Laissez les piles de pelliculage de Sino renforcer votre projet !
Pour accélérer votre projet, vous pouvez étiqueter les piles de laminage avec des détails tels que tolérance, matériel, finition de la surface, la nécessité ou non d'une isolation oxydée, quantitéet bien d'autres choses encore.
Types de laminage des noyaux de transformateurs : EI, UI, step-lap, et noyaux bobinés comparés
Cet article traite de la partie que tout le monde ignore : comment la pile de laminage que vous choisissez décide discrètement des pertes, du bruit et de la pénibilité de la fabrication.
Nous resterons pragmatiques et un peu directs : EI, UI, step-lap, et les noyaux enroulés tels qu'ils apparaissent sur les bons de commande réels.
Table des matières
1. Tout d'abord, s'aligner sur les termes
Récapitulation très courte, juste pour synchroniser le vocabulaire :
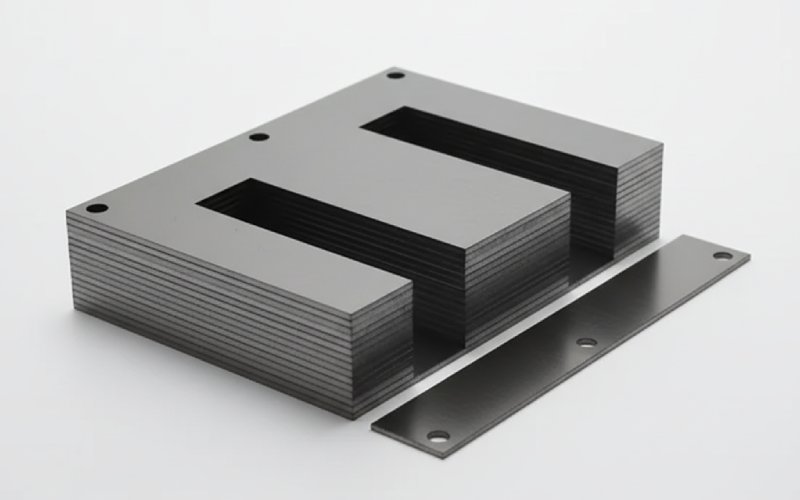
Tôles EI - Les estampilles E et I sont empilées pour former des noyaux de type coquille. Le cheval de bataille générique de l'EI-26 à l'EI-240+ dans la plupart des catalogues.
Stratifiés UI - Emboutissages U et I pour les constructions à noyau, souvent utilisés lorsque l'insertion de la bobine doit être facile et que l'accès à la fenêtre est important.
Noyaux Step-lap - pas une nouvelle forme, mais une stratégie communeLes joints d'empiècement sont coupés et chevauchés en plusieurs petites “étapes” au lieu d'un grand bout droit ou d'un simple chevauchement.
Noyaux enroulés - une bande d'acier électrique fendue et enroulée en un anneau fermé, puis parfois coupée/ouverte pour l'assemblage. Comprend les constructions à enroulement triphasé en 3D et les variantes avec de l'acier amorphe ou nanocristallin.
Tout le reste de cet article suppose que vous êtes à l'aise avec la densité de flux, la magnétostriction et la séparation des pertes. Nous allons donc passer directement aux compromis.
2. Les piles de pelliculage de l'IE - le défaut qui continue de remporter les appels d'offres
La plupart des concepteurs partent de l'IE non pas parce que c'est le “meilleur”, mais parce que l'IE est le "meilleur". L'écosystème de l'IE est mature:
Des séries de dimensions standard allant d'environ EI-26 à EI-240 ou plus sont disponibles dans le monde entier, avec des épaisseurs de 0,23-0,35 mm (CRGO) et 0,35-0,50 mm (CRNGO).
L'outillage est bon marché, les lignes d'emboutissage sont omniprésentes, les fournisseurs de bobines connaissent les fenêtres par cœur.
Les ateliers de réparation savent comment les démonter et les remonter sans réfléchir.
Ce que les piles de l'IE vous apportent généralement
Effet de levier des coûts - un simple emboutissage, un simple empilage. Plusieurs fabricants soulignent explicitement que les noyaux d'IE présentent un avantage en termes de coûts par rapport à des constructions plus complexes.
Flexibilité - un seul format de pelliculage peut servir à plusieurs classements en ajustant la hauteur de l'empilage et le remplissage de la fenêtre.
Des performances raisonnables - Avec le CRGO, le contrôle des bavures et un facteur d'empilage décent, les noyaux EI répondront à la plupart des spécifications des transformateurs de distribution et de contrôle sans problème.
Là où l'IE commence à se fatiguer
La région articulaire est souvent le rabattement ou le rabattement simple, Il en résulte un encombrement local du flux, des pertes à vide plus élevées et un ronflement plus audible qu'avec un bon noyau enroulé ou à plusieurs étapes.
Pour les puissances supérieures, la section rectangulaire et les espaces entre les joints peuvent rendre plus difficile l'extraction de chaque watt de perte.
Si vous vous approvisionnez auprès de plusieurs usines de laminage :
Préciser hauteur des bavures et la mesurer ; des bavures importantes détruisent le facteur d'empilage et peuvent augmenter la perte locale.
Verrouillage type de revêtement et résistance; le mélange de T2/T4 ou de différents systèmes d'isolation dans une même âme peut modifier le comportement inter-laminaire.
Ne vous fiez pas uniquement aux étiquettes “M3/M4/M5”. W/kg garanti à votre B d'essai et à votre fréquence, et pas seulement les numéros de catalogue.
L'IE reste le choix par défaut lorsque la feuille de calcul des indicateurs de performance clés est dirigée par prix d'achat, L'efficacité est raisonnable et l'approvisionnement local est aisé.
3. Piles de stratification UI - lorsque la mécanique, la densité de puissance ou l'assemblage déterminent la conception.
“Nous voulons enrouler les bobines séparément et les poser ensuite.”
Voilà l'histoire de l'assurance-chômage en une phrase.
Pourquoi les gens passent-ils de l'assurance-emploi à l'assurance-chômage ?
Insertion plus facile de la bobine - Disposition de type noyau, grande fenêtre centrale. Convient aux alimentations compactes, aux onduleurs, aux soudeurs et à certains transformateurs spéciaux.
Empreinte compacte - pour la même puissance, un assemblage UI peut offrir une meilleure densité de puissance et un support mécanique plus simple.
Serrage moins complexe - l'étrier et les membres sont plus faciles à serrer et à attacher.
Mais vous payez dans d'autres monnaies
Pour les conceptions de type coque avec un contrôle étroit des fuites, EI se comporte souvent de manière plus prévisible.
L'emplacement des joints et les trajectoires des flux sont différents ; si vous remplacez EI par UI sans réoptimiser les sections de la fenêtre et du membre, vous risquez d'obtenir des points chauds inattendus.
Du point de vue de la pile de laminage, l'interface utilisateur est simplement un autre set de tampons, La série UI n'est pas un produit à part entière, mais l'ensemble de l'agencement mécanique est modifié. Le service des achats doit réfléchir à l'adéquation entre la série UI (UI-30...UI-100, etc.) et l'outillage de bobinage prévu.
Si la majeure partie de votre production est encore de type EI, le passage d'une famille de produits à l'interface utilisateur peut accroître la complexité : outillage supplémentaire, unités de stockage supplémentaires, gabarits d'assurance qualité distincts. Cela en vaut parfois la peine, parfois non.
4. Noyaux en escalier - lorsqu'une méthode d'assemblage commence à être plus importante que la forme
Le saut-de-mouton n'est pas une forme, c'est une méthode d'empilage des joints.
Au lieu d'une transition abrupte entre les membres et les empiècements, vous avez plusieurs chevauchements courts disposés comme des escaliers. Chaque laminage est légèrement décalé ; le flux suit une trajectoire plus douce.
Les études et les données des fournisseurs sont cohérentes sur quelques points :
Les joints en escalier réduisent perte à vide par rapport à de simples joints à onglet ou à jointure dans le même acier, parce que le flux de pointe local dans le joint est plus faible.
Ils ont également réduit vibrations et ronflements audibles provoqués par la magnétostriction, ce qui permet de respecter les limites de bruit dans les installations urbaines.
Les motifs à plusieurs étapes (3 à 5 étapes) sont généralement plus faciles à suivre que les versions à deux étapes “sans décalage” que certains anciens modèles utilisaient.
Mais il y a un hic : à flux égal, il n'y a pas d'autre solution, le courant à vide et son spectre harmonique peuvent se comporter différemment. Un essai comparatif a montré que le courant efficace à vide était plus faible pour le système "butt-lap" que pour le système "step-lap" dans un cas particulier, alors que le profil harmonique était en fait plus mauvais pour le système "step-lap".
Le step-lap n'est donc pas magique. Il modifie le lieu et le mode de paiement.
Impact sur les coûts et les processus
Le découpage est plus complexe : tolérances de longueur serrées et des positions d'encoche minutieuses sont requises.
Les ouvriers chargés de l'empilage ont besoin d'une formation ou de gabarits ; une mauvaise séquence détruit le lissage du flux attendu.
L'optimisation des déchets est plus délicate pour les bobines d'acier.
Dans le devis d'un fournisseur de pelliculage, vous trouverez généralement les éléments suivants étriers de fixation pour le pas de vis en tant que ligne claire avec un prix par kg plus élevé que les empiècements à coupe droite.
Là où cela a du sens :
Transformateurs de distribution moyens et grands, en particulier lorsque les règles d'efficacité énergétique donnent une valeur monétaire à chaque watt de perte de noyau économisé.
Projets soumis à des spécifications strictes en matière de bruit.
En dessous d'une dizaine de kVA et avec des heures de fonctionnement annuelles courtes, la prime d'échelon n'est souvent pas rentable ; pour les équipements de service 24/7, elle l'est généralement, et rapidement.
Un noyau bobiné est construit en enroulant en spirale une bande d'acier électrique (CRGO, amorphe ou nanocristalline) dans une boucle fermée, puis en la coupant, en la recuisant et parfois en la réassemblant. La géométrie peut être rectangulaire, ovale ou triangulaire 3D pour les unités triphasées.
Pourquoi les fabricants investissent dans des équipements de bobinage :
Trajectoire magnétique continue - pas de joints, pas d'espaces superposés. Cela signifie que des pics de flux locaux plus faibles et souvent des pertes de noyau plus faibles par rapport à des noyaux empilés équivalents.
Pour une note donnée, vous pouvez atteindre un volume et un poids réduits, surtout avec de l'acier CRGO ou de l'acier amorphe de haute qualité.
Bon comportement acoustique ; l'absence de joints conventionnels réduit les sources de vibrations.
La technologie a été poussée plus loin avec Noyaux enroulés en 3D pour les transformateurs triphasés, ce qui permet d'obtenir des circuits magnétiques plus équilibrés et des pertes à vide et des courants d'appel encore plus faibles.
Ce qui retient certaines usines :
Vous avez besoin lignes de bobinage et de recuit spécialisées, ce qui implique des investissements et un savoir-faire spécifique.
La réparation et le rembobinage ne sont pas aussi simples que le démontage des piles EI.
Les formes des fenêtres sont moins tolérantes ; les conceptions doivent respecter ce que les bobineuses peuvent physiquement faire.
Dans la pratique, les noyaux enroulés dominent :
De nombreux transformateurs de distribution à bain d'huile pour lesquels les services publics achètent en fonction du coût total d'exploitation.
Certains transformateurs de courant et transformateurs de mesure nécessitant un faible courant de magnétisation et une grande précision.
Si vous avez déjà une activité d'estampage par pelliculage, le passage aux mandrins enroulés est presque un jeu industriel différent.
6. EI vs UI vs step-lap vs wound : comparaison rapide
Voici une vue compacte pour la prise de décision B2B. Les fourchettes sont typiques et non absolues.
Aspect
Piles de laminage EI
Piles de pelliculage UI
Noyaux empilés Step-lap
Noyaux enroulés
Trajectoire magnétique
Type de coquille, articulations au niveau des empiècements supérieurs et inférieurs
Type de noyau, fenêtre unique plus simple
Même géométrie que l'EI/UI, mais les articulations sont divisées en plusieurs étapes.
Trajectoire essentiellement continue, articulations réduites ou déplacées
Acier et épaisseur typiques
CRGO M2-M5, 0,23-0,35 mm commun
Semblable à l'IE, souvent aux mêmes niveaux
Généralement, le CRGO de haute qualité justifie le travail supplémentaire.
CRGO, amorphe ou nanocristallin ; 0,18-0,30 mm typique pour la production d'électricité
Perte de noyau par rapport à l'IE simple
Base de référence
Similaire, dépend des détails de l'articulation
Généralement plus faible à B et fréquence égales, en particulier au niveau des articulations
Souvent plus faible pour la même valeur, en particulier avec l'acier amorphe
Comportement en matière de bruit
Acceptable s'il est bien serré ; les joints sont la principale source de problèmes.
Similaire à l'IE
Meilleure en moyenne ; une transition de flux plus douce réduit le bourdonnement
Généralement très silencieux ; la trajectoire continue et les faibles niveaux de magnétostriction y contribuent.
Complexité de la fabrication
Le plus bas : estampillage et empilage simples
Mécanique un peu plus complexe, emboutissage similaire
Plus haut : séquence de coupe et d'empilage de précision
Plus haut : enroulement du noyau, recuit spécial, découpage, outillage dédié
Investissements nécessaires à l'usine
Presse d'emboutissage, cisaillage, recuit
Identique à l'assurance-emploi plus les accessoires
Identique à l'EI, mais avec de meilleurs systèmes de coupe et d'empilage
Machines à enrouler, grands fours de recuit, lignes de manutention des noyaux
Là où il brille typiquement
Transformateurs de commande, distribution de puissance faible à moyenne, alimentations à usage général
Alimentations, soudeurs, entraînements, unités nécessitant un assemblage plus facile des bobines
Transformateurs de distribution de moyenne/grande taille pour lesquels l'efficacité et le bruit sont limités
Distribution des services publics, unités à haut rendement et à faibles pertes, certains TC de comptage et conceptions spéciales
Meilleur argument pour financer
Coût de laminage le plus bas par kVA, large base de fournisseurs
Équilibre entre coût d'assemblage et compacité
Réduction des pertes d'énergie et des nuisances sonores pendant la durée de vie du transformateur
Un excellent rapport sur le coût total d'exploitation, des économies potentielles de poids et de matériaux malgré un prix de base plus élevé.
7. Choix des piles de laminage pour un projet réel
La plupart des appels d'offres ou des spécifications internes se résument à une poignée de facteurs de conception :
Puissance nominale et facteur de marche
Pénalités pour perte (souvent monétisées)
Limites de bruit
Équipement de fabrication disponible
Philosophie de réparation
Passons en revue quelques modèles courants.
7.1 Puissance faible à moyenne, sensible aux coûts, forte mixité
Petits transformateurs de commande, fournitures pour machines-outils, petits transformateurs d'isolement.
Choix principal - L'IE s'empile presque à chaque fois.
Raison : les emboutisseurs proposent la série standard EI (EI-26...EI-240+), avec faible coût unitaire et facilité d'approvisionnement, et les concepteurs peuvent régler rapidement le remplissage des fenêtres.
Un effort supplémentaire est nécessaire pour choisir l'épaisseur et la qualité du pelliculage qui répond à votre objectif de perte interne sans sur-spécification.
7.2 UGS à grand volume, puissance modérée, production semi-standard en flux tendu
Pensez-y : les mêmes 3 ou 4 audiences, produites tout au long de l'année.
C'est là que l'on commence à voir :
Cœurs d'interface utilisateur si la vitesse d'insertion de la bobine et l'ergonomie de l'assemblage dominent.
Noyaux EI avec un meilleur acier et une pratique conjointe décente si vous souhaitez réutiliser l'outillage existant.
L'important est de standardiser les piles de laminage et de les intégrer dans les dessins, afin d'éviter que les services d'approvisionnement ne mélangent des piles d'apparence similaire provenant de différents fournisseurs et présentant de légères différences de dimensions ou de revêtements.
7.3 Transformateurs d'utilité publique et de distribution avec pénalités de perte
Une fois qu'une compagnie d'électricité ou un régulateur a fixé un coût pour chaque watt de perte à vide, La construction de noyaux se rapproche du sommet de la spécification.
Dans cette zone, on trouve normalement l'un des éléments suivants
Géométrie de type EI ou UI avec joints à lamelles multiples.
Noyaux enroulés construit à partir de CRGO ou d'acier amorphe de haute qualité.
La bonne réponse dépend de votre usine :
Si vous possédez déjà des presses à estamper mais pas de ligne de bobinage, joints en escalier sont souvent le moyen le moins douloureux d'obtenir de meilleurs chiffres sur les pertes et le bruit.
Si vos volumes justifient les dépenses d'investissement et que vous êtes compétitif sur le plan de l'efficacité, l'investissement dans les noyaux enroulés peut s'avérer payante, tant au niveau des pertes que de l'optimisation des matériaux.
7.4 Projets soumis à des exigences strictes en matière de bruit
Hôpitaux, sous-stations urbaines denses, certains bâtiments commerciaux.
Le premier mouvement est généralement empilage pas à pas, Le système d'alimentation en électricité est composé d'un système d'alimentation en eau, d'un système de serrage soigneux et d'une mise à la terre cohérente du noyau (mise à la terre en un point, sans surprise).
Les noyaux bobinés avec des qualités d'acier appropriées sont également utiles, mais peuvent être surchargés si les limites de bruit ne sont pas extrêmement strictes.
8. Achat de piles de pelliculage : des petits détails qui comptent discrètement
Les ingénieurs spécifient généralement le Bmax et la qualité de l'acier ; les spécialistes du laminage s'intéressent aux petits détails qui font ou défont le résultat.
Certains points méritent d'être inscrits dans vos spécifications ou vos plans d'inspection :
Épaisseur de la stratification en fonction de la fréquence À 50-60 Hz, le CRGO de 0,23-0,35 mm est la norme pour les conceptions à haut rendement ; le CRNGO plus épais peut être utilisé lorsque le coût domine. Le fait de rester cohérent entre les lignes de produits permet d'avoir des stocks et des performances prévisibles.
Facteur d'empilement des cibles Préciser le section transversale nette prévue pour le fer par rapport à la valeur brute. Les bavures, l'épaisseur du revêtement et la discipline d'empilage ont une incidence sur cette différence. Si vous n'en tenez pas compte, tous vos calculs de perte de noyau dérivent.
La stratégie commune est précisée Ne vous contentez pas de dire “noyau CRGO EI”. Dites “noyau CRGO EI avec joints à recouvrement en 5 étapes sur l'empiècement supérieur, en 3 étapes sur l'empiècement inférieur” (à titre d'exemple) et joignez un croquis. Cela permet d'éviter des discussions ultérieures.
Recuit et allègement des contraintes Le travail à froid pendant l'emboutissage ou le bobinage introduit des contraintes qui dégradent les propriétés magnétiques. Assurez-vous que votre fournisseur de laminage définit cycles de recuit, Les produits de l'industrie de l'acier sont plus faciles à utiliser, surtout pour les noyaux enroulés et le CRGO de haute qualité.
Mélange de lots et de fournisseurs Pour les unités critiques, évitez de mélanger des piles provenant de lots ou de fournisseurs différents dans le même noyau ; des différences subtiles dans l'acier, le revêtement ou les bavures peuvent se manifester par des motifs de points chauds ou des bruits bizarres.
Des mesures, pas seulement des certificats Si les pertes sont importantes, il faut envisager de faire mesurer des carottes représentatives de chaque lot pour perte à vide et courant magnétisant à la densité de flux nominale, et pas seulement en faisant confiance aux garanties de l'aciérie. Des études montrent que les méthodes d'assemblage et d'empilage peuvent modifier le comportement, même lorsque le certificat du matériau est identique.
9. FAQ : les piles de laminage de transformateurs dans les décisions quotidiennes
Q1. Les noyaux EI sont-ils toujours moins chers que les noyaux UI ou enroulés ?
Généralement, mais pas automatiquement. EI vs UI : le coût de base par kg peut être similaire ; la différence provient de le temps d'assemblage et les montages mécaniques. Dans certaines usines, l'interface utilisateur finit par coûter moins cher au niveau du système. EI ou bobiné : les noyaux bobinés coûtent presque toujours plus cher par kg, en particulier pour les matériaux amorphes ou nanocristallins. Mais leur réduction des pertes de cœur peut largement compenser la durée de vie d'un service 24/7. Vous devez comparer coût total de possession pour le projet spécifique, et pas seulement le prix de la plastification.
Q2. Quand une articulation en escalier est-elle vraiment rentable ?
Règle générale : Si le transformateur fonctionne la plupart du temps et qu'il existe un tarif ou une pénalité liés à la perte de noyau, les joints à saut de puce ou à saut de puce multiple valent généralement la prime, en particulier au-delà de dizaines de kVA. Pour les petits transformateurs qui fonctionnent par intermittence (par exemple, les transformateurs de commande dans les machines), l'énergie économisée par an peut être trop faible pour justifier un coût de laminage plus élevé et une plus grande complexité.
Q3. Un noyau enroulé présente-t-il toujours des pertes plus faibles qu'un noyau empilé par étapes ?
Pas toujours. Un noyau enroulé dans un CRGO moyen peut perdre à un âme bien conçue en CRGO de qualité supérieure à la même densité de flux. Les noyaux enroulés amorphes ou nanocristallins l'emportent généralement sur les CRGO empilés en termes de perte à vide, mais ils présentent d'autres contraintes (mécaniques, coût, volume parfois plus important). La question n'est donc pas de savoir si l'on a affaire à un “enroulement” ou à un "saut de puce" en général, mais plutôt de savoir si l'on a affaire à un Quel acier, quelle densité de flux et quelle mise en œuvre des joints ?.
Q4. Puis-je intégrer des piles d'interface utilisateur dans une ancienne conception de l'IE ?
Mécaniquement, peut-être. Électromagnétiquement et thermiquement, généralement non. Le passage d'un arrangement de type "shell" à un arrangement de type "core" entraîne des modifications : Inductance de fuite Pertes parasites dans le réservoir et le serrage Voies de refroidissement Normalement, il faudrait au moins refaire la disposition du noyau et de la bobine et vérifier les pertes et l'augmentation de la température. Un simple échange de forme de laminage à l'identique est risqué.
Q5. Quelle épaisseur de pelliculage dois-je spécifier ?
Aux fréquences industrielles : 0,23-0,27 mm CRGO pour transformateurs à haut rendement et à faibles pertes. 0,27-0,35 mm CRGO ou 0,35-0,50 mm CRNGO où le coût domine et les pénalités de perte sont faibles. Des tôles plus fines réduisent la perte par courants de Foucault mais augmentent le coût des matériaux et de la transformation. Traitez l'épaisseur comme une variable dans votre optimisation, et non comme un nombre fixe.
Q6. Puis-je mélanger des piles de pelliculage de différents fournisseurs dans un même mandrin ?
Techniquement, c'est possible ; en pratique, c'est une question de variabilité. Différents fournisseurs peuvent utiliser : Des qualités d'acier légèrement différentes (même sous le même label) Systèmes de revêtement avec différentes résistivités et épaisseurs Contrôle des bavures et recuit différents Pour les produits non critiques, cela peut être acceptable ; pour les transformateurs où les pertes et le bruit sont contractuels, il est préférable de conserver chaque noyau à un niveau inférieur. une source de laminage contrôlée.
Cheney est un ingénieur d'application principal dévoué à Sino, avec une grande passion pour la fabrication de précision. Il est titulaire d'une formation en ingénierie mécanique et possède une vaste expérience pratique de la fabrication. Chez Sino, Cheney se concentre sur l'optimisation des processus de fabrication des piles de laminage et sur l'application de techniques innovantes pour obtenir des produits de haute qualité.
Brochure sur les nouveaux produits
Veuillez saisir votre adresse électronique ci-dessous et nous vous enverrons la dernière brochure !
Laissez les piles de pelliculage de Sino renforcer votre projet !
Pour accélérer votre projet, vous pouvez étiqueter les piles de laminage avec des détails tels que tolérance, matériel, finition de la surface, la nécessité ou non d'une isolation oxydée, quantitéet bien d'autres choses encore.