Lassen Sie Sino's Lamination Stacks Ihr Projekt verstärken!
Um Ihr Projekt zu beschleunigen, können Sie Lamination Stacks mit Details wie Toleranz, Material, Oberflächengüte, ob eine oxidierte Isolierung erforderlich ist oder nicht, Mengeund mehr.
Die motorische Lamellenfräsersteuerung ist nicht nur eine Steuerung der Fräserhöhe.
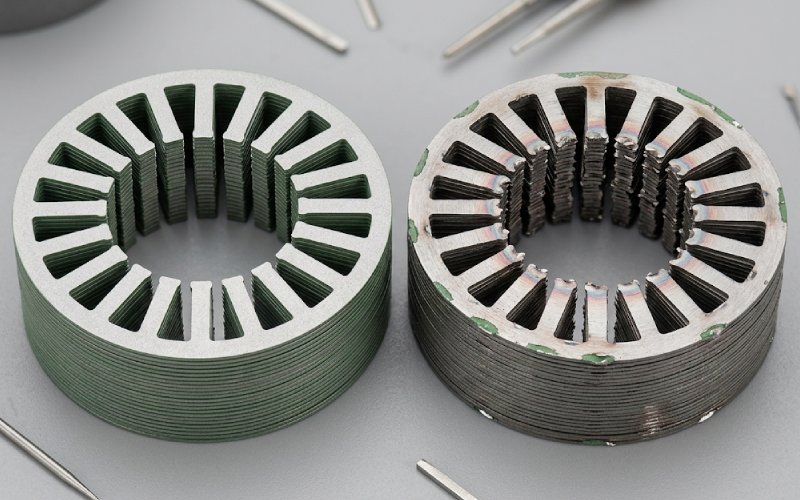
Unter Lamellenstapel, Ein gratbedingtes Versagen beginnt, wenn ein Schnittkantenfehler unter realen Montagebedingungen zu einem elektrischen Pfad wird. Die Grathöhe spielt eine Rolle, ja. Das Gleiche gilt für die Beschädigung der Beschichtung, die Richtung des Grats, den Stapeldruck, das Fügeverfahren und die Frage, ob benachbarte Lamellen eine geschlossene Leiterschleife bilden können. Wenn sich die Schleife bildet, steigt der lokale Stromfluss. Der Eisenverlust steigt mit ihm. Die Wärme folgt.
Die sinnvolle Frage ist also nicht “Ist der Grat zu hoch?”
Sie ist “Kann dieser Stapel nach dem Komprimieren und Fügen interlaminare Leiterbahnen bilden?”
Wenn Sie die schnelle Version benötigen, verwenden Sie diese:
Interlaminare Kurzschlüsse treten auf, wenn sich benachbarte Bleche nicht mehr wie isolierte Lamellen verhalten, sondern wie ein dickerer leitender Körper, auch lokal.
Normalerweise sieht die Kette wie folgt aus:
Diese Reihenfolge ist wichtig, weil viele Teams nur den ersten Schritt kontrollieren.
Sie messen die Grathöhe. Genehmigen Sie das Teil. Machen Sie weiter.
Dann wird der Stapel gebaut, stärker komprimiert, anders eingespannt, vielleicht auf eine Weise umgedreht, die niemand verfolgt hat, und der tatsächliche elektrische Zustand ändert sich.
Nein, die Gratkontrolle ist also kein Problem der losen Blätter. Es ist ein Problem des Endstapels.
In der Regel überschneiden sich zwei Mechanismen.
Dies ist der offensichtlichste Fall. Wenn Grate oder beschädigte Kanten einen Metall-zu-Metall-Kontakt zwischen den Blechen erzeugen, kann ein Stromfluss über die Bleche hinweg entstehen. Sobald dies geschieht, verhält sich der Stapel weniger wie ein laminierter Kern und mehr wie ein teilweise kurzgeschlossener Abschnitt. Der lokale Eisenverlust steigt zuerst an. Der Gesamtverlust kann später ansteigen. Manchmal zeigt sich der Hotspot, bevor die Verlustzahl dramatisch aussieht.
Auch ohne einen vollständigen interlaminaren Kurzschluss ist die Schnittkante nicht magnetisch neutral. Der Stanzvorgang hinterlässt eine gespannte Zone in der Nähe der Kante. Härtung, Eigenspannung und mikrostrukturelle Störungen verändern das lokale magnetische Verhalten. So kann ein Stapel zusätzliche Verluste durch Kantenschäden erleiden, noch bevor sich eine geschlossene Leiterschleife vollständig entwickelt.
Aus diesem Grund können sich zwei Teile mit ähnlicher Grathöhe im Test unterschiedlich verhalten.
Gleicher Nenngrat. Unterschiedlicher Kantenzustand. Unterschiedliche Beschichtungsdauer. Unterschiedlicher Montagedruck. Unterschiedliches Ergebnis.
Die Richtung des Grats ist keine Randnotiz. Sie hat Einfluss darauf, welche Fläche nach dem Stapeln an welche Fläche stößt. Wenn der aktive Grat wiederholt auf die am meisten gefährdete beschichtete Fläche trifft, steigt das Kontaktrisiko unter Druck schnell an.
Wenn die Ausrichtung der Laminierung auf der Linie gemischt wird oder wenn Bögen ohne Kontrolle gewendet werden, kann sich das elektrische Ergebnis ändern, auch wenn sich der gemessene Grat nicht ändert.
Ein Grat, der bei einer Kontrolle der losen Blätter unbedeutend aussieht, kann nach dem Pressen zu einer echten Brücke werden. Hier beginnen viele Qualitätsmängel. Der Widerstand bei geringer Klemmkraft sagt nur einen Teil der Geschichte aus. Die Produktionsklemmkraft ist der Teil, auf den es ankommt.
Ein kleiner Grat auf einer intakten Isolierung ist ein Fall. Der gleiche Grat auf einer zerdrückten oder abgeschliffenen Beschichtung ist ein anderer. In der Praxis ist das Überleben der Isolierung in der Nähe der Schnittkante oft wichtiger als die auf dem Bericht aufgedruckte Gratnummer.
Kleben, Schweißen, Verriegeln, Clinchen, Klemmen. Keines dieser Verfahren ist elektrisch neutral. Bei einigen Methoden bleibt die Isolierung über den Stapel hinweg besser erhalten. Andere führen lokale leitende Verbindungen, Spannungskonzentrationen oder hitzebedingte Schäden ein. Ein mechanisch stabiles Verfahren kann die magnetische Leistung dennoch verschlechtern.
Neue Werkzeuge können fast jeden Kontrollplan gut aussehen lassen. Der eigentliche Test beginnt später. Gratbildung, Kantenausrisse und Beschichtungsschäden neigen dazu, mit dem Verschleiß zu wandern. Wenn Sie nur Proben des ersten Teils genehmigen, kontrollieren Sie das Gratrisiko nicht. Sie nehmen nur optimistische Stichproben.
Es gibt keine einheitliche Nummer, die für alle Laminierungsstapel gilt.
Der kritische Schwellenwert hängt von der Blechdicke, dem Isoliersystem, der Gratform, dem Stapeldruck, der Teilegeometrie und der Verbindungsmethode ab. Ein höherer isolierter Grat kann weniger Probleme verursachen als eine niedrigere, aber breitere Kontaktfläche, die sich unter Druck abflacht. Aus diesem Grund versagt die durchschnittliche Grathöhe oft als Hauptauslösekriterium.
Eine bessere Kontrolllogik sieht folgendermaßen aus:
Das ist mehr Arbeit als eine einzelne Gratgrenze. Es ist auch näher an dem, was der Stapel sieht.
Die Stanzformfreigabe sollte als Prozessfenster behandelt werden, nicht als Spiel mit dem Mindestwert.
Ein zu großes Spiel erhöht die plastische Verformung, die Schwere des Bruchs und die Gratbildung. Ein zu geringes Spiel kann auch zu Problemen mit der Kantenspannung führen. Das beste Ergebnis ist in der Regel ein Fenster, das ein ausgewogenes Verhältnis zwischen sauberer Scherung, überschaubarer Gratbildung und begrenzter Kantenbeschädigung für das jeweilige Material und die verwendete Dicke bietet.
Die falsche Frage ist also:
“Was ist der allgemein beste Abstand?”
Die bessere Frage ist:
“Welches Freiraumfenster ergibt eine akzeptable Kantenmorphologie, ein stabiles Überleben der Beschichtung und ein geringes elektrisches Risiko nach der Kompression für diese Stahlsorte, diese Dicke und diesen Werkzeugzustand?”
Diese Formulierung ist weniger bequem. Es ist diejenige, die funktioniert.
Wenn der Leerlaufverlust ansteigt oder wenn ein Stapel ein unerklärliches Hotspot-Verhalten zeigt, sollten Sie in dieser Reihenfolge prüfen.
Beginnen Sie nicht mit Theorien über die Motorkonstruktion, es sei denn, der Prozess weist in diese Richtung. Prüfen Sie zunächst, ob sich der Zustand des Stempels, das Nachschleifintervall, die Kantenqualität oder der Grattrend geändert haben.
Bestätigen Sie, wie die Blätter tatsächlich gestapelt sind. Nicht, wie sie laut Arbeitsblatt gestapelt werden sollten. Eine unterschiedliche Ausrichtung kann das Kontaktverhalten unbemerkt verändern.
Prüfung unter repräsentativer Stapelkraft. Elektrische Prüfungen mit losen Blättern sind nützlich, reichen aber nicht aus.
Achten Sie auf zerdrückte, abgeschabte oder thermisch beeinträchtigte Isolierung in der Nähe von Schnittkanten und Verbindungsstellen.
Eine Änderung der Schweißparameter, eine Änderung des Haltemusters oder eine Anpassung der Verriegelung kann eine zuvor akzeptable Kante in eine Kante mit geringem Risiko verwandeln.
Großflächige Verlustzahlen können lokale Probleme verbergen. Ein Stapel mit frühzeitiger Hotspot-Entwicklung kann schon früher die Wahrheit sagen als die durchschnittliche Verlustzahl.
Diese Reihenfolge spart Zeit, denn sie folgt dem üblichen Ablauf bei Gratfehlern im Stapel: Kante, Isolierung, Kompression, Rückhaltung, dann Hitze.
| Kontrollposten | Was es Ihnen sagt | Was sie vermissen lässt | Bessere Nutzung von Entscheidungen |
|---|---|---|---|
| Durchschnittliche Grathöhe | Allgemeiner Trend zur Verschlechterung der Ränder | Schlingenbildung, Überleben der Beschichtung, Kompressionseffekt | Verwendung als Warnsignal, nicht als endgültige Freigabelogik |
| Grat an Seite | Welche Kontaktflächen sind gefährlicher? | Orientierungsmischung beim Stapeln | Stempelseite und Matrizenseite getrennt verfolgen |
| Standzeit der Werkzeuge | Verschleißbedingte Drift in der Produktion | Tatsächliche elektrische Folgen | Paarung mit Kanteninspektion und Widerstandsprüfung |
| Morphologie der Kanten | Scherzone, Bruchqualität, Rissbildung, Gratform | Endgültiges elektrisches Verhalten des Stapels | Zur Validierung des Lichtraumprofils und der Nachschleifzeit |
| Lose-Blatt-Widerstand | Grundbedingung für die Isolierung | Echtes komprimiertes Kontaktverhalten | Niemals als einzige elektrische Abschirmung verwenden |
| Komprimierter interlaminarer Widerstand | Tatsächliches Kurzschlussrisiko unter Last | Lokaler thermischer Schweregrad im Zeitverlauf | Bestes Screening-Instrument, bevor sich ein vollständiger Leistungsabfall zeigt |
| Audit des Beitrittsprozesses | Zurückhaltungsbedingte Risiken und Beschichtungsschäden | Zufällige lokale Fehler außerhalb der Fuge | Überprüfung, wenn sich der Verlusttrend nach der Montage ändert |
| Ergebnis der Leerlaufverluste | Symptom auf Systemebene | Ort der Ursache | Verwendung als Bestätigung, nicht als erste Diagnose |
| Thermisches Hotspot-Screening | Lokalisierte Fehlersichtbarkeit | Genaue geometrische Quelle des Kontakts | Nützlich, wenn die Verlustdrift uneinheitlich oder zu spät ist |
Der Inspektionsplan sollte sich an der Entwicklung des Fehlers orientieren.
Beginnen Sie an der Kante. Gehen Sie dann zum Stapel. Gehen Sie dann zum montierten Kern.
Prüfen:
Prüfen:
Prüfen:
Ein häufiger Fehler ist das Überspringen der mittleren Phase. Die Teams prüfen die geschnittenen Teile und gehen dann direkt zu den Motordaten am Ende der Linie über. Dadurch bleibt der eigentliche Schritt der Fehlerumwandlung unbeobachtet. Und dieser Schritt ist in der Regel Kompression und Fügen.
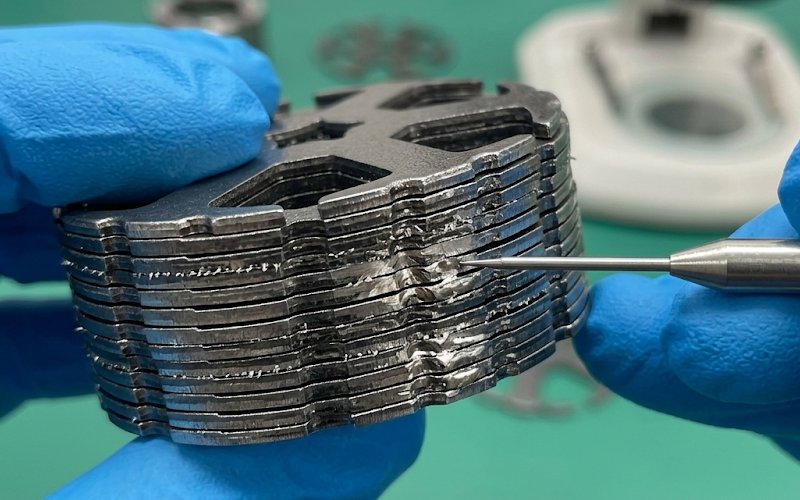
Dieselbe Laminierkante kann sich in einem geklebten Stapel auf die eine und in einem geschweißten oder mechanisch verriegelten Stapel auf die andere Weise verhalten.
Das sollte nicht überraschen, aber es wird oft als überraschend behandelt.
Der Beitritt bewirkt drei Dinge auf einmal:
Wenn also nach einer Änderung der Fügetechnik ein gratbedingter Eisenverlust auftritt, ist die richtige Schlussfolgerung nicht immer “der Grat wurde schlimmer”. Manchmal ist die Kante ähnlich geblieben, während sich die Einspannbedingungen geändert haben.
Dem Stapel ist es egal, welche Abteilung die Ursache ist.
Manchmal hilft es. Manchmal hilft es weniger, als die Menschen hoffen.
Das Glühen kann einen Teil der durch die Schnittbeanspruchung verursachten magnetischen Schäden beheben. Es kann den kantenbedingten Verlust, der durch Dehnung und Härtung entsteht, verbessern. Aber es entfernt nicht auf magische Weise leitende Brücken, die nach dem Stapeln und Fügen verbleiben. Handelt es sich bei dem Problem um einen tatsächlichen interlaminaren Kontaktpfad, so ist das Glühen kein Ersatz für die Behebung des Kantenzustands oder der Montagebedingungen, die die Brücke verursacht haben.
Verwenden Sie das Glühen gegebenenfalls zur Schadensbehebung. Verwenden Sie es nicht als Erlaubnis, eine instabile Gratkontrolle zu akzeptieren.
Verwenden Sie diese einfache Regel:
Wenn die Gratkontrolle nur durch die Geometrie definiert ist, ist der Stapel unterkontrolliert.
Wenn die Gratkontrolle durch die Geometrie und das elektrische Verhalten unter Druck definiert ist, ist der Stapel näher an der Kontrolle.
Die Hauptursache ist nicht die Grathöhe allein. Der eigentliche Auslöser ist der leitende Kontakt zwischen benachbarten Lamellen nach dem Zusammendrücken oder Verbinden. Grate sind wichtig, weil sie dazu beitragen, diesen Kontakt herzustellen, insbesondere wenn die Isolierschicht in der Nähe der Kante beschädigt ist.
Ja. Ein kleiner Grat kann immer noch zu zusätzlichem Eisenverlust beitragen, wenn er die Isolierung beschädigt, sich unter Druck abflacht oder an einer geschlossenen Leiterbahn beteiligt ist. Ein sichtbar größerer Grat ist nicht immer der gefährlichere Grat.
Beginnen Sie mit der Tendenz des Werkzeugverschleißes, dem Grat an der Seite, der Ausrichtung der Lamellen und dem komprimierten interlaminaren Widerstand. Wenn diese Werte driften, ist das Ergebnis des End-of-Line-Verlustes in der Regel ein spätes Symptom und nicht das erste nützliche Signal.
Er ist als Trendmaßstab nützlich, aber als eigenständiges Freigabekriterium schwach. Sie sagt nichts darüber aus, ob der endgültige Laminatstapel unter dem tatsächlichen Montagedruck leitfähige Pfade bilden wird.
Der Stapeldruck kann marginale Kantenfehler in echte elektrische Brücken verwandeln. Ein Stapel, der bei der Inspektion der losen Blätter akzeptabel aussieht, kann versagen, sobald die Druckkräfte die beschädigten Kanten in Kontakt bringen.
Ja. Die Verbindungsmethode kann die Druckverteilung, das Überleben der Isolierung und den elektrischen Kontakt zwischen den Lamellen verändern. Das bedeutet, dass sich dieselbe Schnittkante nach dem Kleben, Schweißen, Verriegeln oder Klemmen unterschiedlich verhalten kann.
Ja. Zusätzliche Leerlaufverluste können durch magnetische Schäden an den Schnittkanten, lokale Isolationsdurchbrüche oder durch Einspannungen hervorgerufene Kontakte entstehen, selbst wenn die Grathöhe allein nicht extrem erscheint. Aus diesem Grund sind die Kantenmorphologie und komprimierte elektrische Prüfungen wichtig.
Verwenden Sie ihn immer dann, wenn der Grattrend ansteigt, der Werkzeugverschleiß abnimmt, sich die Fügebedingungen ändern oder der Leerlaufverlust sich ohne klare konstruktive Erklärung zu bewegen beginnt. Es ist einer der nützlichsten Tests, um harmlose Kantenschwankungen von echten Kurzschlussrisiken auf Stack-Ebene zu unterscheiden.
Die Gratkontrolle bei der Motorlaminierung sollte wie folgt definiert werden Kurzwegvermeidung im fertigen Lamellenstapel, und nicht als einfache Grathöhenkontrolle auf einzelnen Blechen.
Diese Verschiebung ändert alles.
Es verändert das, was Sie inspizieren.
Es verändert den Trend.
Sie ändert sich, wenn Sie die Linie anhalten.
Es ändert sich, welche “akzeptablen” Teile tatsächlich nicht akzeptabel sind.
Und wenn das zum Standard wird, sieht der zusätzliche Eisenverlust nicht mehr zufällig aus.








