Lassen Sie Sino's Lamination Stacks Ihr Projekt verstärken!
Um Ihr Projekt zu beschleunigen, können Sie Lamination Stacks mit Details wie Toleranz, Material, Oberflächengüte, ob eine oxidierte Isolierung erforderlich ist oder nicht, Mengeund mehr.
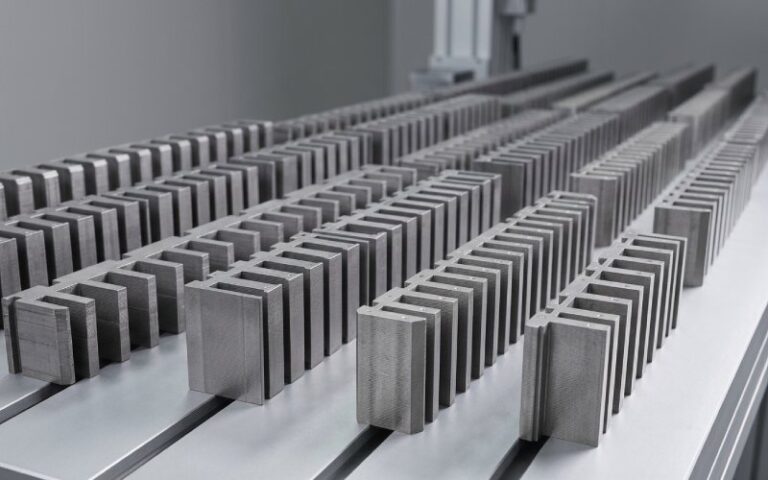
Wir stempeln, stapeln und versenden Motorlamellenstapel für eVTOL-Antriebssysteme. So haben wir gelernt, wo Entwürfe scheitern - und wo sie Bestand haben.
Wichtigste Erkenntnisse
- Der Abbau der Schnittkante auf 0,20 mm Siliziumstahl verbraucht 25-40% des Querschnitts eines schmalen Statorzahns. Durch Spannungsfreiglühen bei 750-800°C werden 20-30% dieses Kernverlustes wiederhergestellt (Ringkernmethode, 1,0T/400Hz).
- Rotorbrücken unter 0,5 mm in 0,20 mm dickem Material sind möglich, aber nicht stabil. für Produktionsläufe über ~2.000 Stück ohne beschleunigte Werkzeugwartung.
- Verbundene Stapel (Backlack oder Klebstoff) sind durchweg besser als verriegelte Stapel auf die Wirbelstromverluste und die Wärmeleitfähigkeit in Motoren der eVTOL-Klasse mit hoher Leistungsdichte.
- Die gestanzte Stegbreite ist nicht die gezeichnete Stegbreite. Überschlag und Grat verschieben den effektiven Strukturquerschnitt. Geben Sie beides in Ihrer Zeichnung an.
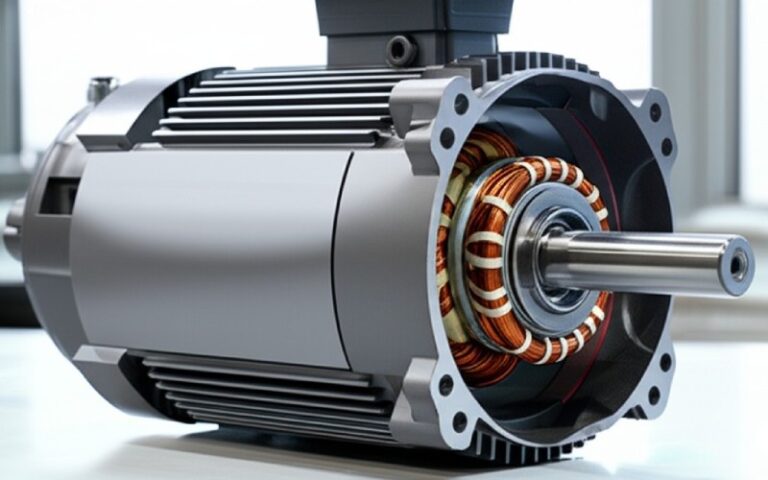
Der Motor eines eVTOL kann nicht ausrollen. Während des Schwebefluges entlädt sich der Akku bei 3-5C. Der Motor hat 12-20 Minuten lang ein Spitzendrehmoment, bei abgebrochenen Anflügen manchmal auch länger. Dann geht er in den Reiseflug über, und das elektromagnetische Lastprofil ändert sich vollständig. Dann geht es zurück in den Schwebeflug zur Landung. Jeder Flug ist ein thermischer Zyklus, der bei einem industriellen Antrieb unauffällig wäre, aber bei den für eVTOL erforderlichen Leistungsdichten sehr belastend ist.
Wir entwerfen die Motoren nicht. Wir bauen die Blechpakete, die in die Motoren eingebaut werden. Aber die Probleme landen trotzdem auf unserem Schreibtisch, denn bei den Blechen trifft die elektromagnetische Absicht auf die Fertigungsrealität. Eine Rotorbrücke, die die FEA bei 0,35 mm besteht, überlebt nicht unbedingt 50.000 Stanzzyklen bei dieser Breite. Ein Statorzahn, der für eine Flussdichte von 12.000 Umdrehungen pro Minute optimiert wurde, hat nach der Degradation der Schnittkanten möglicherweise nicht mehr genug Material, um den vom Modell versprochenen Fluss zu übertragen.
Unter eVTOL-Laminierungen, Die eigentliche Herausforderung besteht nicht nur darin, 15.000 Umdrehungen pro Minute zu überstehen, sondern 15.000 Umdrehungen pro Minute bei einer Dicke von 0,20 mm zu überstehen und gleichzeitig den absoluten Wärmekontakt zwischen allen Schichten des Stapels aufrechtzuerhalten.
In diesem Beitrag geht es um die spezifischen Herausforderungen bei der Laminierung von eVTOL-Programmen - nicht um die Theorie, sondern um die Kompromisse, die sich ergeben, wenn ein Kunde uns eine DXF-Datei schickt und wir herausfinden müssen, wie wir sie tatsächlich umsetzen können.
Die Menschen gehen davon aus, dass der Sprung von Fahrmotoren für Kraftfahrzeuge zu eVTOL-Antriebsmotoren nur schrittweise erfolgt. Das ist er aber nicht.
Die Lamellen eines Kfz-Fahrmotors können ein paar zusätzliche Gramm vertragen. Er sitzt in einem Gehäuse, das mit einem Hilfsrahmen verschraubt ist. Er ist von Kühlmänteln umgeben. Der Arbeitszyklus umfasst lange Abschnitte mit Teillast. Wenn der Kernverlust 5% über der Simulation liegt, fängt das thermische System ihn auf.
Ein eVTOL-Motor hat nichts von diesem Spielraum. Jedes Gramm Lamellenstahl ist ein Gramm, das das Flugzeug bei jedem Schwebeflug, jedem Steigflug und jedem Übergang trägt. Der Kühlungspfad wird durch die Rumpfverpackung eingeschränkt - manchmal ist es nur ein Luftstrom über das Gehäuse. Und der Arbeitszyklus im Schwebeflug ist brutal: Dauerbetrieb mit voller Leistung, bei dem jeder übermäßige Wirbelstrom- oder Hystereseverlust zu Wärme wird, die nirgendwo hin kann.
| Parameter | Lamination von Traktionsmotoren für Kraftfahrzeuge | eVTOL-Antriebsmotor-Laminierung |
|---|---|---|
| Typische Dicke von Siliziumstahl | 0,30-0,35 mm | 0,20-0,25 mm (einige Programme mit 0,15 mm) |
| Kernverlusttoleranz vs. Simulation | ±8-10% akzeptabel | ±3-4% vor dem Bruch des Wärmebudgets |
| Mindestbreite der Rotorbrücke | 0,8-1,2 mm | 0,4-0,7 mm (strukturelle Grenze bei RPM) |
| Empfindlichkeit des Stapelgewichts | Gering bis mäßig | Jedes Gramm im Vergleich zur Flugroute geprüft |
| Typisches Jahresvolumen pro SKU | 50K-500K+ | 200-5.000 (Prototyp durch LRIP) |
| Glühanforderung nach dem Stempeln | Wird bei hohem Aufkommen oft übersprungen | Fast immer erforderlich |
| Grathöhenbegrenzung | 25-40 µm | 10-20 µm, manchmal fester |
| Verfahren zum Verbinden | Verriegelung, gemeinsames Schweißen | Verklebung (Backlack oder Klebstoff) bevorzugt, um interlaminare Wirbelstrompfade zu vermeiden |
| Empfindlichkeit des Schlitzfüllfaktors | Mäßig | Hoch - jeder % Kupferfüllfaktor wirkt sich auf die Dauerwärmeleistung aus |
Die Volumensäule ist wichtiger, als man denkt. Bei 200-5.000 Stück kann man ein Folgeverbundwerkzeug nicht auf die gleiche Weise amortisieren. Einige unserer eVTOL-Stapel werden mit Verbundwerkzeugen oder sogar Drahterodieren für Prototypen hergestellt. Die Wirtschaftlichkeit des Stanzverfahrens wirkt sich darauf aus, welche Geometrien in einer bestimmten Programmphase tatsächlich machbar sind.
Eine dünne Bauweise verringert die Wirbelstromverluste. In der Theorie ist das ganz einfach. Bei 0,20 mm und darunter haben wir es mit einem Material zu tun, das sich bei fast jedem mechanischen Kontakt verformen will.
Die beschädigte Zone an der Schnittkante eines gestanzten Blechs ist auf jeder Seite etwa 0,3-0,5 mm tief, je nach Stahlsorte, Matrizenspiel und Werkzeugschärfe. Bei einem 0,35-mm-Kfz-Lamellenblech mit einem 4-mm-Statorzahn nimmt die beschädigte Zone vielleicht 15-25% der Zahnbreite ein. Überschaubar.
Bei einem 0,20 mm dicken eVTOL-Laminat mit einem 2,5-mm-Zahn frisst die gleiche beschädigte Zone 25-40% des aktiven Querschnitts. Die Permeabilität in dieser Zone ist vermindert. Der Kernverlust ist erhöht. Der Zahn leitet den Fluss nicht so, wie es das elektromagnetische Modell erwartet - die EMF-Wellenformen verschieben sich, das Rastmoment steigt leicht an, und das Wirkungsgraddiagramm weicht von der Simulation ab.
Wir haben drei Dinge gelernt, um dies zu bewältigen:
Bei eVTOL-Messgeräten verwenden wir eine Materialstärke von 5-7% pro Seite, im Gegensatz zu den 8-10%, die bei dickerem Material üblich sind. Dies reduziert die plastische Verformungszone und verkürzt das Grat-plus-Überlauf-Profil, erhöht aber den Werkzeugverschleiß. Die Standzeit der Werkzeuge sinkt um etwa 25-35%. Wir schleifen häufiger nach. Diese Kosten trägt der Kunde, aber es ist besser, als einen Kernverlust von 15% über den gesamten Betriebsbereich in Kauf zu nehmen.
Bei Automobilprogrammen liefern wir manchmal ungeglühte Stapel, wenn das Wärmebudget des Kunden dies zulässt. Bei eVTOL glühen wir fast alles. Ein kontrollierter Zyklus bei 750-800 °C in einer trockenen Stickstoff-/Wasserstoffatmosphäre (Taupunkt unter -40 °C) stellt die meisten der beim Stanzen verlorenen magnetischen Eigenschaften wieder her.
Die Zahlen, gemessen an Ringkernproben gemäß IEC 60404-6 bei 1,0T/400Hz: Kernverlustreduzierung von 20-30% nach dem Glühen auf 0,20 mm Material. Die relative Permeabilität bei 1,0 T steigt von 2.500 (im Originalzustand) auf 5.500-7.000 (geglüht). Das ist keine Verfeinerung - es ist der Unterschied zwischen einem Motor, der sein thermisches Ziel erreicht, und einem, der es nicht erreicht.
Einige Kunden fragen nach lasergeschnittenen Blechen in der Annahme, dass die Schnittqualität besser ist. Das kann sein, aber die Wärmeeinflusszone eines Faserlasers auf dünnem Siliziumstahl führt zu einer eigenen magnetischen Verschlechterung, die in Bezug auf den Permeabilitätsverlust innerhalb von 0,2 mm der Kante manchmal mit dem Stanzen vergleichbar ist. Wir verwenden den Laser für Prototypen, für Geometrien, die für das Stanzen zu komplex sind, und für sehr geringe Mengen, bei denen sich die Werkzeugkosten nicht lohnen. Bei einer Produktion von mehr als 500 Stapeln ist ein gut gewartetes Stanzwerkzeug bei 0,20 mm Kantenqualität immer noch am besten, solange das Werkzeugspiel und der Wartungsplan stimmen.

eVTOL-Motoren - insbesondere die direkt angetriebenen Konfigurationen, die bei Kipprotor-Architekturen verwendet werden - laufen nicht immer mit den extremen Drehzahlen, die man bei einem Hochgeschwindigkeits-Automotor sieht. Einige bewegen sich bei 2.000-4.000 U/min. Diejenigen, die kleinere Propeller antreiben oder über eine Untersetzungsstufe laufen, können jedoch 12.000-20.000 U/min erreichen, und die Zentrifugalbelastung der Rotorlamellen bei diesen Geschwindigkeiten ist real.
Die Rotorbrücke ist der dünne Stahlabschnitt zwischen der Magnettasche und dem Rotoraußenumfang. Er dient dazu, die Magnete gegen die Zentrifugalkraft zu halten. Elektromagnetisch gesehen sollte sie so dünn wie möglich sein, da sie ein Streuflusspfad ist - jeder Fluss, der eine Abkürzung durch die Brücke nimmt, anstatt den Luftspalt zu durchqueren, wird verschwendet, wodurch die Drehmomentdichte verringert und die Gegen-EMK-Wellenform verzerrt wird. Strukturell muss die Brücke die Zentrifugalbelastung bei maximaler Überdrehzahl mit einer Sicherheitsmarge überstehen, die den Anforderungen der Luft- und Raumfahrtzulassung entspricht.
Hier ist die Spannung: Der elektromagnetische Konstrukteur möchte eine 0,3 mm Brücke. Der Statiker sagt 0,6 mm Minimum bei 15.000 U/min mit einem 1,5-fachen Sicherheitsfaktor. Der Stanztechniker sagt, dass alles unter 0,5 mm in einem Folgeverbundwerkzeug bei 0,20 mm Materialstärke nach 10.000 Schlägen unbeständig sein wird.
Eine Sache, die bei Simulationsübergaben selten vorkommt: Die Stegbreite auf der Zeichnung ist nominal. Nach dem Stanzen hat der Steg auf der einen Seite einen Grat und auf der anderen Seite einen Überschlag. Der effektive strukturelle Querschnitt entspricht nicht der gezeichneten Abmessung - er ist in der Regel 0,03-0,08 mm geringer, je nach Material und Werkzeugzustand. Wir messen ihn. Wir melden ihn. Die meisten unserer eVTOL-Kunden geben auf ihren Zeichnungen eine Toleranz für die gestanzte Stegbreite an, die von der nominellen Konstruktionsbreite getrennt ist. Wenn dies bei Ihnen nicht der Fall ist, sollten Sie es tun.
Wir können den Namen des Kunden nicht nennen. Was wir aber mitteilen können, ist die Problemlösungssequenz, denn sie veranschaulicht, wie sich die Einschränkungen bei der Herstellung von Laminaten auf die Motorenkonstruktion auswirken - und nicht umgekehrt.
Das Programm bestand aus einem 130-kW-Außenläufermotor mit Direktantrieb für eine Multicopter-Konfiguration. Ursprüngliche Konstruktionsspezifikationen: 0,20 mm unorientierter Siliziumstahl, 48-Nut-Stator, 40-poliger Rotor, maximale Drehzahl 3.200 U/min. Die Statorzahnbreite betrug 2,8 mm. Die Rotorbrücke wurde mit 0,45 mm gezeichnet.
Was beim Prototyp geschah: Der Kernverlust bei der ersten Charge von Statorstapeln lag 18% über der elektromagnetischen Simulation (Ringkernproben, 1,0T/400Hz, vor dem Glühen). Nach dem Glühen schloss sich die Lücke auf 6% - besser, aber immer noch außerhalb der ±4% thermischen Marge, die das Kühlsystem des Kunden aufnehmen konnte. Die Rotorbrücken der ersten 50 Exemplare wiesen eine Abweichung von ±0,06 mm auf, was von der Strukturanalyse akzeptiert wurde, aber die Streuflussschwankungen führten zu messbaren Streuungen des Rastmoments zwischen den Motoren.
Was wir geändert haben:
Ergebnis: Die Tests des Motorprototyps ergaben eine kontinuierliche Schwebeleistung innerhalb von 2% des thermischen Simulationsziels. Der Kunde ging zur LRIP (Low Rate Initial Production) über, ohne den elektromagnetischen Schaltkreis neu zu gestalten.
Dies ist ein typischer eVTOL-Auftrag für uns. Die Designabsicht ist richtig. Das Fertigungsergebnis des ersten Durchlaufs ist nicht ganz so gut. Die Iteration findet bei der Werkzeugfreigabe, der Prozesssteuerung und der Prüfstrategie statt - nicht bei der Neukonstruktion des Motors.
Das Blechpaket ist nicht nur eine elektromagnetische Komponente. Es ist auch ein thermischer Pfad - oft der primäre Leitpfad für die Ableitung von Wärme aus den Statorwicklungen in das vorhandene Kühlsystem.
Daraus ergeben sich Anforderungen, die manchmal im Widerspruch zueinander stehen:
Ein locker komprimierter Stapel hat Luftspalten zwischen den Lamellen. Luft ist ein Wärmeisolator. Je dichter der Stapel ist, desto besser ist der Wärmepfad von Schicht zu Schicht. Eine zu starke Komprimierung beschädigt jedoch die Isolationsbeschichtung und führt zu Kurzschlüssen zwischen den Lagen, die die Wirbelstromverluste erhöhen, was wiederum mehr Wärme erzeugt. Wir streben einen Stapelfaktor von 95-97% für eVTOL-Stapel an, was am oberen Ende dessen liegt, was wir für den Automobilbau verwenden würden. Um dieses Ziel zu erreichen, ohne die Beschichtung zu beschädigen, ist ein kontrolliertes Pressen mit Kraftüberwachung in Echtzeit erforderlich - wir zeichnen die Kraft-Weg-Kurven jedes Stapels auf und kennzeichnen Anomalien automatisch.
Die Verzahnung führt zu einer lokalen Verformung an jedem Vertiefungspunkt, wodurch die Isolierschicht unterbrochen wird und Lufttaschen um das Verzahnungsmerkmal herum entstehen. Jeder Verriegelungspunkt wird zu einer Mikroquelle für überschüssigen Wirbelstromverlust und Wärmewiderstand. Für eVTOL spezifizieren die meisten unserer Kunden Backlack (selbstklebende Beschichtung) oder Klebeverbindungen. Die Klebeschicht füllt Mikrospalten und verbessert die Wärmeübertragung zwischen den Laminaten, während die elektrische Isolierung erhalten bleibt. Der Nachteil ist die Zykluszeit und die Komplexität des Prozesses - das Kleben erfordert einen kontrollierten Aushärtungsschritt (in der Regel 180-200 °C für 30-60 Minuten unter Klemmdruck), was beim Interlocking nicht der Fall ist.
Technisch gesehen ist dies das Problem des Motorkonstrukteurs, aber es landet bei uns, weil die von uns gestanzte Schlitzform bestimmt, wie gut die Wicklung an der Statorzahnwand anliegt, was sich direkt auf den Kupferfüllfaktor und die Wärmekopplung zwischen Leiter und Eisen auswirkt.
Ein Schlitz mit engen Radien und sauberen Kanten ermöglicht es der Wicklung, sich enger zu verschachteln, wodurch der Luftspalt zwischen Kupfer und Stahl verringert wird. Ein Schlitz mit Graten oder Überläufen drückt die Wicklung von der Wand weg, wodurch die effektive Schlitzfüllung verringert wird.
Bei einem eVTOL-Motor, der im Dauerbetrieb mit hoher Leistung läuft, können diese zusätzlichen 0,1 mm effektiver Luftspalt zwischen Wicklung und Zahn eine um 5-10 °C höhere Heißpunkttemperatur der Wicklung bedeuten. Wir haben dies in Back-to-Back-Temperaturtests (mit Thermoelementen gemessener Motor, gleicher Wickelprozess, gleicher Betriebspunkt) mit einem Stapel mit 15 µm Grathöhe und einem mit 30 µm überprüft. Der Unterschied war über drei Motorproben hinweg konsistent und wiederholbar.
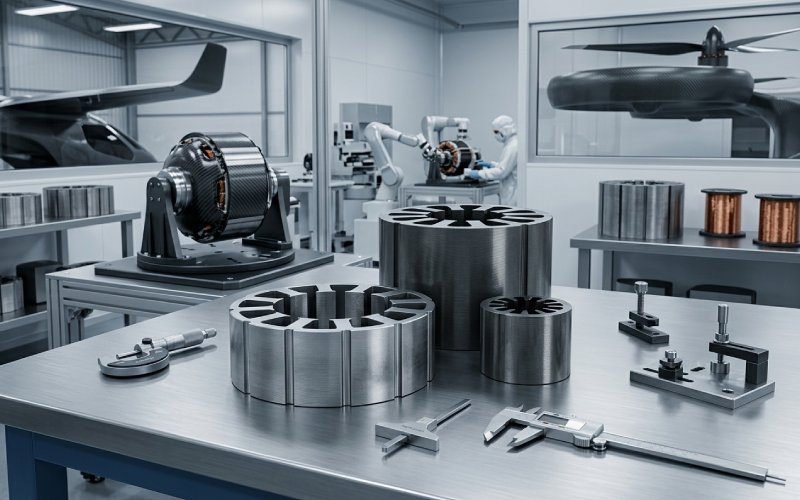
Die meisten eVTOL-Programme, mit denen wir arbeiten, verwenden Radialfluss-Permanentmagnet-Synchronmotoren. Das Blechpaket hat eine konventionelle zylindrische Geometrie - Statorring, Rotorscheibe, gestanzt aus flachem Blech. Wir wissen, wie man sie herstellt. Die Werkzeugtechnik ist bekannt. Der Stapelungsprozess ist ausgereift.
Aber Axialflussmotoren sind immer häufiger zu sehen. Der Vorteil der Drehmomentdichte - eine kürzere axiale Länge bei gleicher Drehmomentabgabe - ist für eVTOL-Packages attraktiv, bei denen der axiale Platz begrenzt ist, aber radialer Platz zur Verfügung steht.
Axialflusslaminate sind etwas anderes. Der Flusspfad verläuft nicht radial, sondern axial durch den Stapel, was bedeutet, dass die Laminierungsebene anders ausgerichtet werden muss. Einige Axialflussdesigns verwenden gewickelte Streifen aus Siliziumstahl (bandgewickelte Kerne). Einige verwenden SMC-Pulverkerne (weichmagnetische Verbundwerkstoffe). Einige verwenden segmentierte Bleche, die radial angeordnet sind, wie Scheiben einer Torte.
Wir stellen segmentierte Statorbleche für Axialflusstopologien her. Das Stanzen ist einfach - jedes Segment ist eine kleine, relativ einfache Form. Die Herausforderung liegt in der Montage: Dutzende von Segmenten müssen zu einem Ring mit gleichbleibenden magnetischen Eigenschaften und enger geometrischer Toleranz ausgerichtet, verklebt und gepresst werden.
Der schwierige Teil der Axialflusslaminierung ist nicht die Herstellung des Teils. Es ist die Herstellung des Stapels. Ein Versatz von 0,05 mm zwischen den Segmenten führt zu einer lokalen Reluktanzvariation, die die Flussverteilung stört und einen Hot Spot erzeugt. Die Befestigung ist von enormer Bedeutung. Wir verwenden eine geklebte Montage mit kundenspezifischen Ausrichtungsvorrichtungen und überprüfen die Konzentrizität nach der Aushärtung mit einem CMM.
Bei Axialflussrotoren sind Lamellen weniger üblich - viele Konstruktionen verwenden massiven Stahl oder SMC. Wenn Lamellen spezifiziert sind, handelt es sich in der Regel um dünne Ringe oder ringförmige Formen, die spezielle Stanzwerkzeuge erfordern.
Dies ist kein Katalog, sondern das, was wir an Stacks gebaut, gemessen, geglüht und an Kunden geliefert haben, die sie in funktionalen Testmotoren eingesetzt haben.
| Material | Dicke | Kernverlust (1,0T/400Hz, geglüht) | Sättigung ($B_{sat}$) | Stempelfähigkeit | Beitritt zu | Bester Anwendungsfall | Taste Einschränkung |
|---|---|---|---|---|---|---|---|
| Nicht orientierter Si-Stahl (~2,5% Si) | 0,20 mm | 1,8-2,2 W/kg | ~1.80 T | Gut | Verklebung oder Verriegelung | Standard eVTOL Stator/Rotor | Verschlechterung der Schnittkanten bei schmalen Merkmalen |
| Hoch-Si-Stahl (~3,0-3,5% Si) | 0,15 mm | 1,2-1,6 W/kg | ~1.75 T | Schwierig-brüchig | Nur Bindung | Motoren mit hohen Drehzahlen, bei denen Wirbelstromverluste dominieren | Matrizenlebensdauer sinkt 30-40%; keine Verriegelung möglich |
| Amorphes/nanokristallines Band | 0,020-0,025 mm | 0,3-0,5 W/kg | ~1.56 T | Konventionell nicht stempelbar | Nur Bindung | Ultra-low-loss Anwendungen, kleine Kerne | Erfordert Ätzen oder EDM; zerbrechlich; nicht volumenfähig |
| Kobalt-Eisen (49% Co-Fe) | 0,10-0,20 mm | 1,0-1,5 W/kg | ~2.35 T | Stanzbar, aber abrasiv | Verklebung bevorzugt | Maximale Leistungsdichte, minimale Motorgröße | Materialkosten 15-30x Siliziumstahl; schwer zu bearbeiten |
Wenn Sie das Gewicht pro Kilowatt auf der Motorebene optimieren wollen, erhalten Sie mit Kobalteisen den kleinsten Lamellenstapel für ein bestimmtes Drehmoment. Wenn es um die Optimierung der Wirtschaftlichkeit einer Flotte geht, landen die meisten Programme bei 0,20 mm Siliziumstahl. Die Entscheidung wird in der Regel im Kontext des gesamten Gewichtsbudgets des Flugzeugs getroffen - manchmal kann man durch eine Einsparung von 200 g beim Motorstapel 200 g Batterie hinzufügen, was das Missionsprofil verändert.

Die Qualität in der Automobilindustrie basiert auf ISO/IATF. Die Qualität in der Luft- und Raumfahrt für eVTOL-Motorkomponenten entwickelt sich weiter, aber die Entwicklung geht in Richtung AS9100 und EASA/FAA Part 21. Was unsere eVTOL-Kunden derzeit benötigen:
Das ist mehr Dokumentation als bei den meisten Automobilprogrammen. Das Volumen ist geringer, aber der Papierkram pro Teil ist umfangreicher. Wir haben unser Qualitätssystem so aufgebaut, dass wir das bewältigen können, denn wir sehen, dass dieser Markt wächst und die Anforderungen steigen, wenn die Musterzulassungsprogramme den EASA/FAA-Prozess durchlaufen.
Es gibt keine einheitliche Norm. Die meisten Programme, die wir unterstützen, verwenden 0,20 mm Siliziumstahl als Basiswert. Motoren mit höheren Drehzahlen oder Programme mit sehr knappen Verlustbudgets gehen zu 0,15 mm oder dünner über. Die Wahl hängt von der elektrischen Betriebsfrequenz des Motors ab - dünnere Bleche verringern die Wirbelstromverluste proportional, und der Nutzen ist bei höheren Frequenzen größer.
Technisch gesehen ja, aber wir raten bei den meisten eVTOL-Anwendungen davon ab. Ineinandergreifende Vertiefungen verursachen lokale Isolationsschäden und interlaminare Kurzschlüsse zwischen den Lamellen, was die Wirbelstromverluste erhöht. Außerdem führen sie zu einem Wärmewiderstand an jeder Vertiefungsstelle. Für einen Motor, der bei kontinuierlicher Schwebeleistung bereits thermisch eingeschränkt ist, ist diese Kombination ein Problem. Kleben (Backlack oder Klebstoff) führt zu einem saubereren elektromagnetischen und thermischen Ergebnis.
Bei dünnem Material mit schmalen Merkmalen - typisch für eVTOL-Statorkonstruktionen - kann die magnetisch beschädigte Zone durch das Stanzen 25-40% einer Statorzahnbreite einnehmen. Dies erhöht die Kernverluste, verringert die effektive Permeabilität (wodurch sich die Gegen-EMK-Wellenformen verschieben und das Rastmoment steigt) und führt zu einer Diskrepanz zwischen FEA-Vorhersagen und dem tatsächlichen Motorverhalten. Durch Spannungsfreiglühen wird der größte Teil der Schäden behoben. Ohne Glühen kann die tatsächliche Stack-Leistung um 15-25% von der Simulationsbasis abweichen.
Ja. Wir stellen segmentierte Statorbleche für Axialflusstopologien her. Das Stanzen der einzelnen Segmente ist Standard; die Montage zu einem Präzisionsring ist die eigentliche Schwierigkeit. Wir verwenden eine geklebte Montage mit kundenspezifischer Befestigung, um die Ausrichtung von Segment zu Segment innerhalb von 0,05 mm zu halten, und überprüfen die Konzentrizität nach dem Aushärten mit einem CMM.
Der rechtliche Rahmen ist noch im Entstehen begriffen. Die meisten unserer eVTOL-Kunden verlangen ein an AS9100 ausgerichtetes Qualitätsmanagement, eine vollständige Materialrückverfolgbarkeit (Schmelznummer bis zur Stapelserie) und eine Verifizierung des Kernverlusts auf Losebene gemäß IEC 60404. Wenn die Musterzulassungsprogramme unter EASA SC-VTOL und FAA Special Conditions ausgereift sind, erwarten wir eine weitere Formalisierung der Anforderungen, insbesondere im Hinblick auf die Kontrolle von Prozessänderungen und die Materialqualifizierung.
Es hängt davon ab, wo Sie beim Kompromiss zwischen Gewicht und Kosten stehen. Co-Fe-Legierungen bieten eine Sättigung von ~2,35 T im Vergleich zu ~1,80 T bei Siliziumstahl und ermöglichen einen kleineren Motor bei gleichem Drehmoment. Das Material kostet 15-30 Mal mehr. Bei Programmen, bei denen die Nutzlast des Flugzeugs knapp bemessen ist und jedes Gramm Motormasse die Nutzlast direkt verringert, funktioniert diese Rechnung. Bei städtischen Lufttaxiplattformen, bei denen die Wirtschaftlichkeit einer Flotte optimiert werden soll, ist Siliziumstahl in der Regel der Gewinner.
Grobe Größenordnung: Drahterodierte Bleche kosten 30-80 mal mehr pro Stück als im Folgeverbundwerkzeug gestanzte Bleche bei Produktionsvolumen. Die Rentabilitätsschwelle hängt von der Komplexität der Geometrie ab, aber für die meisten eVTOL-Statorentwürfe ist die Herstellung von Stanzwerkzeugen ab 300-500 Stapeln wirtschaftlich sinnvoll. Darunter sind Drahterodier- oder Verbundwerkzeuge kosteneffizienter, wenn die Amortisation der Werkzeuge berücksichtigt wird.
Dieselbe Prozessdisziplin wie bei hohen Stückzahlen, angewandt auf kleinere Lose. Wir führen bei jeder Produktionscharge Prüfungen am ersten und letzten Teilchen durch. Kernverlust-Zeugenringe werden an jeder eingehenden Stahlspule getestet. Die Stapelabmessungen werden mit einem CMM überprüft. Der Unterschied zur Automobilindustrie besteht darin, dass die statistische Prozesskontrolle allein bei einer Losgröße von 200 Stapeln nicht funktioniert - wir prüfen mehr, messen mehr und dokumentieren mehr pro produzierter Einheit.
Haben Sie Probleme mit der Verformung der Rotorbrücke bei Ihren aktuellen Prototypen? Sie sehen Kernverluste, die nicht mit Ihrer Simulation übereinstimmen? Senden Sie uns Ihre DXF-Datei für eine kostenlose DFM-Prüfung-Wir bewerten das Risiko der Kantendegradation, die Herstellbarkeit von Brücken und die thermische Stapelkompression für Ihre spezifische Geometrie und Ihr Volumen. Für die erste Prüfung ist kein NDA erforderlich.