Lassen Sie Sino's Lamination Stacks Ihr Projekt verstärken!
Um Ihr Projekt zu beschleunigen, können Sie Lamination Stacks mit Details wie Toleranz, Material, Oberflächengüte, ob eine oxidierte Isolierung erforderlich ist oder nicht, Mengeund mehr.
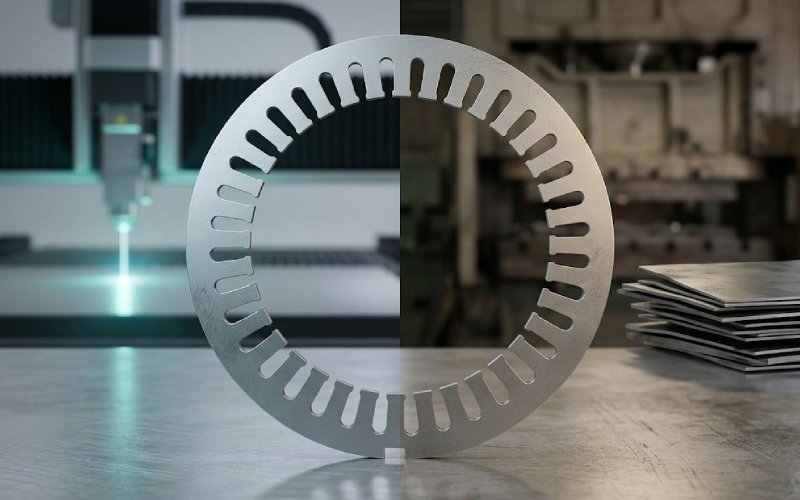
Wenn die Geometrie noch in Bewegung ist, lasergeschnittene Motorbleche sind in der Regel die richtige Antwort. Wenn die Geometrie eingefroren ist und das Volumen real ist, gestanzte Bleche in der Regel gewinnen. Dieser Teil ist einfach. Der Teil, der Probleme macht, ist die Mitte. Gleiches CAD. Dieselbe Stahlsorte auf dem Druck. Unterschiedliches Kernverhalten nach dem Schneiden, Stapeln, Fügen und der Freigabe für die Produktion. Beim Lasern werden in der Regel harte Werkzeuge entfernt und die Zeit für das erste Teil verkürzt; beim Stanzen kommen Werkzeuginvestitionen und Einrichtungszeit hinzu, die sich dann durch den Durchsatz und die niedrigeren Stückkosten auszahlen, sobald sich das Volumen eingependelt hat.
Hier beginnen schlechte Entscheidungen. Die Teams vergleichen die Teilepreise zu früh. Oder sie validieren Prototyp-Motorbleche per Laser und gehen dann davon aus, dass sich gestanzte Produktionsbleche wie eine billigere Kopie verhalten werden. Das ist aber oft nicht der Fall. Das Schneiden verändert das Material in der Nähe der Kante. Grate verändern das interlaminare Verhalten. Das Fügen kann die Beschichtung beschädigen oder zusätzliche Spannungen erzeugen. Der Stapel, nicht das flache Blech, ist das, worauf die Maschine läuft. Fertigungsüberprüfungen kommen immer wieder auf denselben Punkt zurück: Schneiden, Fügen, Spannungsarmglühen und Anpassungsschritte beeinflussen alle die endgültige magnetische Leistung.
Laserschneiden schafft Freiheit. Keine Matrize. Keine Werkzeugkorrekturschleife. Kein Warten auf Werkzeuge, wenn sich Schlitzöffnung, Zahnbreite, Stegdicke oder Entlüftungsgeometrie um ein paar Zehntel ändern. Es handelt sich um einen digitalen Prozess, so dass die Kosten für das Erlernen des Verfahrens hauptsächlich in der Programmierung, dem Material und der Maschinenzeit liegen. Das macht lasergeschnittene Lamellen zu einem idealen Verfahren für die Herstellung von Prototypen, Design-Screenings und Kleinserien.
Beim Stanzen ist das anders. Wenn die Form erst einmal stimmt, ist die Produktionsgeschwindigkeit kaum zu überbieten. Bevor die Matrize stimmt, kann sie das ganze Programm aufhalten. Der Werkzeugbau verursacht zusätzliche Kosten, und die Produktion kann sich um Wochen verzögern, während das Werkzeug entwickelt und gebaut wird. Das heißt nicht, dass Stanzen falsch ist. Es bedeutet nur, dass das Stanzen ein schlechter Ort ist, um die ersten Erfahrungen zu sammeln.
Schneiden ist nicht neutral. Mechanisches Schneiden führt zu plastischer Verformung und Eigenspannung in der Nähe der Kante. Beim Laserschneiden können eine wärmebeeinflusste Zone und eine lokale magnetische Verschlechterung auftreten. In beiden Fällen verhält sich das Material in der Nähe des Schnitts nicht mehr wie die im Katalog angegebenen Nenndaten des Blechs. Veröffentlichte Arbeiten über Elektrostahl zeigen, dass Schnittkantenschäden die Permeabilität verringern und den Verlust in der Nähe der Kante erhöhen können, wobei der Schweregrad vom Material, der Dicke, der Schnittführung und den Prozesseinstellungen abhängt.
Der schwierige Teil ist die beschädigte Breite. Es handelt sich nicht um eine feste Zahl. Literaturstudien zeigen eine große Streuung, und das ist wichtig, weil schmale Zähne und dichte Schlitzgeometrien das Problem verstärken. In einigen Berichten über lasergeschnittenes Material wurde eine magnetische Schädigung gemessen, die unter bestimmten Bedingungen bis zu 18 mm von der Schnittkante entfernt ist. Separate Arbeiten an Scherkanten haben gezeigt, dass die betroffenen Zonen viel kleiner sind, etwa 1 bis 1,4 mm, ebenfalls unter bestimmten Bedingungen. Gleiches Thema. Sehr unterschiedliche Zahlen. Daher ist jede einfache Behauptung, dass eine Methode immer gut oder immer schlecht ist, dünn. Die Geometrie entscheidet viel davon.
Aus diesem Grund ist der Umfang wichtiger als die Anzahl der Teile. Ein Blech mit schmalen Stegen, dünnen Zähnen und dichten Schlitzen kann an den Schnittkanten mehr Schaden anrichten als ein größeres, einfacheres Profil aus demselben Stahl. Ingenieure wissen das in der Praxis. Einkäufer wissen das manchmal nicht. In der Angebotszeile steht “gleiches Material”. Der Motortest sagt etwas anderes.
Grat ist nicht nur eine Frage des Entgratens. In einem Laminierstapel, Der Grat kann zu einem Leitungspfad zwischen benachbarten Blechen werden. Sobald dies geschieht, steigt der lokale interlaminare Wirbelstromverlust, und damit kann auch die lokale Erwärmung steigen. In Studien über Elektrostahlbleche wurden durch Grat verursachte interlaminare Kurzschlüsse als echter Verlustmechanismus und nicht als kosmetischer Defekt behandelt.
Das ist auch der Grund, warum die Eingangskontrolle die Menschen in die Irre führen kann. Ein einzelnes Blech mag akzeptabel aussehen. Ein aus vielen Blechen zusammengesetzter Stapel mit wiederholtem Gratkontakt ist ein anderes Objekt. Wenn dann noch Druck, Fügevorgänge, Handhabungsschäden oder Störungen der Beschichtung hinzukommen, wird das Problem immer größer. Wenn Sie also lasergeschnittene Bleche mit gestanzten Blechen vergleichen, stellen Sie die Frage nach dem Stapel, nicht nach dem Blech: Was passiert nach der Komprimierung, dem Zusammenfügen und dem Anpassen?

| Entscheidungsfaktor | Lasergeschnittene Kaschierungen | Gestanzte Kaschierungen | Was vor der Freigabe zu validieren ist |
|---|---|---|---|
| Änderungen am Design | Am besten, wenn die Geometrie noch in Bewegung ist | Am besten, wenn die Geometrie gefroren ist | Anzahl der erwarteten CAD-Änderungen |
| Werkzeugbau | Keine harten Werkzeuge | Erfordert eine Investition in den Würfel | Break-even-Volumen und Werkzeugstandzeit |
| Zeitmessung des ersten Teils | Schnell | Langsamer beim Programmstart | Zeitplanrisiko für Prototyp oder Markteinführung |
| Stückkosten bei geringem Volumen | Normalerweise akzeptabel | In der Regel schlecht, sobald die Werkzeuge enthalten sind | Anzahl der Prototypen und Iterationen |
| Stückkosten bei hohem Volumen | In der Regel höher | In der Regel niedriger | Stabilität der Vorhersage |
| Risiko der Randbedingungen | Empfindlich gegenüber Lasereinstellungen und Merkmalsdichte | Empfindlich gegenüber Matrizenspiel und Verschleiß | Kernverlust bei Proben, die für die Produktion bestimmt sind |
| Gratrisiko | Kann noch vorhanden sein, hängt von der Schnittqualität und der Reinigung ab | Wächst mit der Abnutzung und den Spielproblemen | Kontrolle der Stapelisolierung und des Kurzschlusses |
| Produktionsdurchsatz | Begrenzt | Hoch | Tatsächlicher Taktbedarf |
| Beste Passform | Schnelles Lernen | Schnell wiederholend | Korrelation zwischen Prototyp und Startstrecke |
Die Tabelle ist die saubere Version. Die echte Version ist rauer. Laser ist in der Regel die risikoärmere Art zu lernen. Stanzen ist in der Regel der kostengünstigere Weg zur Wiederholung. Das Problem beginnt, wenn ein Programm versucht, mit dem einen Verfahren die Fragen zu beantworten, die zum anderen Verfahren gehören.
Laserschneiden ist die richtige Wahl, wenn sich Ihre Prototyp-Motorbleche noch ändern, wenn Sie schnell mehrere Geometrievarianten benötigen oder wenn der Stapel eher zur Beantwortung von Design- als von Produktionsfragen verwendet wird. Dazu gehören die Abstimmung von Nuten, Zahnbreitenänderungen, Brückenbreitenprüfungen, Schräglaufexperimente und erste elektromagnetische Vergleichsarbeiten. Der Laser ist auch ein praktischer Weg für kleine und mittlere Serien, bei denen sich die Herstellung von Werkzeugen nicht so einfach rechnet.
Der Laser sollte jedoch nicht als neutraler Prototypersatz für alle späteren Produktionsschritte betrachtet werden. Wenn das Serienteil gestanzt werden soll, beweist ein lasergeschnittener Prototyp schneller die Geometrie als das Produktionsverhalten. Nützlich, ja. Vollständig, nein. Designs mit einem hohen Verhältnis von Umfang zu Fläche vergrößern diese Lücke. Dünne Lehren können sie ebenfalls vergrößern.
Das Stanzen ist dann die bessere Wahl, wenn das Design stabil genug ist, um eine Werkzeugverriegelung zu überstehen, und das Volumen hoch genug ist, um die Werkzeugkosten zu decken. An diesem Punkt geht es bei der Entscheidung nicht mehr nur um Flexibilität, sondern vor allem um Durchsatz, Wiederholbarkeit und Stückpreis. Das ist der Punkt, an dem gestanzte Laminate ihren Platz verdienen.
Es gibt immer noch keinen Freifahrtschein. Die Prägequalität hängt vom Zustand der Matrize, dem Matrizenspiel, dem Verschleiß und der Gratkontrolle ab. Wenn die Matrize altert, verändert sich die Kantenqualität. Dies kann sich später als Beschichtungsprobleme, Probleme mit der Stapelisolierung oder als Verlustabweichung bemerkbar machen. Die richtige Produktionsfrage lautet also nicht: “Kann das Stanzen diese Form herstellen?” Die Frage lautet vielmehr: “Kann das Stanzen diese Form auch nach der realen Betriebszeit noch herstellen?” Eine andere Frage. Bessere Frage.
Eine einfache Überprüfung der Lautstärke hilft:
Break-even-Volumen ≈ Werkzeugkosten ÷ (Laser-Stückkosten - gestanzte Stückkosten)
Diese Formel ist grundlegend. Der Fehler liegt darin, sie allein zu verwenden. Die wahre Gewinnschwelle verschiebt sich, wenn sich die Ausbeute ändert, wenn die Gratbeseitigung zu einem zweiten Prozess wird, wenn sich der Verlust beim Stapelfügen ändert oder wenn der gestanzte Kern nicht mehr mit dem Laserprototyp übereinstimmt.
Viele Auswahlfehler passieren, weil das Team beim Schneiden stehen bleibt. Der Stapel muss noch zusammengefügt werden. Kleben, Verriegeln und Schweißen führen nicht zu demselben magnetischen Ergebnis. Rezensionen über das Verbinden von laminiertem Elektrostahl weisen auf den üblichen Kompromiss hin: Die Verbindungsmethode muss die mechanische Integrität aufrechterhalten, kann aber auch die Isolationsbeschichtung beschädigen, die Mikrostruktur verändern, Eigenspannungen einführen oder leitende Pfade zwischen den Laminaten schaffen.
Das bedeutet, dass der wirkliche Vergleich oft nicht Laser oder Stanzen ist. Es ist ein vollständiger Weg gegen einen anderen:
Diese Wege sind nicht gleichwertig. Eine Trennmethode, die für sich genommen gut aussieht, kann ihren Vorteil verlieren, sobald der Verbindungsschritt festgelegt ist. Die Verzahnung zum Beispiel ist mechanisch nützlich, aber veröffentlichte Arbeiten haben sie in einigen Fällen mit erhöhtem Eisenverlust in Verbindung gebracht. Schweißen kann die Packung gut halten, aber es kann auch die magnetischen Eigenschaften beeinträchtigen, wenn die betroffene Zone und die Beschädigung der Beschichtung nicht kontrolliert werden.

Das Spannungsarmglühen kann einen Teil der durch das Schneiden verursachten magnetischen Verschlechterung wiederherstellen, insbesondere nach der mechanischen Bearbeitung. Das ist real. Es wurde in veröffentlichten Messungen beobachtet. Es kann aber auch leicht als Ausrede für die Planung missbraucht werden. Die Wiederherstellung hängt vom Material, der Vorschädigung, dem Temperaturprofil, der Atmosphäre und den Ereignissen vor und nach dem Glühen ab. Das Glühen sollte also als Teil des Prozesses validiert werden und nicht als Reparaturknopf für einen schwachen vorgelagerten Prozess behandelt werden.
Verwenden Sie lasergeschnittene Laminate, wenn Sie das Design noch nicht kennen.
Verwenden Sie gestanzte Laminate, wenn Sie das Design gelernt haben und bereit sind, die Fabrik zu optimieren.
Verwenden Sie einen Korrelationsaufbau vor der Werkzeugfreigabe, wenn die Prototyp-Route und die Einführungsroute unterschiedlich sind.
Und validieren Sie nicht nur die lose Platte. Prüfen Sie den Laminatstapel nach dem Schneiden, nach dem Zusammenfügen und in dem Zustand, in dem er tatsächlich in den Motor eingesetzt wird. An dieser Stelle endet der Streit. Oder fängt wieder an.
Manchmal ja, vor allem bei kleinen oder mittleren Serien und bei Programmen mit hohem Mischungsverhältnis. Es sollte jedoch nicht davon ausgegangen werden, dass lasergeschnittene Bleche in jedem Fall dem Verhalten der gestanzten Produktion entsprechen, da Schnittkantenbeschädigungen und -verluste von der Geometrie, dem Material und den Prozesseinstellungen abhängen.
Normalerweise ja. Das Stanzen gewinnt in der Regel, wenn die Werkzeuge gerechtfertigt sind und die Geometrie stabil ist. Vorsicht: Werkzeugverschleiß, Spielkontrolle und Gratwachstum können die Qualität im Laufe der Zeit beeinträchtigen, daher sollte das Volumen allein nicht das einzige Kriterium sein.
Risiko eines interlaminaren Kurzschlusses. Grate, beschädigte Beschichtungen und einige Verbindungswege können leitende Pfade zwischen den Blechen schaffen, die den lokalen Wirbelstromverlust und die Wärmeentwicklung erhöhen. Das flache Teil mag die Prüfung noch bestehen. Der Stapel kann dennoch unbemerkt versagen.
Nein. Kleine Merkmale verschlimmern es in der Regel, aber jedes Design mit hoher Kantendichte kann es spüren. Die gemeldete Breite der magnetischen Verschlechterung variiert stark zwischen den Studien, was genau der Grund ist, warum schmale Regeln versagen.
Nicht immer. Der Einsatz des Lasers für frühe Prototypen und das Stanzen für die Markteinführung kann sinnvoll sein. Der fehlende Schritt ist die Korrelation. Wenn sich der Prozess ändert, sollten Sie ihn vor der Freigabe erneut an Stapeln mit Produktionsabsicht testen.
Nein. Es kann helfen. Es kann nicht alle Folgen eines schlechten Schnitts, einer schlechten Verbindung oder einer Beschädigung des Stapels im späteren Verlauf der Strecke auslöschen.