = Φ / (k1 * Abrut) = 1,6 T, k1 = 0,96
La réalité de la production vous donne désormais un facteur d'empilement mesuré de 0,92, car le revêtement de laminage est un peu plus épais, il y a une certaine ondulation et le processus de collage ajoute de la colle là où vous ne l'aviez pas prévu.
Le même flux traversant une surface en acier moins efficace signifie
Cela ne représente qu'une augmentation de 4,31 TP6T de la densité de flux. À première vue, cela ne semble pas spectaculaire. Mais si la perte dans le noyau est proportionnelle à B^2 à B^2,5, vous obtenez environ 9 à 111 TP6T de pertes supplémentaires dans le stator au même point de fonctionnement.
Si vous choisissez plutôt de conserver les pertes là où vous le souhaitiez initialement, vous devez réduire Φ du même facteur, ce qui se traduit par une diminution d'environ 41 TP6T du flux par pôle. Cela réduit directement le couple et la puissance continue pour une taille de châssis identique. La densité de puissance diminue d'environ le même pourcentage.
Pour rendre cela moins abstrait, voici une comparaison concise. Les chiffres sont approximatifs, mais ce sont les ratios qui importent.
Cas
Facteur d'empilement supposé kst
Surface effective de l'acier (normalisée)
Densité de flux moyenne dans l'acier pour le même Φ
Perte relative de fer (en supposant que Pfe ~ B^2)
Puissance relative continue (si vous maintenez les pertes fixes)
Attentes en matière de conception
0.96
0.96
1,60 T
1.00
1.00
Réalité telle que construite
0.92
0.92
1,67 T
≈1,09
≈0,96
Une baisse de puissance continue de 41 TP6T provenant du même châssis et du même système de refroidissement n'est pas une curiosité de laboratoire ; à des densités de puissance EV ou de traction, cela représente quelques kilogrammes supplémentaires de moteur ou une marge thermique supplémentaire que vous n'aviez pas l'intention de dépenser.
Comment la fabrication détermine réellement le facteur d'empilement
Dans le monde de la documentation, le facteur d'empilement est un scalaire précis que l'on intègre dans les équations. Dans l'atelier, c'est le résultat final de plusieurs détails complexes.
L'épaisseur du laminage et le type de revêtement sont les premiers critères à prendre en compte. Les jauges plus fines réduisent les pertes par tourbillons, mais nécessitent des revêtements isolants qui représentent une fraction non négligeable de l'épaisseur, ce qui tend à réduire le facteur d'empilement par rapport aux laminages épais avec des revêtements proportionnellement plus fins. C'est le compromis habituel : vous gagnez en perte dynamique, mais vous perdez parfois une partie de la section transversale.
La méthode d'assemblage est tout aussi importante. L'emboîtement des dents, le soudage, le clage, le collage avec de la résine ou de la colle, et même le simple empilement par pression entraînent tous des motifs de vide et des espaces légèrement différents entre les feuilles. Les notes industrielles sur les noyaux de moteurs à nouvelle énergie avertissent explicitement qu'un excès d'adhésif peut réduire le facteur d'empilement et dégrader les performances du moteur.
Il y a ensuite la pression. La plupart des normes définissent le facteur d'empilement sous une charge de compression spécifiée, précisément parce que les espaces se réduisent sous l'effet de la force. La valeur « 0,97 » indiquée par votre fournisseur peut avoir été mesurée sur un échantillon soigneusement comprimé qui ne ressemble en rien au noyau de stator réel après soudage et usinage.
Résultat : vous pouvez concevoir pour 0,97, acheter de l'acier certifié pour 0,97, mais livrer des moteurs plus proches de 0,94. Pas de crash du modèle, juste une légère dérive.
Considérer le facteur d'empilement comme faisant partie du budget de densité de puissance
Une densité de puissance élevée se traduit généralement par une charge électrique élevée, une charge magnétique élevée et un refroidissement agressif. Le facteur d'empilement se situe en amont de la partie charge magnétique. Il détermine la quantité d'acier dont vous disposez réellement pour travailler.
D'un point de vue purement flux, le lien est direct. Pour un cadre donné (dimensions extérieures fixes),
B ~ 1/kst
pour une tension et une vitesse cibles fixes. Si vous spécifiez une plage réaliste pour le facteur d'empilement plutôt qu'un seul chiffre, la plage correspondante pour (B) en fonctionnement nominal s'affiche immédiatement. Cette plage est directement prise en compte dans les prévisions de pertes et les marges de température.
Du côté de la fabrication, un facteur d'empilement plus élevé (plus proche de 1) réduit l'encombrement du flux et la densité de perte associée pour un niveau de puissance donné. Des sources issues de la production de transformateurs et de moteurs indiquent qu'un facteur d'empilement amélioré conduit à une meilleure uniformité magnétique et à une perte de noyau plus faible, ce qui permet aux concepteurs d'obtenir soit un rendement plus élevé, soit une puissance continue plus élevée pour un même volume.
Le point essentiel est simple : chaque 1 à 21 TP6T de facteur d'empilement que vous laissez sur la table correspond à environ 1 à 21 TP6T de densité de puissance continue à laquelle vous ne pouvez pas accéder sans augmenter les pertes ou la température. La relation n'est pas parfaitement linéaire, mais au niveau du système, elle se comporte ainsi suffisamment souvent pour être prise en compte.
Comment les outils d'analyse voient le facteur d'empilement
La plupart des outils FEA pour la conception électromagnétique demandent un facteur d'empilement par région lorsque vous attribuez un matériau stratifié. Les recommandations habituelles suggèrent des valeurs supérieures à 0,95 pour les empilements bien réalisés, avec des avertissements si vous entrez des valeurs inférieures à environ 0,5, car cela signifierait plus de vide que d'acier.
Si vous fournissez au solveur une valeur optimiste, la densité de flux et les pertes seront inférieures à celles du moteur réel. Si vous utilisez ensuite ces résultats pour dimensionner le refroidissement, vous obtiendrez une température plus élevée en production.
Une méthode plus efficace consiste à modéliser deux ou trois cas de facteur d'empilement pour une même conception : une valeur optimiste proche des spécifications du matériau, une valeur « de production » réaliste basée sur la méthode d'empilement et les données du fournisseur, et un cas pessimiste représentant le pire scénario d'assemblage. L'écart entre la densité de puissance et les pertes prévues dans ces différents cas correspond essentiellement au coût de l'incertitude liée au facteur d'empilement. Traitez-le comme tel.
Des études récentes sur la conception des moteurs électriques soulignent que l'optimisation des solutions d'empilement de tôles, y compris les facteurs d'empilement réalisables, contribue directement à réduire les pertes de puissance et à augmenter la densité de puissance des moteurs des véhicules électriques. Rien d'extraordinaire. Il s'agit simplement de déterminer avec soin la quantité d'acier qui se trouve réellement sur le trajet du flux.
Facteur d'empilement par rapport à d'autres contraintes
Il y a toutefois un hic : la recherche d'un facteur d'empilement plus élevé a un coût. Vous pouvez augmenter la pression d'empilement, réduire la colle, choisir des revêtements plus fins ou modifier la méthode d'empilement, mais chacun de ces réglages a une incidence sur d'autres aspects de la conception.
Une pression plus élevée ou un emboîtement plus rigide peuvent modifier la répartition des contraintes mécaniques et le comportement acoustique du stator. Certaines méthodes d'assemblage présentant un très bon facteur d'empilement peuvent entraîner l'apparition de points chauds locaux, une déformation des extrémités des dents ou des étapes d'usinage supplémentaires.
Les empilements collés, en particulier ceux avec des laminages à dos noir, ont généralement un facteur d'empilement légèrement inférieur à celui des empilements pressés et soudés. Mais ils offrent un meilleur amortissement mécanique, des vibrations réduites et un assemblage automatisé plus simple. De nombreux moteurs de traction acceptent une réduction de quelques dixièmes de pour cent du facteur d'empilement pour bénéficier d'un meilleur comportement acoustique et d'une meilleure fabricabilité. La « perte » de densité de puissance est en partie compensée par ce que vous pouvez ensuite faire en matière de refroidissement et de vitesse.
Vous ne maximisez donc pas aveuglément le facteur d'empilement. Vous décidez du niveau de risque que vous êtes prêt à prendre. L'important est de garder ce risque explicite et quantifié, et non pas enfoui dans un chiffre optimiste isolé dans un tableur.
Habitudes pratiques de conception qui vous permettent de tirer parti du facteur d'empilement
Une habitude utile consiste à indiquer le facteur d'empilement sous forme de plage sur les schémas de vos moteurs plutôt que sous forme de valeur unique. Par exemple, « 0,95-0,97 sous une charge de compression de X kPa, mesurée selon la méthode ASTM Y ». Cela donne aux fabricants et aux fournisseurs un objectif concret à atteindre tout en rappelant à tous que 0,97 n'est pas garanti.
Une autre habitude consiste à lier vos formules de dimensionnement électromagnétique aux dimensions effectives plutôt qu'aux dimensions nominales. Lorsque vous utilisez le coefficient de Carter et les facteurs d'empilement dans des modèles analytiques, veillez à distinguer clairement les longueurs et les surfaces effectives de celles qui sont géométriques. Il s'agit d'une tâche administrative mineure qui permet d'éviter de supposer tacitement l'utilisation d'acier 100% alors que seul l'acier 95% existe.
Et un point mineur mais important : lorsque vous comparez des moteurs sur la base du « kW par litre », veillez à ne pas comparer une référence de conception établie à partir d'une hypothèse optimiste du facteur d'empilement avec votre propre simulation qui utilise des valeurs pessimistes. Sinon, vous comparez à la fois des hypothèses géométriques et des hypothèses de processus, ce qui ne vous apprendra pas grand-chose.
Conclusion
Le facteur d'empilement n'est pas une variable de conception très glamour. Il s'agit d'un simple nombre compris entre 0 et 1 qui apparaît principalement comme un multiplicateur dans vos équations et dans la boîte de dialogue de configuration des matériaux de votre outil FEA. Mais il définit la part du volume actif de votre machine qui participe réellement au transport du flux.
Pour une taille de cadre donnée, cela détermine si vous obtenez une section transversale magnétique complète ou si vous perdez discrètement quelques pour cent d'acier au profit des revêtements, des vides et des détails d'assemblage. Cette différence se répercute directement sur la densité de flux, les pertes dans le noyau et la densité de puissance continue réelle que vous pouvez revendiquer sans épuiser votre marge thermique ou votre marge d'efficacité.
Considérez le facteur d'empilement comme faisant partie du budget de densité de puissance, et non comme un vague terme de correction. Obtenez des chiffres réalistes auprès de votre fournisseur de laminés, intégrez-les dans votre analyse sous forme de fourchettes plutôt que de valeurs uniques, et décidez en toute connaissance de cause de la densité de puissance que vous êtes prêt à sacrifier au profit de la fabricabilité et du comportement acoustique. Cela suffit généralement pour devancer les concurrents qui continuent de supposer que leurs laminés se comportent exactement comme les blocs d'acier solides décrits dans les manuels, ce qu'ils n'ont jamais été.
Cheney est un ingénieur d'application principal dévoué à Sino, avec une grande passion pour la fabrication de précision. Il est titulaire d'une formation en ingénierie mécanique et possède une vaste expérience pratique de la fabrication. Chez Sino, Cheney se concentre sur l'optimisation des processus de fabrication des piles de laminage et sur l'application de techniques innovantes pour obtenir des produits de haute qualité.
Brochure sur les nouveaux produits
Veuillez saisir votre adresse électronique ci-dessous et nous vous enverrons la dernière brochure !
Laissez les piles de pelliculage de Sino renforcer votre projet !
Pour accélérer votre projet, vous pouvez étiqueter les piles de laminage avec des détails tels que tolérance, matériel, finition de la surface, la nécessité ou non d'une isolation oxydée, quantitéet bien d'autres choses encore.