Let Sino's Lamination Stacks Empower Your Project!
To speed up your project, you can label Lamination Stacks with details such as tolerance, material, surface finish, whether or not oxidized insulation is required, quantity, and more.

Backlack laminations can look finished before the bond is actually proven.
That is the uncomfortable part. A motor core stack may come out of the press clean, flat, and visually acceptable. The coating may appear continuous. The stack may even survive handling. None of that confirms that the self-bonding coating has cured into a stable interlaminar bond.
For precision lamination stacks, especially thin-gauge electrical steel used in motors, generators, and electromagnetic assemblies, cure verification has to answer a practical question:
Will the bonded stack stay bonded under real mechanical, thermal, and handling stress?
Peel tests and shear tests are two of the most useful ways to answer it. They are not interchangeable. Peel testing exposes edge weakness. Shear testing checks load transfer across the bonded face. Used together, they give a clearer view of coating cure quality than oven settings or visual inspection alone.
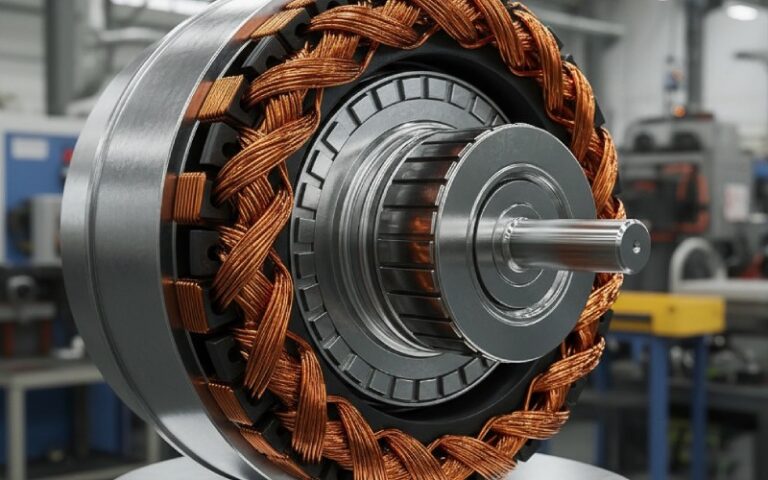
Backlack is a self-bonding coating applied to electrical steel laminations. During bonding, heat and pressure allow the coating to soften, contact the adjacent lamination, and cure into a bonded layer.
In production, the word “cure” can be misleading. It sounds like a simple yes-or-no event. It is not.
A cured Backlack lamination stack should show:
A stack can fail one of these without looking suspicious. That is why mechanical testing matters.
The real cure condition depends on coating weight, peak metal temperature, dwell time, stack pressure, lamination flatness, burr height, surface cleanliness, and cooling behavior. The oven recipe is only part of the story. The coating cures according to the temperature and pressure it actually experiences inside the stack.
That difference is where many bonding problems begin.
Visual inspection catches obvious defects. Misalignment. Severe squeeze-out. Blisters. Contamination. Burn marks. Warped stack geometry.
It does not reliably detect weak adhesion between layers.
A stack can show a neat outside edge and still have poor internal bonding. A thin film of oil, unstable coating storage, insufficient peak metal temperature, or low pressure in one zone can create local weakness. Sometimes the first sign appears during machining, rotor assembly, high-speed operation, or thermal cycling.
By then, the cost of the defect is no longer just one rejected sample.
Peel and shear tests turn the hidden bond line into measurable evidence.
A peel test pulls bonded laminations apart from an edge. For Backlack cure verification, this matters because many delamination failures start at exposed edges, tooth tips, slots, or cut features.
The most common reference methods include:
The floating roller peel method is often used when one adherend is flexible enough to peel while the other side remains supported. The test measures peel resistance as the crack moves along the bond line. T-peel testing uses a T-shaped bonded specimen and measures the force needed to separate two flexible adherends.
In plain terms, peel testing asks:
How easily does the bond open once separation starts?
That is a sharp question. Good. Edges need sharp questions.
Peel testing is useful for finding:
Peel testing is sensitive. Sometimes too sensitive. A small burr, rough edge, misaligned specimen, or irregular peel angle can affect the result. That does not make the test weak. It means the test setup must be controlled.
For production control, peel testing is often a strong early-warning method. If the peel curve changes, the process may be moving before the stack fully fails.
A shear test loads the bonded area more parallel to the lamination surface. Instead of pulling the layers open, it tries to slide them apart.
For adhesive-bonded assemblies, DIN EN 1465 is a common reference for tensile lap-shear testing. In Backlack lamination work, shear testing helps assess how well the cured coating transfers load across the bonded face.
Shear testing asks:
Can the bonded lamination area carry in-plane force without slipping or failing?
That question is closer to many service conditions. Motor cores and laminated assemblies may see vibration, torque, press-fit stress, handling load, thermal expansion, and machining forces. The bond does not only need to resist peeling. It has to hold the stack as a mechanical unit.
Shear testing is useful for checking:
A shear result should never be treated as a universal material number. It depends on specimen geometry, bonded area, overlap length, test speed, steel thickness, and surface condition.
So the report must say how the test was done. A number without the method is only half useful.
Both should be used when the stack is critical.
Peel testing finds edge weakness. Shear testing checks bonded-area load capacity. A stack can pass one and fail the other. That is not strange. It is information.
| Test method | Main purpose | Common reference standards | Best at detecting | Main limitation | Best use in Backlack lamination QC |
|---|---|---|---|---|---|
| Floating roller peel test | Measures peel resistance from an opening edge | DIN EN 1464 | Edge weakness, poor adhesion, uneven wet-out, brittle cure | Sensitive to specimen preparation and flexible-layer behavior | Fast cure screening and batch comparison |
| T-peel test | Measures peel force in a T-shaped bonded assembly | ISO 11339 | Flexible-laminate separation behavior and progressive peel failure | Not intended for structural design data | Comparative testing when specimen geometry fits |
| Tensile lap-shear test | Measures shear strength across bonded overlap | DIN EN 1465 | Face-bond strength, load transfer, cure development | Strongly affected by overlap geometry and sample preparation | Process validation, production qualification, periodic QC |
| Combined peel + shear | Checks opening resistance and sliding resistance | DIN EN 1464 / ISO 11339 / DIN EN 1465 | Cure imbalance, weak edges, weak face bonding, process drift | Requires disciplined sampling and reporting | Preferred for high-reliability lamination stacks |
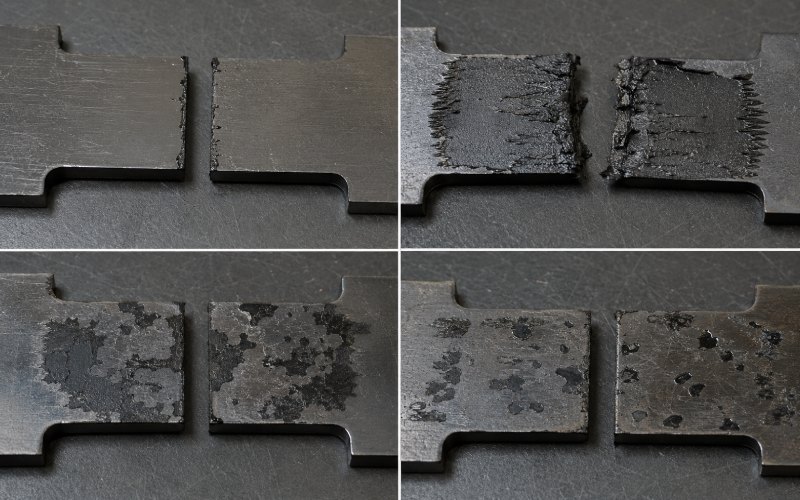
The peak force is important. The broken surface is just as important.
After a peel or shear test, both sides of the failed specimen should be inspected. A good QC record should include the force result and the failure mode.
Common failure patterns include:
Adhesive failure The coating separates cleanly from the steel surface. This may point to poor surface cleanliness, weak wet-out, insufficient bonding pressure, oxide-related issues, or incomplete cure.
Cohesive failure The fracture runs through the coating layer itself. This often means the coating adhered to both lamination surfaces, though the internal strength of the cured layer still needs review.
Mixed failure Part of the failure is adhesive, part is cohesive. This is common in real production samples. The pattern and location matter.
Patchy bonding Some areas show strong bonding while nearby areas release cleanly. This may indicate uneven pressure, local contamination, lamination waviness, burr interference, or uneven heat transfer.
Steel deformation Thin electrical steel may bend or distort during testing before the bond fully separates. This can suggest strong bonding, but it may also make direct comparison harder.
A clean-looking failure is not automatically good. A rough-looking failure is not automatically bad. The surface has to be read together with the test method, specimen geometry, and cure history.
Disagreement is common. It can be useful.
If peel strength is low but shear strength is acceptable, the stack may have good face bonding but poor edge resistance. Check edge coating condition, burr height, coating brittleness, pressure distribution, and peel specimen preparation.
If shear strength is low but peel strength is acceptable, the stack may resist opening but fail to transfer in-plane load. Check peak metal temperature, dwell time, coating thickness, overlap geometry, and whether the cured layer remained too soft.
If both peel and shear results are low, start with the fundamentals: surface cleanliness, coating storage, actual metal temperature, pressure, dwell time, and lamination flatness.
If both are high but scatter is wide, do not celebrate too quickly. Wide scatter often means the process is unstable. It may be heating variation. It may be pressure variation. It may be coating weight variation. Or one operator is preparing samples differently from another.
A reliable process does not only produce strong results. It produces results that repeat.
A cure verification plan should match the risk of the part.
For early development, test multiple cure conditions. Change one major variable at a time where possible: temperature, dwell time, pressure, or coating weight. Record the result. Record the failure mode. Keep the samples.
For production launch, use real lamination geometry. Flat coupons are useful, but they do not always represent slots, teeth, narrow bridges, inner diameters, or stacked-height heat transfer. A test made from convenient material may give a convenient answer. That is not always the right answer.
For routine QC, a balanced plan may include:
Acceptance criteria should be based on the customer specification, stack design, operating load, and validated production history. Avoid copying values from an unrelated part. Backlack bonding is too dependent on geometry and process condition for that shortcut.
A peel or shear test report should be boring in the best way: clear, repeatable, and hard to misread.
A strong report should include:
This level of detail helps engineering teams separate coating problems from process problems. It also helps purchasing teams compare suppliers without relying only on claims.
Weak cure does not always mean the oven was too cold.
That is one possibility. Not the only one.
Common causes include:
A process can meet the oven setpoint and still fail. The coating does not cure by reading the controller. It cures according to the condition at the bond line.

For custom lamination stack projects, cure verification should not be added at the end as paperwork. It should be built into the manufacturing route.
A practical project review should define the bonding method, lamination thickness, coating requirement, stack height, cure cycle, test method, acceptance criteria, and reporting format before production begins.
Our engineering and quality teams can support this process by helping define peel and shear test requirements, preparing validation samples, reviewing failure modes, and aligning QC records with the mechanical requirements of the final assembly.
For high-speed motor cores, prototype stacks, bonded stator segments, rotor packs, and other precision electrical steel assemblies, this reduces guesswork. It also makes supplier qualification cleaner. The drawing says what is needed. The test report proves what was made.
Backlack lamination cure verification is the process of checking whether the self-bonding coating between electrical steel laminations has cured into a stable bond. It usually includes mechanical testing, failure-mode review, and process traceability.
DIN EN 1464 is commonly used for floating roller peel testing. ISO 11339 may be used for T-peel testing when the specimen design fits flexible bonded assemblies.
DIN EN 1465 is commonly used for tensile lap-shear testing of bonded assemblies. For Backlack laminations, it helps compare bonded-area strength under controlled specimen conditions.
No. Peel testing and shear testing answer different questions. Peel testing checks opening resistance from an edge. Shear testing checks load transfer across the bonded area. Critical stacks often need both.
Yes. This can happen when the main bonded face carries sliding load, but the edge is weak, brittle, contaminated, or poorly wetted. It is a warning sign, especially for stacks exposed to handling, vibration, or high-speed operation.
No. Acceptance limits should be tied to the lamination geometry, coating system, steel thickness, operating conditions, and customer specification. The test method must also be stated, or the value may be misleading.
Peak metal temperature is closer to the real curing condition than oven air temperature. Thick stacks, tooling mass, and contact conditions can delay heat transfer into the bond line.
Record the failure mode, specimen location, cure cycle, test standard, sample dimensions, test speed, and representative photos. The number tells how much force was measured. The failed surface helps explain why.
Backlack bonding is not proven by appearance. It is proven by controlled testing and repeatable results.
Peel tests show how the bond opens from an edge. Shear tests show how the bonded face carries load. Together, they give engineers and QC teams a practical way to verify coating cure, catch process drift, and qualify lamination stacks with more confidence.
For bonded electrical steel stacks, that difference matters. A stack is not just assembled because the layers touch. It is bonded when the coating, cure cycle, and test results all agree.