Laissez les piles de pelliculage de Sino renforcer votre projet !
Pour accélérer votre projet, vous pouvez étiqueter les piles de laminage avec des détails tels que tolérance, matériel, finition de la surface, la nécessité ou non d'une isolation oxydée, quantitéet bien d'autres choses encore.
Laminations des moteurs de traction des ascenseurs : Comment les empilements de lamelles affectent le bruit, l'efficacité et la marge de sécurité
Principaux enseignements
Traction des ascenseurs tôles de moteur plus que la perte magnétique. Ils façonnent également les vibrations, l'échauffement local et la marge de manœuvre en cas de surcharge.
Une bonne conception électromagnétique peut toujours échouer en production. Les dommages au niveau des arêtes de coupe, les bavures, les contraintes de soudage, un mauvais empilage et les défauts interlaminaires modifient l'âme une fois le dessin terminé.
La marge de sécurité disparaît tranquillement. Généralement à l'extrémité de la dent, dans les points chauds locaux ou dans les ordres de force qui s'alignent sur les modes structurels à faible vitesse.
Table des matières
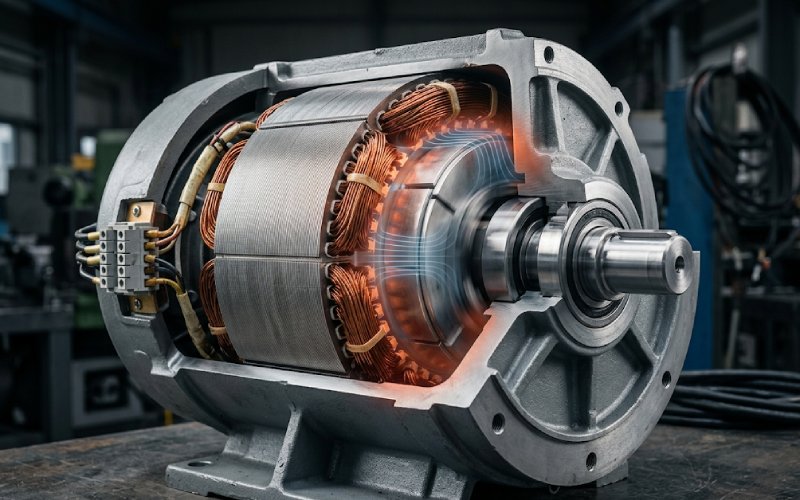
L'importance des empilements de lamelles dans les moteurs de traction des ascenseurs
Les empilements de lamelles déterminent si un moteur de traction reste silencieux près de l'atterrissage, s'il reste efficace lors de démarrages répétés et s'il conserve une marge suffisante lorsque la charge et la température s'éloignent du point fixe utilisé dans la simulation.
C'est là le vrai problème.
Dans un moteur d'ascenseur sans engrenage, la douceur à basse vitesse est plus importante que dans beaucoup d'autres machines. Une conception peut sembler stable en fonctionnement nominal et s'avérer rugueuse en vitesse rampante. Elle peut passer les contrôles d'efficacité moyens et présenter des points chauds locaux à l'intérieur de la pile. Elle peut présenter un couple acceptable et perdre encore de la marge au niveau de la pointe de la dent ou du fer arrière.
La pile de laminage n'est donc pas seulement un chemin magnétique. C'est une carte des pertes. Un chemin de rigidité. Un amplificateur de tolérance.
Et parfois, c'est le premier endroit où le moteur commence à se dérégler.
Comment les piles de laminage affectent le bruit des moteurs d'ascenseurs
En ce qui concerne le bruit des moteurs de traction, la discussion habituelle commence par la stratégie de contrôle. Cette approche est incomplète.
L'empilement de tôles façonne le modèle de force que le boîtier transforme ensuite en son. L'ouverture de la fente, la forme de l'extrémité de la dent, l'épaisseur de la culasse, l'obliquité, la rigidité de l'empilement et l'asymétrie magnétique locale modifient tous l'image de la force radiale. De petites modifications de la géométrie peuvent faire passer un moteur d'un état lisse à un état rugueux, en particulier à faible vitesse.
C'est important pour les ascenseurs, car l'ondulation du couple à basse vitesse n'est pas facile à dissimuler. La machine doit être stable à l'approche de l'atterrissage. Pas d'hésitation. Pas de rugosité à basse vitesse. Pas de faible grognement qui n'apparaît qu'à faible charge et qui disparaît à pleine vitesse.
Les facteurs de bruit typiques liés à l'empilement sont les suivants
saturation de la pointe de la dent
variation de la réluctance de l'ouverture de la fente
sensibilité au couple cogging
mauvaise sélection de l'obliquité
compression inégale de la pile
les dommages magnétiques de type "cut-edge
un court-circuit interlaminaire local qui déforme le trajet du flux
Certains de ces problèmes semblent mineurs lors de l'examen de la conception. Puis le prototype arrive et le stator raconte une autre histoire.
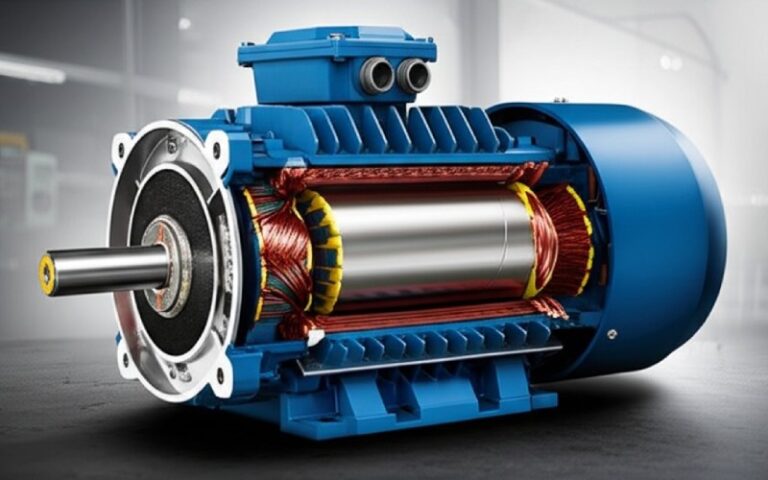
Comment la fabrication du noyau du stator modifie l'efficacité du moteur
Les données sur l'acier brut ne sont qu'un début.
Une fois que les tôles sont poinçonnées, empilées, collées, soudées, rivetées ou pressées dans le boîtier, le noyau n'est plus le matériau indiqué sur la fiche technique. La perméabilité magnétique change. Les pertes locales augmentent. Les contraintes s'accumulent autour du bord coupé et des points de jonction. L'isolation interlaminaire peut se dégrader d'une manière qui apparaît à peine lors d'une simple inspection dimensionnelle.
C'est pourquoi fabrication de noyaux de stator se trouve en plein milieu de la réduction de la perte de fer.
Les laminés minces permettent de réduire les pertes dues aux courants de Foucault. Oui. Mais ce gain n'est pas automatique. Les matériaux plus minces sont également moins tolérants lors de la manipulation et de l'assemblage. Si le processus d'empilage endommage l'intégrité du revêtement ou augmente le contact entre les couches, une partie du gain théorique disparaît à l'intérieur du noyau assemblé.
Il en va de même pour le facteur d'empilage. La recherche d'un facteur d'empilage plus élevé semble attrayante sur le papier. En pratique, si cela s'accompagne d'une détérioration du revêtement, d'un contact avec des bavures ou d'une compression instable, le moteur peut gagner du métal et perdre de la marge.
C'est là que beaucoup d'études se relâchent. Ils comparent des conceptions utilisant des entrées électromagnétiques propres, puis traitent la construction de la pile comme une étape de production secondaire. Ce n'est pas une étape secondaire. Elle modifie la machine.
Disparition de la marge de sécurité dans les stratifiés des moteurs de traction
La marge de sécurité d'une pile de laminage s'estompe généralement à trois endroits.
1. Marge de manœuvre magnétique
Elle est souvent perdue d'abord au niveau de la pointe de la dent, du pont à fente ou d'une fine section du fer arrière.
Un moteur peut encore produire le couple cible, mais la saturation locale commence à concentrer le flux dans des endroits qui augmentent les pertes et la force radiale. Une fois que cela se produit, l'efficacité et les NVH commencent à se rapprocher. Mauvais.
2. Marge de manœuvre thermique
Celui-ci est plus silencieux.
Les petits défauts interlaminaires, les contacts provoqués par des bavures ou les zones d'assemblage soumises à de fortes contraintes peuvent créer des courants circulatoires locaux et un échauffement concentré. L'efficacité moyenne peut encore sembler raisonnable. Ce n'est pas le cas de la carte thermique locale.
Et c'est la carte locale qui compte.
3. Marge de manœuvre mécanique
La pile est également une pièce structurelle. Si la compression est inégale, si l'assemblage modifie localement la rigidité, si les modes construits du stator se situent près des ordres de force électromagnétique dominants, le moteur peut devenir plus sensible aux vibrations que ne le prévoyait le modèle.
La marge de sécurité ne concerne donc pas seulement le courant de surcharge ou la classe de température. Il s'agit également de savoir si l'empilement de laminage construit se comporte toujours comme prévu par la conception.
Les principaux compromis dans la conception du pelliculage des moteurs d'ascenseurs
Choix de la pile de laminage
Impact du bruit
Impact sur l'efficacité
Impact sur la marge de sécurité
Ce qui passe généralement inaperçu
Lamelles plus fines
Aide indirecte ; n'élimine pas à elle seule les problèmes liés aux ondes de force
Réduit les pertes dues aux courants de Foucault
Peut réduire la charge thermique, mais la sensibilité du processus augmente
Les équipes s'attendent à ce que la jauge mince corrige les NVH
Facteur d'empilement plus élevé
Effet direct généralement faible, sauf en cas de modification de la rigidité ou de la saturation
Améliore la teneur en métal magnétique
N'est utile que si l'intégrité de l'isolation survit à l'assemblage
Les dommages causés au revêtement sont ignorés
Enclenchements agressifs, soudures ou assemblages locaux
Peut modifier le comportement vibratoire et créer une asymétrie locale
Peut augmenter l'affaiblissement du noyau par la contrainte ou le contact entre les couches.
Peut créer des points chauds locaux et affaiblir la réserve thermale
Seule l'efficacité moyenne est vérifiée
Meilleur contrôle des bavures
Réduction de la distorsion du flux et de l'asymétrie locale
Préserver l'efficacité du cœur de métier
Diminue le risque de court-circuit interlaminaire
Les bavures sont traitées comme des éléments cosmétiques
Optimisation de la pointe de la dent et de l'ouverture de la fente
Souvent l'un des gains les plus rapides en matière de NVH
Peut réduire la saturation locale et la perte de fer
Rétablissement de la marge de surcharge dans les régions critiques
La densité du couple est optimisée en premier lieu
Inclinaison ou inclinaison par paliers
Souvent utile pour la souplesse à basse vitesse
Il s'agit généralement d'un échange et non d'un gain gratuit
Peut améliorer le comportement de l'ordre des forces, mais peut entraîner un coût en termes de couple ou de force contre-électromotrice.
L'inclinaison est choisie par habitude et non par force.
Meilleur contrôle de la compression et de la rigidité de la pile
Réduit l'amplification mécanique des forces électromagnétiques
Généralement indirecte
Améliore la cohérence structurelle et la répétabilité
Le noyau construit est supposé suffisamment rigide sans preuve
Ce qu'il faut vérifier avant de libérer une pile de laminage
La décision de libération doit se fonder sur les éléments suivants noyau construit, et pas seulement sur des données de simulation ou de matières premières.
Au minimum, vérifiez les points suivants :
Perte de noyau telle que construite, non seulement la perte de feuilles
Hauteur des bavures et état des arêtes l'outillage après production est stable
Intégrité de l'isolation interlaminaire après empilage et assemblage
Densité de flux à l'extrémité de la dent en cas de surcharge et de démarrage répété
Ondulation du couple à basse vitesse et comportement NVH vitesse d'atterrissage proche
Réponse modale du stator assemblé, non seulement la pile libre
Comportement thermique local, en particulier autour des joints, des ponts à fentes et des zones soumises à de fortes contraintes
Si ces contrôles sont faibles, la pile n'est pas mature. Même si le modèle CAO semble propre.
Comment réduire le bruit et les pertes dans les lamelles des moteurs de traction des ascenseurs ?
Les corrections les plus utiles ne sont pas exotiques. Il s'agit généralement d'une discipline de processus et de quelques décisions géométriques prises suffisamment tôt.
Utiliser la géométrie là où cela compte
Concentrez-vous d'abord sur l'extrémité de la dent, l'ouverture de la fente, le pont de la fente et l'épaisseur de l'étrier. Ces zones déterminent une part surprenante du bruit et du comportement de saturation du moteur.
Contrôler les dommages causés par les arêtes de coupe
L'état du poinçon, l'usure de l'outil, la croissance des bavures et les dommages causés au revêtement modifient le résultat magnétique plus rapidement que ne le pensent de nombreuses équipes. La qualité des arêtes n'est pas une question cosmétique.
Ne pas séparer la conception électromagnétique de la conception de la fabrication
Une pile qui ne fonctionne qu'en simulation est un travail inachevé. La disposition de la stratification, la méthode d'assemblage, la méthode de compression et l'ajustement du boîtier doivent être examinés comme un seul système.
Traiter l'asymétrie comme un commerce contrôlé
L'obliquité peut favoriser la fluidité à basse vitesse et réduire la rugosité liée à l'engrenage. Elle peut aussi coûter du couple, compliquer la production et modifier le comportement de la FEM. Il convient de l'utiliser à bon escient.
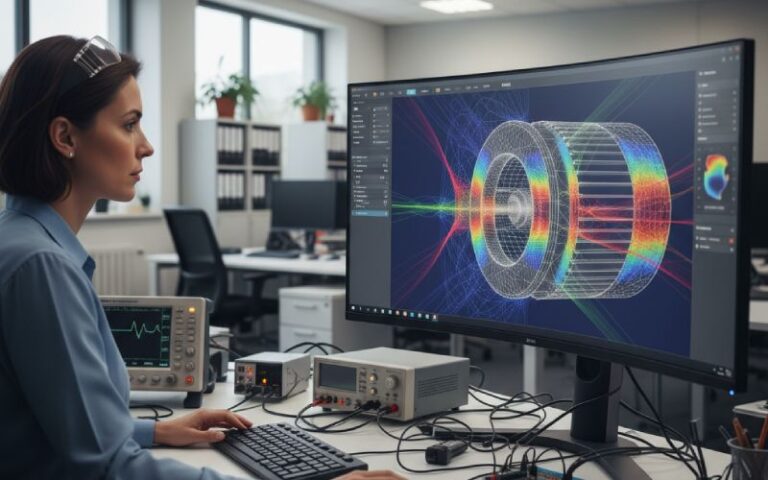
Valider le chauffage local, et pas seulement les chiffres moyens
La pile dangereuse n'est souvent pas celle dont l'efficacité moyenne est la plus faible. C'est celle qui présente un défaut local caché.
Ce que les acheteurs doivent demander à un fournisseur de piles de lamination
Si votre application est un moteur d'ascenseur sans engrenage, le fournisseur doit être en mesure de répondre à ces questions sans dériver vers un langage commercial :
Comment contrôler la croissance des bavures pendant la durée de vie de l'outil ?
Un bon échantillon ne signifie pas grand-chose. Un contrôle stable des bavures tout au long de la durée de production est beaucoup plus important.
Comment protéger l'isolation interlaminaire pendant l'empilage et l'assemblage ?
Un facteur d'empilement élevé n'est pas impressionnant si l'intégrité du revêtement est perdue au cours du processus.
Comment vérifier le noyau tel qu'il est construit, et pas seulement l'acier entrant ?
La réponse utile comprend la validation à l'étape de la production, et pas seulement les certificats de matières premières.
Comment gérer les dommages causés par les arêtes de coupe dans les dents étroites et les régions à flux élevé ?
C'est l'un des moyens les plus faciles de perdre en efficacité et en marge de manœuvre locale sans s'en apercevoir suffisamment tôt.
Comment contrôler la rigidité des piles et la répétabilité des dimensions ?
Une pile mal fixée ou inégale peut transformer une conception électromagnétique acceptable en un problème de NVH.
Un fournisseur de pelliculage sérieux doit être fort dans ces cinq domaines. Pas un seul. Les cinq.
FAQ
Quel est le rôle des piles de laminage dans un moteur de traction d'ascenseur ?
Les empilements de lamelles forment le noyau du stator ou du rotor, mais leur rôle va au-delà du guidage du flux. Dans les moteurs de traction des ascenseurs, elles affectent directement bruit du moteur, efficacité de base, comportement thermiqueet marge de sécurité, surtout à faible vitesse et en cas de démarrages répétés.
Pourquoi les lamelles des moteurs de traction des ascenseurs ont-elles une telle incidence sur le bruit ?
En effet, la fluidité à basse vitesse dépend fortement de la force magnétique radiale, de l'ondulation du couple et de la réponse structurelle. La géométrie des lamelles, l'obliquité, la forme des dents, la rigidité de l'empilement et l'asymétrie magnétique locale sont autant d'éléments qui influent sur la quantité de vibrations générées par le moteur et sur l'ampleur de l'amplification par le boîtier.
Comment la fabrication du noyau du stator affecte-t-elle l'efficacité ?
Fabrication du noyau du stator modifie le matériau magnétique après la phase de conception. Le poinçonnage, les bavures, les contraintes d'assemblage, l'endommagement du revêtement et le contact interlaminaire peuvent tous augmenter la perte de fer et réduire l'efficacité réelle du moteur construit.
Les laminés plus fins sont-ils toujours meilleurs ?
Pas toujours. Des tôles plus fines sont généralement utiles réduction de la perte de fer, mais ils augmentent également la sensibilité du processus. Si le contrôle de l'empilage, de l'assemblage ou de l'isolation est faible, le gain d'efficacité escompté peut diminuer rapidement.
Quel est le principal risque pour la sécurité lorsque les piles de laminage sont de mauvaise qualité ?
En général, il ne s'agit pas d'une défaillance spectaculaire. Le plus souvent, il s'agit d'une perte progressive de marge due à une saturation locale, à des défauts interlaminaires, à des points chauds cachés ou à une sensibilité aux vibrations dans le stator assemblé.
Qu'est-ce qui doit être optimisé en premier pour optimiser le NVH dans un moteur d'ascenseur sans engrenage ?
Commencez par les caractéristiques de l'empilement qui déterminent la variation de la réluctance et la saturation locale : extrémité de la dent, ouverture de la fente, pont de la fente, épaisseur de l'empiècement, choix de l'obliquité et rigidité de l'âme construite. Pour les Optimisation NVH, Ces éléments ont généralement plus d'importance que les changements cosmétiques apportés au logement.
Comment les acheteurs peuvent-ils évaluer un fournisseur de pelliculage pour les projets de moteurs d'ascenseurs ?
Posez des questions sur le contrôle des bavures, la protection de l'isolation, la méthode d'assemblage, la validation du noyau tel qu'il a été construit et la cohérence à basse vitesse. Si le fournisseur ne parle que de la qualité du matériau et de la précision du poinçonnage, l'image est incomplète.
Le mot de la fin
Une pile de laminage ne tombe pas en panne uniquement en cas de fissure, de court-circuit ou de surchauffe.
Il échoue également lorsqu'il rend le moteur plus bruyant que prévu. Lorsqu'elle entraîne des pertes supérieures à ce qui était prévu. Lorsqu'elle supprime la petite réserve qui devrait encore exister après que les tolérances de production, les contraintes d'assemblage et la dérive de fonctionnement ont fait leur travail.
C'est la véritable norme pour les tôles pour moteurs de traction d'ascenseurs.
Il ne s'agit pas de savoir si le dessin est correct.
Cheney est un ingénieur d'application principal dévoué à Sino, avec une grande passion pour la fabrication de précision. Il est titulaire d'une formation en ingénierie mécanique et possède une vaste expérience pratique de la fabrication. Chez Sino, Cheney se concentre sur l'optimisation des processus de fabrication des piles de laminage et sur l'application de techniques innovantes pour obtenir des produits de haute qualité.
Brochure sur les nouveaux produits
Veuillez saisir votre adresse électronique ci-dessous et nous vous enverrons la dernière brochure !
Laissez les piles de pelliculage de Sino renforcer votre projet !
Pour accélérer votre projet, vous pouvez étiqueter les piles de laminage avec des détails tels que tolérance, matériel, finition de la surface, la nécessité ou non d'une isolation oxydée, quantitéet bien d'autres choses encore.