Lassen Sie Sino's Lamination Stacks Ihr Projekt verstärken!
Um Ihr Projekt zu beschleunigen, können Sie Lamination Stacks mit Details wie Toleranz, Material, Oberflächengüte, ob eine oxidierte Isolierung erforderlich ist oder nicht, Mengeund mehr.
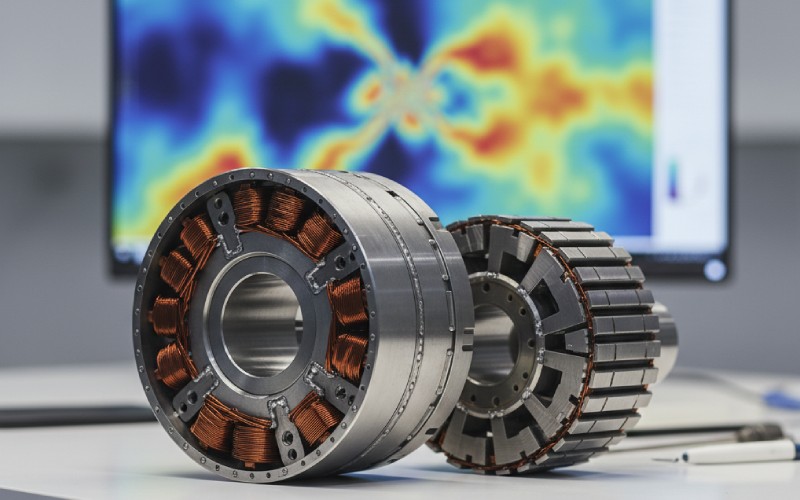
Modellierung von Schweißnähten und Verriegelungen in elektromagnetischen Stator- und Rotorsimulationen
Wenn Sie jemals ein Motormodell hatten, das siehe Wenn Sie in der FEA perfekt abgeschnitten haben, aber auf dem Prüfstand die Effizienz, das Rauschen oder die Temperatur um ein Vielfaches verfehlt haben, ist die Wahrscheinlichkeit groß, dass Schweißnähte und Verriegelungen Sie heimlich sabotiert haben. Diese kleinen "Fertigungs"-Details - Laserschweißnähte, ineinander greifende Dübel, Schrumpfelemente - verändern den magnetischen Kreis und das Verlustbild weit mehr, als ihre Geometrie vermuten lässt. Studien haben gezeigt, dass Schweiß- und Fügeverfahren allein die Verluste des Statorkerns in Industriemaschinen um ~10-20% erhöhen können, und die kombinierten Auswirkungen von Schneiden, Fügen und Einschrumpfen können die Verluste in manchen Fällen um 20-50% in die Höhe treiben.
In diesem Artikel werden wir:
Übersetzen welding/interlocking Produktionsrealität in EM-Modell-Inputs, die Sie tatsächlich verwenden können.
Vergleichen Sie verschiedene Zuverlässigkeitsstufen für die Einbeziehung von Schweißnähten und Verriegelungen in Stator- und Rotorsimulationen.
Zeigen Sie, wie diese Details Verluste, Drehmomentwelligkeit und NVH beeinflussen - und wann sie wirklich wichtig sind.
Sie erhalten einen praktischen, werkzeugunabhängigen Arbeitsablauf, den Sie an Ansys Maxwell, JMAG, COMSOL, MagNet usw. anpassen können.
Inhaltsübersicht
1. Was Schweißnähte und Verriegelungen wirklich mit Ihrem magnetischen Kreis machen
Unter der Motorhaube befindet sich ein laminierter Kern soll sich wie ein schön gleichmäßiger magnetischer Pfad mit sauberer Blechisolierung und schönen glatten B-H-Kurven verhalten. Schweißnähte und Verriegelungen durchbrechen dieses Ideal absichtlich: Sie verkürzen die Bleche lokal, führen plastische Verformungen und Eigenspannungen ein und verändern die Art und Weise, wie sich Fluss und Wirbelströme durch den Stahl bewegen.
Auf physischer Ebene: Schweißnähte und Verriegelungen:
Lamellen elektrisch verbindenDadurch entstehen geschlossene Leiterschleifen, die lokale Wirbelstrom-"Ringkreise" ermöglichen.
Einführung von Eigenspannung und plastischer Dehnung, wodurch sich die Permeabilität verschlechtert und die Hystereseverluste zunehmen.
Flusswege störeninsbesondere in der Nähe von Joch und Zahnwurzel, wodurch sich die lokale Sättigung und das Auslaufen des Wassers verschieben.
Steifigkeit und Dämpfung ändernwas die Umsetzung elektromagnetischer Kräfte in Vibrationen und Lärm verändert.
2. Kurzer Überblick über gängige Verbindungsmethoden und ihre EM-Implikationen
Bei realen Motoren wird in der Regel eine Kombination aus Schweißen, Verriegeln, Kleben oder mechanischer Kompression verwendet:
Laser / TIG-Schweißstapel (Stator- und Rotorjoche).
Mechanische Verriegelungsdübel zu Lamellen gepresst.
Nieten, Bolzen, Schrumpfringe oder Gussstücke (insbesondere bei großen Rotoren).
Elektromagnetisch:
Schweißnähte und Verriegelungen neigen dazu Kernverluste erhöhen durch Hinzufügen von lokalen Wirbelströmen und spannungsinduzierter Hysterese.
Geklebte Stapel, die die Isolierung bewahren und die Verformung minimieren, sind oft geringere Verluste und Rauschen im Vergleich zu geschweißten oder verriegelten Kernen.
Schneiden und Zusammenfügen kann zu lokale Verschlechterung um ein Vielfaches höher als neues Material, insbesondere in der Nähe von Schnittkanten und Dübelbereichen.
3. Warum herkömmliche EM-Modelle Probleme mit Schweißnähten und Verriegelungen haben
Die Realität ist unübersichtlicher. Arbeiten über geschweißte und verzahnte Kerne zeigen das:
Das Schweißen kann die Verluste im Statorkern um etwa 10% in einem 37-kW-Induktionsmotor bei der Modellierung mit gemessenen Daten für geschweißte Ringkerne.
Bei einigen Testgeometrien ist die Verschlechterung durch die Verzahnung vergleichbar mit oder größer als beim Stanzen selbst.
Bei geschnittenen und gefügten Kernen kann die Nichtberücksichtigung von Herstellungsmängeln zu einer Unterschätzung der Verluste um >50% im schlimmsten Fall.
Dies führt zu typischen Problemen bei der Modellierung:
Unterschätzung der Verluste (die Effizienz sieht in der FEA besser aus als auf dem Prüfstand).
Falsche Hotspot-Standorte (schlechte thermische Auslegung, da lokale Verlustspitzen übersehen werden).
Drehmomentwelligkeit und NVH-Fehlanpassungen (gemessene Rauschspitzen ohne offensichtliches Gegenstück in der Simulation).
Verwirrende Abwägungen (z. B. Kleben vs. Schweißen), weil Ihr Modell alle Verbindungsmethoden als elektromagnetisch identisch behandelt.
4. Die unverzichtbaren Inputs: Frühzeitig mit der Produktion sprechen
Sie können nur modellieren, was Sie tatsächlich wissen. Bevor Sie ein EM-Modell verfeinern, sollten Sie sich ein wenig Zeit nehmen, um konkrete Daten aus der Produktion oder von Lieferanten zu erhalten.
Ein gutes Gespräch vor der Simulation sollte zumindest Klarheit schaffen:
Fügetechnik für Stator und Rotor:
Schweißtyp (Laser, WIG, Punkt) und Schweißmuster (Anzahl, Länge, Position).
Art der Verriegelung (Dübelgeometrie, Positionen, Dichte).
Ob Klebstoff verwendet wird (und bei welcher Aushärtungstemperatur).
Material- und Prozessdaten:
Stahlsorte und Beschichtungsart (NOES vs. GOES, Isolationsklasse).
Alle verfügbaren Ringkern-/Epstein-Daten für verarbeitet Material (geschnitten + geschweißt/verriegelt).
ob nach dem Schweißen/Verriegeln ein Spannungsarmglühen durchgeführt wird.
Toleranz & Mustervariabilität:
Typische Positionstoleranzen bei Schweißnähten oder Verriegelungen.
Bekannte "Problem"-Varianten (z. B. ein bestimmtes Verriegelungsmuster, das den Lärm erhöht).
Praktisch ausgedrückt: fragen:
"Wo genau befinden sich die Schweißnähte / Verriegelungen auf dem Stapel?"
"Wie wirkt sich das Verfahren auf die lokalen magnetischen Eigenschaften aus - haben Sie Testdaten?"
"Gibt es verschiedene Verbindungsoptionen für denselben Stator/Rotor, die wir vergleichen könnten?"
5. Modellierungsoptionen: von "gut genug" bis High Fidelity
In der Literatur wird bei der Modellierung von Schweißnähten und Verriegelungen in der Regel zwischen verschiedenen "Ebenen" unterschieden. Der Trick besteht darin, die Stufe zu wählen, die Ihrem Entwurfsstadium und Ihrem Risiko entspricht.
Hier ist ein kompakter Vergleich, den Sie als Design-Spickzettel verwenden können:
Modellierungsebene
Was Sie tun
Was sie erfasst
Wenn es genug ist
Typische Tipps für die Umsetzung
L0 - Ignorieren
Keine explizite Modellierung von Schweißnähten und Verriegelungen; nur ein B-H- und Verlustmodell.
Globales Drehmoment und Gegen-EMF-Form.
Sehr frühes Konzept Sizing, topologische Exploration.
Fügen Sie großzügige Gestaltungsspielräume hinzu; verwenden Sie diese niemals für die Vorhersage von Endverlusten.
L1 - Effektive Materialflicken
Darstellung geschweißter/verriegelter Zonen als Regionen mit modifizierten B-H- und Verlustkoeffizienten in 2D/3D.
Zusätzliche lokale Hysterese und Wirbelverluste; einige Flussstörungen.
Detaillierte Verlustschätzungen und Effizienzkarten für ein bestimmtes Design.
Passeffektive Eigenschaften aus Ringkern-/Epstein-Tests an geschweißten oder verzahnten Proben.
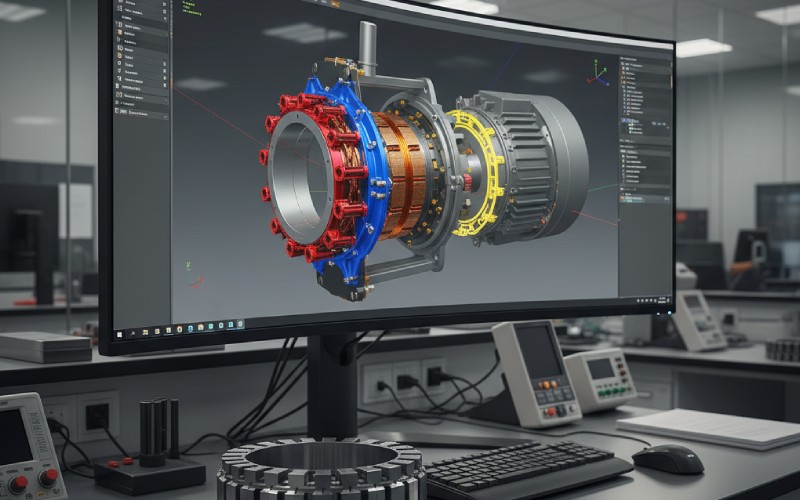
L2 - Explizite geometrische Merkmale
Modellieren Sie Schweißnähte oder ineinander greifende Dübel als reale 3D-Volumina mit realistischer Leitfähigkeit sowie lokal degradiertem Material.
Lokale Wirbelstromschleifen, ungleichmäßiger Fluss, harmonische Verlustverteilung.
Verwendung von 3D-Modellen mit Netzverfeinerung in Dübel-/Schweißbereichen; Ausnutzung der Symmetrie; Berücksichtigung instationärer oder mehrharmonischer Lösungen.
L3 - Vollständige Multiphysik (EM + Spannung + NVH)
Kopplung von mechanischer FE (Eigenspannung, modales Modell) mit EM-Modell mit spannungsabhängiger B-H und Magnetostriktion.
Endgültige Validierung von Vorzeige-Designs, EV-Traktions- oder Aero-Motoren mit strengen NVH-Grenzwerten.
Abbildung von Spannungsfeldern im EM-Netz; Verwendung von spannungsabhängigen Materialmodellen und Weiterleitung von EM-Kräften an die strukturelle NVH-Analyse.
Wenn Sie versuchen, "die Konkurrenz zu schlagen", wollen Sie in der Regel mindestens bis L1 zuverlässig und haben L2 oder L3 für Ihre Flaggschiffmotoren.
6. Stufe 1 in der Praxis: effektive Materialzonen für Schweißnähte und Verriegelungen
Die Kernidee von L1 ist einfach: Anstatt jede winzige Schweißnaht oder Verzahnung neu zu zeichnen, malen Sie "degradiertes Material" auf die Regionen, die sie beeinflussen, und überlassen FE den Rest. Dieser Ansatz ist in der modernen Forschung zu Schneid- und Verbindungseffekten üblich, wo man abstandsabhängige Degradationsmodelle ableitet und sie direkt auf Elementebene anwendet.
Ein praktischer L1-Arbeitsablauf sieht in der Regel folgendermaßen aus:
Schritt 1 - Abrufen von Daten zum verarbeiteten Material
Messen Sie Ringkerne aus echten Statorblechen: ungeschweißt vs. geschweißt; mit vs. ohne Verriegelung.
Extrahieren Sie B-H-Kurven und Kernverlustkoeffizienten für jeden Fall.
Schritt 2 - Aufbau eines Modells der "effektiven Zone"
Ermitteln Sie, wo Schweißnähte/Verriegelungen vorhanden sind (z. B. äußere Jochnaht, Mitteljochdübel, Rotorpolverbindungen).
Definieren Sie Zonen (z. B. ±3-5 mm um jede Schweißnaht oder jeden Dübel), in denen die Materialeigenschaften geändert werden.
Schritt 3 - Eigenschaften skalieren
Passen Sie die Permeabilitäts- und Kernverlustkoeffizienten in diesen Zonen auf der Grundlage Ihrer Messungen an (z. B. +10-30% lokaler Verlust, leicht reduziertes µ).
Schritt 4 - Wiederholung der EM-Simulationen
Bewerten Sie die Gesamtverluste, die lokale Verlustdichte, die Drehmomentwelligkeit und die Flussverteilung.
Falls vorhanden, mit einer Messung vergleichen (z. B. Statorattrappe mit blockiertem Rotor).
7. Stufe 2: explizite Modellierung von Schweißnähten und ineinandergreifenden Dübeln
Bei L2 hören Sie auf, so zu tun, als ob Schweißnähte/Verriegelungen "nur ein weiteres Material" wären, und zeichnen sie tatsächlich. Hier werden Arbeiten wie die 3D-FE-Modelle von ineinandergreifenden Dübeln (und daraus abgeleitete äquivalente 2D-Modelle) reproduziert, die ausdrücklich Wirbelstromschleifen im Inneren der Dübel und entlang der Stapeloberfläche zeigen.
Wichtige Modellierungsschritte auf dieser Ebene:
3D nur dort, wo es wichtig ist
Verwenden Sie ein 3D-Sektormodell mit einigen Schlitzen/Pfählen und detaillierten Dübeln/Schweißnähten; gehen Sie nicht gleich zu vollen 360° über.
Behalten Sie die Richtung der Laminatdicke bei, wenn Sie realistische Wirbelstrompfade wünschen.
Getrennte Materialien für Stahl, Schweißgut und Dübel
Weisen Sie dem Schweißgut eine hohe Leitfähigkeit und ein angemessenes µ zu (oft näher an gesättigtem oder gegossenem Stahl).
Behandeln Sie Dübel als einen separaten Bereich, der Lamellen überbrückt.
Lösen Sie die Zeitabhängigkeit richtig auf
Kernverluste durch diese Merkmale sind frequenzabhängig; verwenden Sie Zeitschritt- oder mehrharmonische Lösungen.
Berechnen Sie für Fahrzyklen frequenzabhängige effektive Verlustbeiträge im Voraus und verwenden Sie sie in Modellen auf Systemebene wieder.
Rückportieren der Ergebnisse in 2D
Leiten Sie aus Ihrer teuren 3D-Studie eine "äquivalente Verlust- und Permeabilitätskarte" ab, die Sie dann in schnelleren 2D-Simulationen als L1-Typ-Materialfeld einsetzen können.
8. Rotorspezifische Probleme: Schweißnähte, Hülsen und Käfige
Rotoren werden in der Regel grober modelliert als Statoren, aber Schweißnähte und Verbindungen können dort ebenso wichtig sein - manchmal sogar noch wichtiger, weil höhere Umfangsgeschwindigkeiten und Nut/Pol-Kombinationen die lokalen Effekte verstärken.
Zu den üblichen rotorspezifischen Verbindungsmerkmalen gehören:
Geschweißte oder gegossene Käfigstäbe und Endringe.
Geschweißte Stockschuhe oder Stock-Bügel-Verbindungen (für Maschinen mit Schenkelpolen).
Magnethaltende Hülsen oder axiale Schweißlinien auf Permanentmagnet-Rotoren.
Niet-/Bolzenverbindungen an laminierten Pfählen.
Achten Sie bei der Modellierung von Rotorschweißnähten und -verbindungen auf Folgendes:
Wirbelstrombrücken zwischen Stäben und Blechen über Schweißnähte, die sich auf die Kupfer/Eisen-Verlustaufteilung des Rotors und die Käfigerwärmung auswirken.
Zusammenspiel von Schräglage und SchweißnahtSchweißnähte in der Nähe von schrägen Nuten können lokale Flusswege verzerren und die Drehmomentwelligkeit beeinträchtigen.
Muffen- und Schrumpfspannungendie die Magnet- und Lamelleneigenschaften verschlechtern und die Resonanzen bei vollständiger Kopplung verschieben können.
9. Von der Theorie zu den Klicks: ein tool-agnostischer Arbeitsablauf
Welchen EM-Solver Sie auch immer verwenden, eine gute Schweißnaht-/Verriegelungsmodellierung folgt in der Regel einem ähnlichen Grundgerüst.
Stellen Sie sich das so vor: "Messen → Reduzieren → Modellieren → Validieren":
Messen / Sammeln
Sammeln Sie Ringkern-/Epstein-Daten für:
Grundmaterial.
Nur geschnittene Proben.
Geschnitten + geschweißt.
Cut + interlocked (mit verschiedenen Mustern, falls vorhanden).
Wenn möglich, messen Sie die Kernverluste an teilweise montierten Stator-/Rotorkernen vor dem Wickeln (Kurzzeitversuche, Ringkernerregung usw.).
Reduzieren auf Modelle
Fit Entfernung vom Merkmal Abbaugesetze: z. B. eine Funktion µ(r), k_hyst(r), k_eddy(r) gegen den Abstand von der Schweißnaht oder der Dübelmitte.
Bei Verriegelungen sind die Beiträge von zu isolieren:
Belastung durch Stanzen.
Dübelbildung.
Verdübelung/Verkettung (Kurzschlusswege).
Modell in EM FE
Implementierung von L1-Patches (und optional L2-Geometrie) in 2D/3D-EM-Modelle von Stator und Rotor.
Betriebspunkte abdecken:
Nennstrom und Frequenz.
Überfluss und hochfrequente PWM-Oberschwingungen, falls relevant.
Validieren und iterieren
Vergleichen Sie simulierte Leerlauf-, Blockierrotor- und Last-Kernverlustkomponenten mit Tests (oder Kernmessungen vor der Montage).
Passen Sie die Degradationsfaktoren (innerhalb physikalisch sinnvoller Grenzen) an, bis Sie eine konsistente Übereinstimmung von Kernverlust- und Temperaturmessungen erzielen.
10. Wie die Schweißnaht-/Verriegelungsmodellierung Konstruktionsentscheidungen verändert
Sobald Schweißnähte und Verriegelungen in Ihrem EM-Modell enthalten sind, sind sie kein "notwendiges Übel" mehr, sondern werden zu konstruktiven Hebeln.
Anstatt die Frage "geschweißt vs. geklebt vs. verriegelt" als eine rein mechanische oder Kostenentscheidung zu betrachten, kann man sie als eine elektromagnetische Designvariable betrachten:
Mit der detaillierten Modellierung können Sie:
Quantitativer Vergleich von Fügetechniken
Beispiel: Studien haben gezeigt, dass geklebte Statorenkerne die Kernverluste um ~20-40% reduzieren und die Geräuschentwicklung im Vergleich zu geschweißten oder verriegelten Kernen bei ansonsten identischen Konstruktionen erheblich verringern können.
Optimieren von Schweiß-/Verriegelungsmustern
Minimieren Sie die Anzahl der ineinander greifenden Dübel oder platzieren Sie sie in Bereichen mit geringerer Flussdichte, um zusätzliche Verluste zu reduzieren und gleichzeitig die mechanische Festigkeit zu erhalten.
Abstimmung von Jochdicke und Schweißnahtposition zusammen
Einige Segmentstator-Konstruktionen verwenden dünne Joche, die empfindlicher auf Ausrichtungsfehler und die Platzierung der Gelenke reagieren; FE-Modelle zeigen, dass dies das Rastmoment erhöhen und die Resonanzfrequenzen verändern kann.
Bewertung rotorbezogener Kompromisse
Zum Beispiel bei der Entscheidung zwischen geschweißten und gegossenen Käfigen oder bei der Beurteilung, ob das Hinzufügen einer Haltehülse und lokaler Schweißnähte den möglichen Anstieg der Rotorverluste wert ist.
In der Praxis kann das zu Entscheidungen wie der folgenden führen:
Wechsel von der Verriegelung zur Verklebung für hocheffiziente, geräuscharme EV-Traktionsmaschinen.
Beibehaltung der Verriegelung mit weniger, optimal platzierten Dübeln bei gleichzeitiger Verstärkung der Gehäusestütze.
Schweißen nur dort, wo es mechanisch absolut notwendig ist, und Spannungsarmglühen, wenn die EM-Strafen hoch sind.
11. Schließen des Kreislaufs: Validierung, NVH und zukünftige Richtungen
Letztendlich geht es bei der Modellierung von Schweißnähten und Schlössern weniger darum, schönere CAD-Zeichnungen zu erstellen, sondern vielmehr darum, dass sich Ihr virtueller Prototyp wie die reale Maschine verhält - einschließlich ihrer Unvollkommenheiten.
Ein solider High-End-Workflow sieht in der Regel folgendermaßen aus:
Realitätsprüfung auf Absatzebene mit Hardware
Messung der Kernverluste vor der Montage (Ringkerne, reine Statorprüfungen).
Vollständige Motortests: Leerlauf, blockierter Rotor, Lastpunkte; Temperaturanstieg und Geräuschmessungen.
EM + strukturelle/NVH-Kopplung
Verwenden Sie Ihr schweißnaht-/verriegelungsfähiges EM-Modell, um Kraftharmonische zu erzeugen.
Sie in ein Strukturmodell einspeisen, das auch umfasst geschweißte/verriegelte Verbindungen und deren Steifigkeit/Dämpfung.
Vergleich von simulierten und gemessenen Schwingungsspektren; Verfeinerung der Modellierung von Schweißnaht-/Verschlusssteifigkeit und EM-Kräften.
Datengesteuerte Abkürzungen
Wenn sich mehr Projekte ansammeln, können Sie interne Ersatzmodelle trainieren:
"Loss penalty vs. weld pattern" für eine bestimmte Motorenfamilie.
"Lärmbestrafung vs. Schleusendichte".
Verwenden Sie diese, um schnell die Beitrittsoptionen zu prüfen, bevor Sie sich für eine detaillierte FE entscheiden.
Die Forschung ist bereits auf dem Weg in die Zukunft:
Spannungsgekoppelte Materialmodelle wobei B-H und Verluste direkt von den lokalen mechanischen Feldern abhängen, die in die EM-Löser integriert sind.
Automatisierte Maschen-/Eigenschaftszuweisung aus Prozesssimulationen (z. B. "Eigenspannung aus Schweiß-FE in EM-FE importieren").
Standardisierte Degradationsbibliotheken für bestimmte Stahlsorten und Fügeverfahren, so dass Sie das Rad nicht für jedes Programm neu erfinden müssen.
Cheney ist ein engagierter Senior Application Engineer bei Sino mit einer großen Leidenschaft für Präzisionsfertigung. Er hat einen Hintergrund in Maschinenbau und verfügt über umfangreiche praktische Erfahrung in der Fertigung. Bei Sino konzentriert sich Cheney auf die Optimierung von Laminatstapel-Fertigungsprozessen und die Anwendung innovativer Techniken, um qualitativ hochwertige Laminatstapel-Produkte herzustellen.
Neue Produktbroschüre
Bitte geben Sie unten Ihre E-Mail-Adresse ein, damit wir Ihnen die aktuelle Broschüre zusenden können!
Lassen Sie Sino's Lamination Stacks Ihr Projekt verstärken!
Um Ihr Projekt zu beschleunigen, können Sie Lamination Stacks mit Details wie Toleranz, Material, Oberflächengüte, ob eine oxidierte Isolierung erforderlich ist oder nicht, Mengeund mehr.