Laissez les piles de pelliculage de Sino renforcer votre projet !
Pour accélérer votre projet, vous pouvez étiqueter les piles de laminage avec des détails tels que tolérance, matériel, finition de la surface, la nécessité ou non d'une isolation oxydée, quantitéet bien d'autres choses encore.
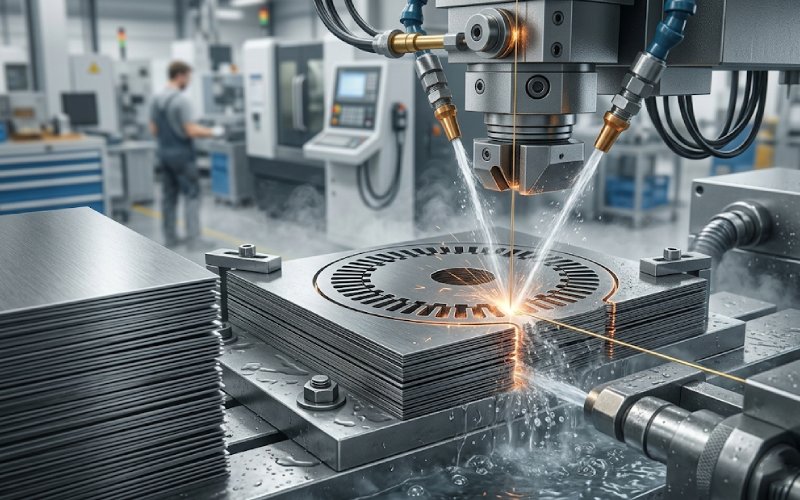
L'électroérosion à fil pour les stratifications de moteurs : Quand l'utiliser (ou ne pas l'utiliser)
Si vous choisissez un procédé de découpe pour tôles de moteur, La première question à poser est généralement la mauvaise, “Quelle est sa précision ?” Le meilleur est plus laid : Quel type de bord créez-vous, et quel sera l'effet de ce bord sur la pile par la suite ? La qualité de la coupe ne se limite pas à la géométrie. Il s'agit du risque de bavure, des dommages thermiques locaux, de l'isolation interlaminaire, de la perte de noyau et de la question de savoir si la pile se comporte toujours comme le modèle de conception le prévoyait. Des études récentes sur la fabrication de l'acier électrique insistent sur ce point : les effets de bord de coupe peuvent modifier les performances magnétiques au point que la perte de fer peut varier d'un facteur deux ou plus, en fonction du matériau, de la géométrie, du niveau de champ et des paramètres du processus.
C'est là que la musique électronique filaire entre en jeu. Elle est précise. Il est également plus lent, plus sélectif et moins tolérant à l'égard des décisions paresseuses qu'on ne le pense. Pour certains travaux de pelliculage, c'est exactement ce qu'il faut. Pour d'autres travaux, c'est une façon très polie de payer trop cher pour le mauvais procédé.
Table des matières
La réponse courte
Utilisez l'électroérosion à fil lorsque vous avez besoin contrôle étroit du profil, faible distorsion mécanique et itération rapide de la conception sur une feuille conductrice. Ne l'utilisez pas par défaut une fois que la conception est stable et que le volume de sortie commence à être plus important que l'expérimentation géométrique. Il s'agit de la version simple. La version réelle se trouve ci-dessous.
Ce que l'électro-érosion à fil change réellement sur un laminage d'acier électrique
L'électroérosion à fil enlève la matière à l'aide de décharges électriques et non d'une force de coupe mécanique. La tôle n'est donc pas perforée ou cisaillée pendant que le contour est formé. C'est important pour l'acier électrique de faible épaisseur, les dents étroites, les petits ponts, les ouvertures de fentes délicates et les formes internes où la force de l'outil peut déplacer la pièce sans que l'on s'en aperçoive. Il s'agit également d'un processus de coupe à travers les matériaux conducteurs, et les fenêtres internes nécessitent généralement un trou de départ pour l'enfilage du fil. Les diamètres de fil courants se situent autour de 0,10 à 0,25 mm, La capacité dimensionnelle typique pour les travaux généraux d'électroérosion à fil est souvent discutée dans le cadre de l'étude de faisabilité de l'électroérosion à fil. ±0,002 à ±0,01 mm en fonction de la configuration, de la taille de la pièce et du nombre de passes d'écrémage.
Cela semble idéal. Mais ce n'est pas tout.
L'électroérosion à fil évite la déformation plastique liée au poinçonnage, mais il s'agit toujours d'un procédé thermique. L'arête de coupe peut comporter une couche de refonte et une zone affectée thermiquement. Sur les machines modernes, les stratégies de finition et les passes d'écrémage peuvent réduire considérablement cette couche thermiquement altérée par rapport aux niveaux de coupe grossière, parfois de quelques dizaines de microns à quelques microns, mais le nombre réel dépend de l'énergie de décharge, de l'alimentation électrique, de la stratégie d'ébarbage et du comportement du matériau. Ainsi, le bord peut sembler propre alors que le matériau magnétique à proximité de ce bord a encore subi des modifications importantes.
Et oui, c'est important. Des études sur l'acier électrique montrent que la méthode et les paramètres de coupe influencent la magnétisation, les pertes et la dégradation locale près du bord. Les études comparant les méthodes de découpe indiquent également que la découpe au fil tend à endommager les propriétés magnétiques moins que le poinçonnage et moins que de nombreuses conditions laser, mais “moins de dommages” n'est pas la même chose que “pas de dommages”. Cette distinction se perd souvent.
Quand l'électroérosion par fil est le bon choix
1. Vous êtes toujours en mode prototype
Il s'agit du cas d'utilisation le plus propre. La forme du rotor est toujours en mouvement. La forme de la fente du stator est toujours en mouvement. L'extrémité de la dent, l'épaisseur du pont, la poche de l'aimant, la géométrie de l'évent, tout cela est encore en mouvement. À ce stade, la valeur de l'électroérosion à fil ne réside pas seulement dans la précision. C'est le fait de pouvoir modifier la géométrie sans avoir à découper une nouvelle matrice à chaque fois que l'équipe de conception change d'avis. Pour les prototypes et la production de petites quantités, la littérature technique actuelle place encore l'électroérosion à fil dans une position raisonnable. Il ne s'agit pas d'un procédé par défaut. C'est un moyen d'apprendre rapidement sans avoir à se soucier de l'outillage.
2. La géométrie est suffisamment délicate pour que la force soit le véritable problème.
Certaines stratifications sont faciles à dessiner et difficiles à couper. Racines minces. Bridges étroits. Rayons internes étroits. Longues fentes élancées. Dans ces cas, un processus mécanique agressif peut atteindre la tolérance sur le papier mais vous laisser avec un gauchissement, une déformation locale ou un comportement de bavure que vous ne souhaitiez pas. L'électroérosion à fil est utile car la trajectoire de coupe est générée sans pression directe de l'outil sur la tôle. Cela change le mode de défaillance.
3. Il faut protéger l'isolation interlaminaire plus que la vitesse.
Dans les piles de laminage, les bavures ne sont pas un défaut esthétique. Les bavures peuvent devenir un pont électrique entre les feuilles adjacentes. Dans ce cas, un court-circuit interlaminaire local peut entraîner une perte par courants de Foucault et un échauffement local. L'électroérosion à fil est souvent intéressante dans ce cas, car elle tend à réduire le problème mécanique des bavures associé au cisaillement et au poinçonnage, même si elle introduit un problème de bord thermique qui doit encore être contrôlé et vérifié. Problème différent. Généralement plus petit. Toujours réel.
4. Le matériau est coûteux, fin ou ne pardonne pas.
Il existe une catégorie étroite mais importante dans laquelle l'électroérosion à fil continue à apparaître alors que l'étiquette “prototype uniquement” aurait dû l'écarter. Acier électrique très fin. Les laminages d'alliages de grande valeur. Petits lots récurrents pour lesquels les rebuts sont plus importants que le temps machine. Programmes où la stabilité des arêtes est plus importante que le temps de production. Ce n'est pas courant. Mais bien réelles. Dans ces cas, l'électroérosion à fil peut continuer à faire partie de l'itinéraire même après que la conception a été figée, en particulier lorsque l'alternative est un risque pour l'outillage, des retouches ou des dommages qui coûtent plus cher qu'une coupe lente. Il s'agit là d'une exception technique, et non d'une contradiction.
Quand ne pas l'utiliser
1. La conception est établie et le volume augmente
Lorsque la géométrie ne bouge plus, les économies de processus commencent à se faire plus bruyantes. L'outillage dur devient plus facile à justifier. Le temps de fabrication des pièces commence à compter plus que la flexibilité numérique. À ce stade, l'électroérosion à fil cesse souvent d'être la solution intelligente. Il est généralement trop lent pour la production de pelliculage courante, en particulier lorsque le travail a dépassé le stade de la validation et qu'il s'agit d'une production reproductible et sensible aux coûts.
2. Vous utilisez la “précision” pour éviter de procéder à une validation correcte des pertes.
Cela arrive souvent. Une équipe voit un profil propre et suppose que l'histoire magnétique doit également être propre. Ce n'est pas sûr. La dégradation des bords de coupe dans l'acier électrique n'est pas seulement un problème de géométrie. Elle modifie l'état de contrainte local, le comportement du domaine magnétique et le comportement des pertes près du bord. Les études sur les effets de la fabrication mécanique et les études de mesure sur les empilages complets aboutissent toutes deux au même constat : il est nécessaire d'évaluer le matériau après la découpe, et souvent aussi après l'empilage et l'assemblage.
3. Votre pièce n'est pas adaptée à un processus de coupe transversale
L'électroérosion à fil est excellente pour les profils 2D, les découpes internes et les contours coniques. Ce n'est pas une solution générale pour les caractéristiques aveugles ou les géométries qui ne permettent pas l'accès au fil. Si la pièce s'oppose au processus dès le début, forcer l'électro-érosion à fil dans le routage crée généralement plus de travail de fixation, plus de manipulation, et pas beaucoup de valeur.
4. Votre problème de pile de laminage est en fait un problème d'assemblage
Une bonne coupe peut toujours être gâchée par la suite. Le soudage, l'emboîtement, la pression de serrage, la compression de la pile et les points de contact locaux peuvent créer de nouveaux chemins électriques entre les feuilles ou modifier le comportement des pertes après la coupe. Par conséquent, si votre itinéraire d'assemblage est susceptible de perturber l'isolation entre les couches, la méthode de découpe seule ne sauvera pas la pile. Les gens accusent la coupe. Parfois, c'est la méthode d'empilage qui a causé les dégâts.
Electro-érosion à fil vs. laser vs. emboutissage pour les piles de laminage
Facteur de décision
Electro-érosion à fil
Découpe au laser
Estampillage
Investissement dans l'outillage
Faible au départ ; pas de mort brutale
Faible à modéré
Frais initiaux élevés, frais réduits par pièce à l'échelle
Risque le plus élevé en cas de dérive de l'état de l'outil et du jeu
Débit
Faible
Moyenne à élevée
Le plus élevé
Meilleure adéquation
Prototypes, géométrie serrée, caractéristiques fragiles, petits lots de grande valeur
Prototypes à volume moyen, itération rapide
Conceptions stables, production en grande quantité
Point d'attention
Ne pas supposer qu'une coupe précise signifie une faible perte de noyau
L'apport de chaleur doit encore être validé
La bavure et la déformation peuvent déclencher des failles interlaminaires
Cette matrice reflète la tendance générale observée dans les guides sur les procédés d'électroérosion à fil, les comparaisons des procédés de laminage des moteurs et les études sur les dommages causés par le découpage électrique de l'acier.
Comment utiliser l'électroérosion à fil sans créer les problèmes habituels ?
Commencer par le bord, pas par le fichier CAO
Si le dessin est sensible au magnétisme, la première question n'est pas de savoir si la machine peut maintenir le profil. Elle le peut généralement. La meilleure question est de savoir si le bord coupé augmentera la perte de noyau, nuira à la perméabilité près du bord de la dent ou créera un problème après l'empilage. Traitez le bord comme une condition matérielle, et pas seulement comme un contour.
Utiliser les passes d'ébauche et de finition pour des travaux différents
L'ébauche sert à faire ressortir la forme. Les passes superficielles servent à réduire la refonte, à améliorer le contrôle dimensionnel et à calmer l'arête. Si vous essayez d'obtenir toute la vitesse possible lors de la première coupe et que vous considérez que c'est terminé, vous perdez en général ce qui a rendu l'électro-érosion par fil intéressante au départ.
Conserver l'énergie de décharge sur la passe d'arrivée
Les études de paramètres sur l'acier électrique montrent que les modifications du courant, de la vitesse d'avance et de la synchronisation des impulsions affectent les résultats de la magnétisation. Cela ne donne pas une recette magique unique, mais une orientation sûre : ne pas chercher aveuglément le taux d'enlèvement sur les pièces où le comportement magnétique est important. Les réglages de la passe de finition méritent leur propre logique.
La taille des fils doit correspondre à la caractéristique, et non à l'habitude.
Un fil plus fin peut aider à obtenir des angles internes étroits et une géométrie de fente serrée, mais le choix du fil interagit également avec la stabilité, le rinçage et le temps de coupe. Le fil 0,10 à 0,25 mm Il y a une raison à l'existence d'une gamme de produits. Une taille plus petite n'est pas automatiquement meilleure. Parfois, elle est simplement plus lente et moins stable.
Valider sur la pile, et pas seulement sur une feuille volante
Une seule feuille peut avoir l'air en bon état alors que l'âme finie se comporte différemment. Vérifiez l'empilement assemblé pour voir s'il y a un décalage dans la perte du noyau, un risque de résistance interlaminaire, une cohérence dans la hauteur de l'empilement et si la voie d'assemblage a créé un contact électrique frais entre les feuilles. Cela est d'autant plus important dans les conceptions à haute fréquence et dans les laminages fins, où les pénalités de perte liées à l'empilement peuvent devenir plus évidentes.
Ce qui doit figurer sur la liste de contrôle de votre premier article
Une courte liste de contrôle suffit. Il ne s'agit pas d'un gigantesque classeur de qualifications.
Géométrie des profils et des fentes : vérifier la largeur de la dent, l'épaisseur du pont, les rayons internes et l'affaissement du coin.
État des bords : vérifier l'absence de bavures, de refonte, de microfissures et de teinte thermique visible ou d'instabilité.
Réponse magnétique : tester le comportement du BH ou la perte de noyau sur des coupons ou des échantillons d'anneaux représentatifs, et pas seulement sur le modèle nominal de la CAO.
Risque d'isolation interlaminaire : confirmer que la pile ne crée pas de ponts électriques lors du pressage ou de l'assemblage.
Facteur d'empilage et qualité de l'emballage : vérifier que la planéité, l'état du revêtement et l'assemblage ne réduisent pas discrètement la quantité d'acier magnétique utilisable dans la pile. Les systèmes de laminage revêtus se situent souvent dans la fourchette moyenne de 90% pour le facteur d'empilage, de sorte que les petites erreurs d'assemblage ne sont pas négligeables.
La règle qui fonctionne généralement
S'il s'agit d'un emploi apprendre la géométrie, L'électroérosion à fil est souvent un bon choix. S'il s'agit d'un travail d'environ l'expédition d'un grand nombre de pièces au coût de répétition le plus bas, En général, ce n'est pas le cas. S'il s'agit d'un emploi la protection de la performance magnétique, Dans ce cas, aucun processus ne bénéficie d'un laissez-passer. Vous validez le bord, puis la pile, puis le noyau joint. Dans cet ordre.
FAQ
L'électroérosion à fil est-elle meilleure que la découpe au laser pour la stratification des moteurs ?
Pas de manière générale. L'électroérosion à fil l'emporte généralement sur le plan de la douceur mécanique et du contrôle du profil pour les pièces conductrices délicates. Le laser l'emporte généralement en termes de rapidité et constitue souvent la solution la plus pratique lorsque la quantité augmente. Pour les piles de laminage, la bonne comparaison n'est pas celle du “meilleur procédé”, mais celle du “meilleur procédé pour cette géométrie”. C'est "meilleur procédé pour cette géométrie, ce volume et ce budget de pertes".”
L'électroérosion à fil crée-t-elle des bavures sur l'acier électrique ?
En général, les bavures mécaniques sont moins importantes qu'avec le poinçonnage, oui. Mais “faible bavure” ne signifie pas “risque d'arête nul”. L'électroérosion à fil déplace le problème vers l'état thermique des arêtes, la refonte et le contrôle des paramètres.
L'électroérosion à fil peut-elle nuire à la perte de substance ?
Oui. Les effets de coupe dans l'acier électrique peuvent modifier la perméabilité et les pertes près du bord, et les études de fabrication indiquent que les changements de perte de fer liés à la coupe peuvent être suffisamment importants pour avoir de l'importance au niveau de la machine. L'électroérosion à fil est souvent moins dommageable que le poinçonnage ou que de nombreuses conditions laser, mais elle doit encore être validée.
L'électroérosion par fil est-elle réservée aux prototypes ?
La plupart du temps, mais pas seulement. Les travaux de prototypage et les petites séries s'y prêtent naturellement. Néanmoins, les laminés très fins, de grande valeur ou difficiles peuvent justifier l'électroérosion par fil dans le cadre d'une production répétée de faible volume, si le contrôle des arêtes est plus important que le temps de production.
Quelle tolérance l'électroérosion par fil peut-elle raisonnablement atteindre sur les tôles des moteurs ?
Une plage pratique souvent citée pour l'électroérosion à fil est d'environ ±0,002 à ±0,01 mm, Selon la machine, le réglage, la taille de la pièce et la stratégie de découpe. Pour les laminés, cependant, il ne faut pas s'arrêter à la tolérance dimensionnelle. La tolérance magnétique est également importante.
Quelle est la plus grande erreur commise par les équipes lorsqu'elles choisissent l'électroérosion à fil ?
Ils examinent le profil de coupe et s'arrêtent là. La question la plus difficile est de savoir ce qui se passe après l'empilage et l'assemblage. Si les tôles adjacentes commencent à entrer en contact électrique, ou si le bord de coupe a modifié l'acier plus que prévu, la pile de laminage peut perdre en performance, même si toutes les dimensions du profil semblent encore correctes.
Cheney est un ingénieur d'application principal dévoué à Sino, avec une grande passion pour la fabrication de précision. Il est titulaire d'une formation en ingénierie mécanique et possède une vaste expérience pratique de la fabrication. Chez Sino, Cheney se concentre sur l'optimisation des processus de fabrication des piles de laminage et sur l'application de techniques innovantes pour obtenir des produits de haute qualité.
Brochure sur les nouveaux produits
Veuillez saisir votre adresse électronique ci-dessous et nous vous enverrons la dernière brochure !
Laissez les piles de pelliculage de Sino renforcer votre projet !
Pour accélérer votre projet, vous pouvez étiqueter les piles de laminage avec des détails tels que tolérance, matériel, finition de la surface, la nécessité ou non d'une isolation oxydée, quantitéet bien d'autres choses encore.