Laissez les piles de pelliculage de Sino renforcer votre projet !
Pour accélérer votre projet, vous pouvez étiqueter les piles de laminage avec des détails tels que tolérance, matériel, finition de la surface, la nécessité ou non d'une isolation oxydée, quantitéet bien d'autres choses encore.
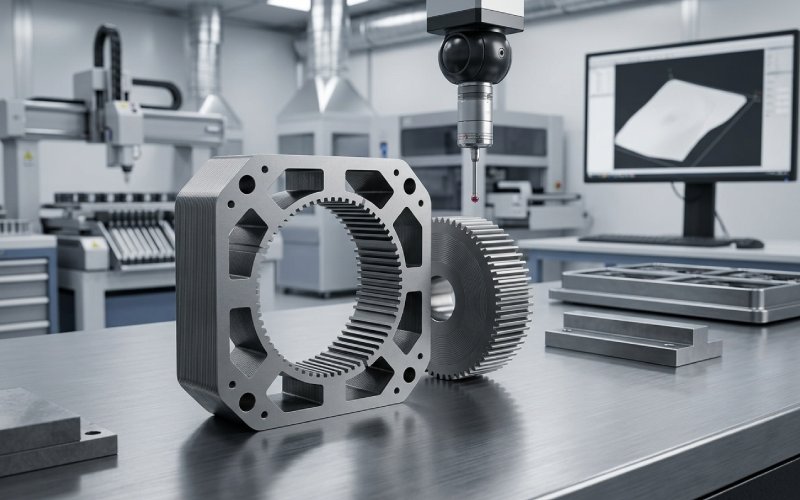
Piles de laminage de moteurs pas à pas sur mesure : Pourquoi ils ont l'air superposés et comment nous les fabriquons
Si vous vous approvisionnez en tôles pour moteurs pas à pas, l'aspect “en couches” n'est pas la partie intéressante. La question utile est de savoir ce que ces couches font aux pertes, à la constance du couple, à la précision de l'empilage et à la répétabilité de la production. Dans les moteurs pas à pas hybrides, le rotor lui-même est construit autour de deux sections de rotor dentées avec un aimant axial entre elles, et ces sections dentées sont mécaniquement décalées d'un demi-pas de dent. L'aspect stratifié n'est donc pas un détail. Il s'agit d'un ensemble de décisions magnétiques et de fabrication qui doivent survivre à la production réelle, et pas seulement à la CAO.
Nous fabriquons des piles de laminage à moteur pas à pas sur mesure pour les acheteurs qui connaissent déjà les bases et veulent moins de surprises entre le prototype et la production en volume. C'est là que la plupart des problèmes commencent. Pas en théorie. Au niveau du bord de coupe. Dans la jonction de la pile. Dans la façon dont un dessin ignore ce que le poinçonnage ou le soudage fait à l'acier.
Table des matières
Pourquoi les tôles des moteurs pas à pas sont-elles stratifiées ?
Les tôles des moteurs pas à pas sont fabriquées à partir de fines tôles d'acier électrique isolées au lieu d'un noyau d'acier solide, car les tôles réduisent les pertes interlaminaires et les courants de Foucault. Le revêtement isolant des deux côtés de la tôle aide à bloquer le courant entre les couches, tandis que la structure de la tôle mince limite les courants circulants indésirables qui créeraient autrement de la chaleur et des pertes supplémentaires. Pour les noyaux de moteurs, l'acier électrique non orienté est couramment utilisé parce qu'il s'adapte mieux aux conditions magnétiques de rotation que les tôles directionnelles.
C'est l'explication standard. L'explication de la source est différente.
Un noyau en couches nous permet également de contrôler la géométrie des dents, le profil des fentes, la hauteur de la pile et la répétabilité du rotor/stator d'un lot à l'autre. Dans les moteurs pas à pas, en particulier les petits modèles hybrides, une minuscule dérive géométrique se transforme en erreur d'angle, en dispersion de couple, en bruit ou en échauffement supplémentaire bien plus rapidement que ne l'espèrent de nombreux acheteurs. Plus la machine est petite, moins il y a de place pour cacher les dommages causés aux bords par la coupe.
Matériaux d'acier électrique utilisés pour les tôles de moteurs pas à pas
Pour les empilements de tôles de moteurs pas à pas personnalisés, la sélection des matériaux commence généralement par l'acier électrique non orienté de faible épaisseur utilisé pour les noyaux des moteurs. Une gamme d'épaisseurs couramment référencée pour les tôles de moteurs est d'environ 0,2 mm à 0,65 mm, Le choix du bon calibre dépend des conditions de commutation, de l'objectif de perte, du parcours de l'outillage, de la stabilité du formage et du facteur d'empilage que l'on est prêt à sacrifier pour les besoins d'isolation et d'assemblage. Un matériau plus fin n'est pas automatiquement meilleur. Pas après l'apparition de dommages dus à la coupe.
Ce que nous examinons avant de recommander un matériau est simple :
fréquence de fonctionnement et comportement du conducteur
couple cible et limite thermique
géométrie des dents du stator et du rotor
Méthode du prototype ou méthode de la production
route de jonction préférée après l'empilement
Si la décision concernant les matériaux est prise trop tôt, sans tenir compte du processus, le projet en fait généralement les frais plus tard.
Comment nous fabriquons des piles de laminage de moteurs pas à pas sur mesure
1. Examen DFM avant l'outillage
Nous n'établissons pas de devis à partir de la seule géométrie des contours. Nous examinons la largeur des dents, la zone du pont, le rapport des fentes, la hauteur de l'empilage, les caractéristiques d'ajustement, la direction des bavures, la zone d'assemblage et la question de savoir si la conception passera ultérieurement des échantillons découpés au laser à l'emboutissage progressif. Une stratification qui semble facile à découper peut néanmoins devenir instable lors de l'empilage ou dériver lorsque la méthode d'assemblage change.
Pour un devis, nous demandons généralement
Objet
Pourquoi nous le demandons
Ce qu'il change
Dessin 2D / DXF
Définit le profil des dents, les fentes, les encoches, l'OD/ID
Parcours de l'outil, faisabilité, méthode d'inspection
Hauteur de la pile
Détermine le nombre de laminages et la stratégie d'assemblage
Méthode de compression, tolérance de l'empilement, coût
Volume annuel
Sépare la logique du prototype de celle de la production de masse
Découpe laser vs. emboutissage, investissement en matrices
Demande de matériel
Établir une base magnétique et de fabrication
Perte, poinçonnabilité, revêtement, prix
Utilisation du rotor ou du stator
Le même acier se comporte différemment selon les géométries.
Sensibilité aux bavures, priorité à l'alignement
Préférence d'adhésion
Emboîtement, soudage, collage ou voie mixte
Perte magnétique, force, délai
2. Production de prototypes par laminage
Pour les premiers échantillons, la découpe au laser est souvent la solution la plus rapide. Elle évite les délais de fabrication des matrices et permet aux acheteurs de valider l'ajustement, la logique d'assemblage et le comportement des premiers moteurs. Mais ce n'est pas la même chose que la production en volume. La découpe laser modifie l'arête par un mécanisme thermique ; l'emboutissage la modifie par un mécanisme mécanique. Ce n'est pas équivalent. Par conséquent, si un projet évolue vers un emboutissage progressif plus tard, nous le signalons dès le premier jour au lieu de prétendre que l'état de l'arête du prototype est révélateur de la situation.
Cela est d'autant plus important pour les petites tôles de stepper. La zone endommagée près du bord de coupe occupe une plus grande partie de la largeur de la dent, ce qui signifie que l'écart de performance entre l'échantillon et la production peut apparaître plus tôt que prévu.
3. L'emboutissage progressif pour la production de masse
Une fois que le volume annuel et la géométrie justifient l'outillage, l'emboutissage progressif devient la voie stable pour les laminages de moteurs pas à pas personnalisés. Il offre un meilleur rendement, un coût de pièce plus faible en volume et une plus grande cohérence d'un lot à l'autre. Mais l'état de la matrice fait désormais partie de la conception du moteur, que cela soit écrit ou non. Le jeu du poinçon, l'usure du poinçon, la planéité de la bande et la manipulation du revêtement sont autant d'éléments qui modifient le noyau final.
C'est pourquoi notre examen de la production se concentre sur trois points avant la diffusion :
condition de bord sur de longues périodes
stabilité de la hauteur de la pile après l'assemblage
si les hypothèses du prototype sont toujours valables après l'outillage
Si ce n'est pas le cas, nous le corrigeons sur place. Pas après l'expédition.
4. Contrôle des bavures et qualité des arêtes
C'est l'un des premiers endroits où nous distinguons les projets sérieux des projets bon marché.
Le poinçonnage de l'acier électrique modifie les propriétés magnétiques à proximité du bord coupé. Les études sur les effets de la fabrication de l'acier électrique indiquent que le poinçonnage peut réduire le couple moyen et augmenter les pertes du noyau, et que cet effet est particulièrement important dans les petites machines électriques où la zone du bord affectée occupe une plus grande partie de la section active. Les bavures créent également des problèmes pratiques : dérive de la hauteur de la pile, problèmes d'ajustement et courts trajets interlaminaires une fois que le noyau est serré ou soudé.
Nous considérons le contrôle des bavures comme une question magnétique et dimensionnelle à la fois. En d'autres termes, le contrôle des bavures est une question à la fois magnétique et dimensionnelle :
suivi de la croissance de la bavure avec l'usure de l'outil
contrôle de la direction de la bavure pendant la construction de la pile
le contrôle de l'efficacité du revêtement après la découpe
vérifier que l'assemblage ne transforme pas une petite bavure en un chemin conducteur fermé
5. Méthodes d'assemblage des piles de laminage : soudage, emboîtement et collage
Une pile de laminage n'est qu'en partie un travail de découpe. Le reste est un travail d'assemblage.
Les principales voies d'assemblage des tôles d'acier électrique sont les suivantes assemblage mécanique, soudage par fusionet la colle ou les méthodes de collage. Chaque itinéraire résout un problème et en crée un autre. Le soudage donne de la solidité et de la stabilité à la manutention. L'emboîtement mécanique est efficace pour la production. Le collage maintient une isolation électrique plus uniforme et traite généralement les performances magnétiques avec plus de douceur, mais il ajoute des exigences en matière de contrôle des matériaux et des processus. Les études portant sur l'assemblage de piles d'acier électrique indiquent que l'assemblage peut dégrader les propriétés magnétiques en endommageant le revêtement isolant, en modifiant la microstructure, en ajoutant des contraintes résiduelles ou en créant des voies conductrices interlaminaires. L'assemblage par adhésif présente souvent une détérioration plus faible de la perte de fer et du courant d'excitation que le soudage, mais il peut poser des problèmes de coût et de température de service en fonction de la conception et de la charge.
Voici la version courte dont les acheteurs ont généralement besoin :
Méthode d'assemblage
Principal avantage
Risque principal
Utilisation typique dans les décisions d'approvisionnement
Emboîtement
Bonne vitesse de production, pas d'étape de collage supplémentaire
Déformation locale, risque de court-circuit local, compromis entre le facteur d'empilement et les points de verrouillage
Programmes de volume pour lesquels le coût et le débit sont importants
Soudage
Grande intégrité mécanique, bonne manipulation lors de l'assemblage
Zone affectée par la chaleur, dommages d'isolation, contraintes résiduelles
Piles nécessitant une manipulation plus robuste ou un usinage ultérieur
Collage
Meilleure isolation électrique entre les lamelles, pile plus silencieuse
Contrôle de l'adhésif, contrôle du durcissement, coût supplémentaire
Projets qui privilégient la propreté magnétique et la réduction des vibrations
Itinéraire mixte
Équilibre entre résistance et performance magnétique
Plus de variables de processus à gérer
Les conceptions qui ne peuvent pas s'appuyer sur une seule méthode
Nous n'imposons pas une seule voie d'assemblage pour chaque moteur. Nous adaptons l'itinéraire au dessin, à la hauteur de la pile, à la fonction du rotor ou du stator et à l'objectif de production de l'acheteur.
Vous ne savez pas quelle méthode d'assemblage convient à votre projet ? Envoyez le dessin et le volume cible. Nous pourrons examiner le compromis avant que l'outillage ne commence.
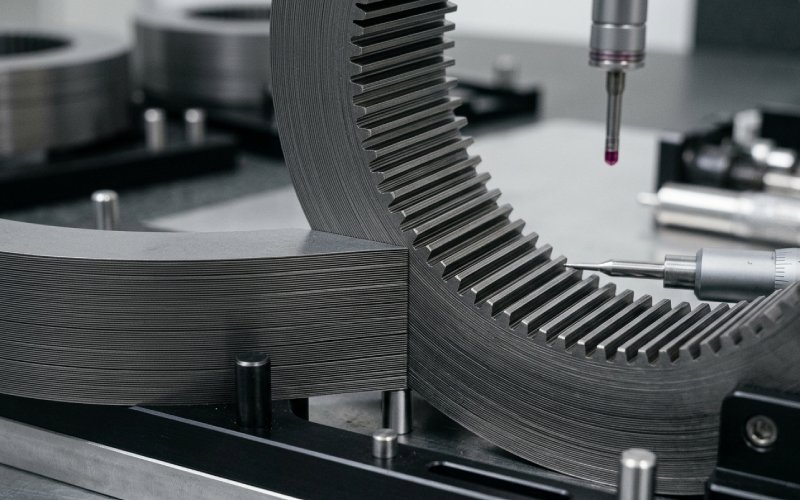
6. Alignement du rotor dans les laminations stepper hybrides
Pour les tôles de rotor de moteur pas à pas hybride, la précision de l'empilage n'est pas seulement une question de hauteur. Elle concerne également l'alignement des dents. La structure du rotor hybride utilise deux sections de rotor dentées avec une magnétisation axiale et un décalage mécanique d'une demi-dent entre les deux sections de rotor. Ce décalage fait partie du comportement de pas, ce n'est pas un détail cosmétique. Lorsque l'alignement dérape, le moteur peut encore fonctionner, mais la précision d'arrêt, la régularité du couple et la cohérence d'une unité à l'autre commencent à dériver.
C'est pourquoi nous traitons les piles de rotors pas à pas hybrides différemment des noyaux de moteurs génériques. La construction de la pile doit protéger à la fois l'intention magnétique et l'indexation mécanique.
Prototype ou production de masse : les cas où les acheteurs se font généralement avoir
Ce point mérite une section à part car il est source de problèmes récurrents.
Un prototype découpé au laser peut être la bonne première étape. Rapide. Souple. Utile. Mais il ne doit pas être vendu à l'acheteur comme une prédiction parfaite de la production estampée. Le poinçonnage introduit des contraintes mécaniques sur les bords. La découpe au laser introduit des effets thermiques sur les bords. Le serrage et l'assemblage ajoutent ensuite une autre couche de changement. Les recherches sur les effets de la fabrication de l'acier électrique et le comportement de l'assemblage montrent que ces étapes peuvent modifier la perméabilité, le couple, la perte et l'échauffement suffisamment pour avoir de l'importance dans les machines réelles.
Notre règle est claire : si le projet est appelé à évoluer, nous parlons de la voie de l'évolution alors que le prototype est encore à l'étude.
Quels sont les facteurs qui influencent le devis et le délai d'exécution pour les laminations de moteurs pas à pas ?
Pour les piles de laminage de moteurs pas à pas personnalisées, le délai d'exécution dépend généralement moins du schéma de laminage que les acheteurs ne le pensent. Les principaux facteurs sont les suivants :
qu'il s'agisse d'échantillons ou de production de masse
si le projet fait appel à la découpe laser ou à l'estampage progressif
si l'outillage doit être construit à partir de zéro
hauteur de pile et méthode d'assemblage
niveau d'inspection et flux d'approbation
si l'indexation du rotor ou des caractéristiques d'assemblage spéciales sont nécessaires
Si vous souhaitez un devis plus rapide, envoyez-nous les éléments suivants dès le départ : dessin, demande de matériaux, hauteur de la pile, volume annuel, quantité de prototypes, et si vous avez besoin de piles de rotor, de piles de stator, ou des deux.
FAQ : Laminations de moteurs pas à pas sur mesure
Quel est le matériau couramment utilisé pour les stratifications des moteurs pas à pas ?
Les tôles de moteur sont généralement fabriquées à partir d'un mince acier électrique non orienté, recouvert d'un revêtement isolant sur les deux faces. L'épaisseur et la qualité exactes dépendent de la cible de perte, de l'itinéraire de l'outillage et de la conception de l'empilage.
Pourquoi ne pas usiner le noyau à partir d'une seule pièce d'acier massif ?
Parce qu'un noyau solide permet des courants de circulation plus importants et des pertes plus élevées. La construction stratifiée réduit les chemins de courant interlaminaires et aide à contrôler la chaleur et l'efficacité.
La découpe laser est-elle suffisante pour les prototypes de laminage de moteurs pas à pas ?
Oui, pour les premiers échantillons et la validation de la géométrie. Mais les échantillons découpés au laser ne doivent pas être automatiquement considérés comme identiques aux pièces estampées de la production de masse, car l'état des bords est créé d'une manière différente.
Quelle est la meilleure méthode d'assemblage : le soudage, l'emboîtement ou le collage ?
Il n'existe pas de méthode universelle optimale. Le soudage donne de la force. L'emboîtement contribue à l'efficacité de la production. Le collage protège souvent mieux les performances magnétiques, mais il ajoute un contrôle de l'adhésif et du durcissement. Le bon choix dépend de la hauteur de la pile, des besoins de manutention, de l'objectif de perte et du volume de production.
Pourquoi le contrôle des bavures est-il si important pour les petites tôles de moteurs pas à pas ?
Car les bavures ne font pas qu'affecter l'apparence. Elles peuvent perturber la hauteur de la pile, gêner l'assemblage et créer des chemins courts entre les tôles. Dans les petits moteurs, les dommages causés par les arêtes de coupe occupent une plus grande partie de la section active, de sorte que l'effet se fait sentir plus rapidement.
De quels fichiers avez-vous besoin pour établir un devis pour des piles de pelliculage personnalisées ?
Nous recommandons d'envoyer le dessin en 2D ou DXF, la hauteur de la pile, la demande de matériaux, le volume annuel, la quantité de prototypes et la méthode d'assemblage préférée si elle a déjà été définie.
Pouvez-vous fournir à la fois des prototypes de laminage et des piles de laminage de production de masse ?
Oui. Pour la plupart des projets, il est préférable d'examiner les deux étapes ensemble afin que la voie du prototype ne s'éloigne pas trop de la voie de la production.
Demande de devis pour des piles de laminage à moteur pas à pas personnalisées
les points d'inspection qui doivent être verrouillés avant la libération
Envoyez votre demande de prix aujourd'hui pour un examen des dessins et un retour d'information sur la fabrication de votre projet personnalisé de laminage de moteurs pas à pas.
Cheney est un ingénieur d'application principal dévoué à Sino, avec une grande passion pour la fabrication de précision. Il est titulaire d'une formation en ingénierie mécanique et possède une vaste expérience pratique de la fabrication. Chez Sino, Cheney se concentre sur l'optimisation des processus de fabrication des piles de laminage et sur l'application de techniques innovantes pour obtenir des produits de haute qualité.
Brochure sur les nouveaux produits
Veuillez saisir votre adresse électronique ci-dessous et nous vous enverrons la dernière brochure !
Laissez les piles de pelliculage de Sino renforcer votre projet !
Pour accélérer votre projet, vous pouvez étiqueter les piles de laminage avec des détails tels que tolérance, matériel, finition de la surface, la nécessité ou non d'une isolation oxydée, quantitéet bien d'autres choses encore.