Lassen Sie Sino's Lamination Stacks Ihr Projekt verstärken!
Um Ihr Projekt zu beschleunigen, können Sie Lamination Stacks mit Details wie Toleranz, Material, Oberflächengüte, ob eine oxidierte Isolierung erforderlich ist oder nicht, Mengeund mehr.
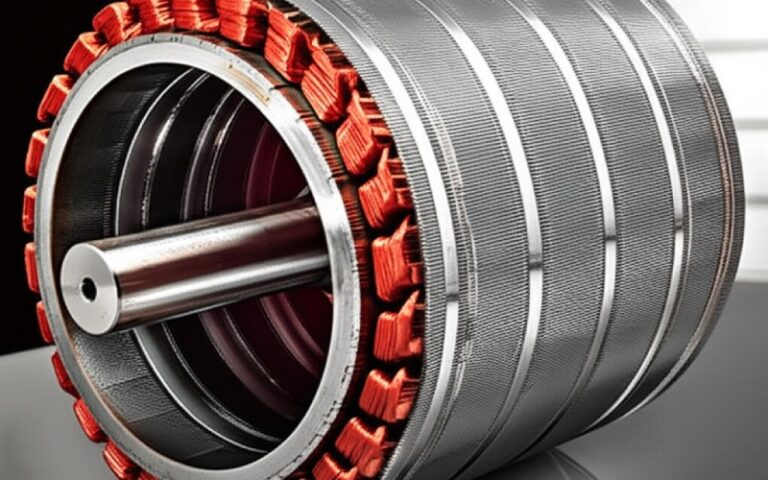
Wenn Sie Schrittmotorbleche beschaffen, ist das “geschichtete” Aussehen nicht der interessante Teil. Die nützliche Frage ist, wie sich diese Schichten auf Verluste, Drehmomentkonsistenz, Stapelgenauigkeit und Produktionswiederholbarkeit auswirken. Bei Hybridschrittmotoren besteht der Rotor selbst aus zwei gezahnten Rotorabschnitten mit einem axialen Magneten dazwischen, und diese gezahnten Abschnitte sind mechanisch um eine halbe Zahnteilung versetzt. Das geschichtete Aussehen ist also kein einzelnes Detail. Es ist ein Paket aus magnetischen und fertigungstechnischen Entscheidungen, das in der realen Produktion bestehen muss, nicht nur im CAD.
Wir fertigen kundenspezifische Schrittmotor-Laminierstapel für Kunden, die die Grundlagen bereits kennen und weniger Überraschungen zwischen Prototyp und Serienproduktion erleben möchten. Dort beginnen die meisten Probleme. Nicht in der Theorie. An der Schnittkante. Bei der Stapelverbindung. In der Art und Weise, wie eine Zeichnung ignoriert, was Stanzen oder Schweißen mit dem Stahl macht.
Schrittmotorbleche bestehen aus dünnen, isolierten Elektroblechen anstelle eines massiven Stahlkerns, da Bleche die Verluste zwischen den Lamellen und die Wirbelströme reduzieren. Die Isolationsbeschichtung auf beiden Seiten des Blechs trägt dazu bei, den Strom zwischen den Schichten zu blockieren, während die dünne Blechstruktur unerwünschte zirkulierende Ströme begrenzt, die andernfalls zusätzliche Wärme und Verluste erzeugen würden. Für Motorkerne wird in der Regel nichtorientiertes Elektroband verwendet, da es sich besser an rotierende magnetische Bedingungen anpasst als richtungsgebundene Blechmaterialien.
Das ist die Standarderklärung. Die Erklärung für die Herkunft ist anders.
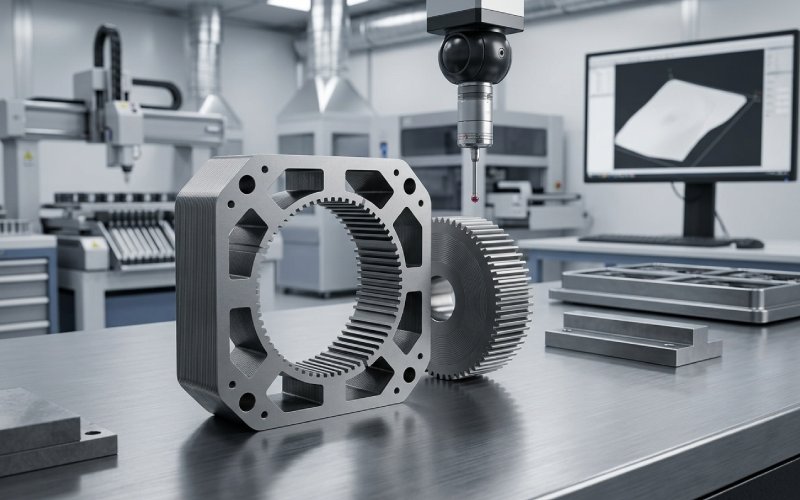
Ein geschichteter Kern gibt uns auch die Möglichkeit, die Zahngeometrie, das Schlitzprofil, die Stapelhöhe und die Wiederholbarkeit von Rotor/Stator von Charge zu Charge zu kontrollieren. Bei Schrittmotoren, insbesondere bei kleinen Hybridkonstruktionen, verwandeln sich winzige geometrische Abweichungen viel schneller in Winkelfehler, Drehmomentstreuungen, Geräusche oder zusätzliche Erwärmung, als viele Käufer erwarten. Je kleiner die Maschine ist, desto weniger Platz gibt es, um Kantenschäden durch Schneiden zu verbergen.
Bei kundenspezifischen Schrittmotor-Blechpaketen beginnt die Materialauswahl in der Regel mit nicht orientiertem Elektrostahl in dünnen Dicken, der für Motorkerne verwendet wird. Ein üblicher Dickenbereich für Motorbleche ist etwa 0,2 mm bis 0,65 mm, Die richtige Dicke hängt jedoch von den Schaltbedingungen, dem Verlustziel, der Werkzeugstrecke, der Formstabilität und davon ab, wie viel Stapelfaktor Sie bereit sind, für die Isolierung und die Montage einzubüßen. Dünner ist nicht automatisch besser. Nicht, wenn sich Schnittverletzungen zeigen.
Bevor wir ein Material empfehlen, prüfen wir es ganz einfach:
Wenn die Materialentscheidung zu früh getroffen wird, ohne den Prozessweg zu berücksichtigen, zahlt das Projekt in der Regel später dafür.
Wir erstellen keine Angebote allein aufgrund der Umrissgeometrie. Wir prüfen Zahnbreite, Stegbereich, Schlitzverhältnis, Stapelhöhe, Passungsmerkmale, Gratrichtung, Fügebereich und ob das Design später von lasergeschnittenen Mustern zum progressiven Stanzen übergehen wird. Eine Laminierung, die leicht zu schneiden zu sein scheint, kann beim Stapeln instabil werden oder abdriften, sobald sich die Verbindungsmethode ändert.
Für einen Kostenvoranschlag fragen wir normalerweise nach:
| Artikel | Warum wir darum bitten | Was sich dadurch ändert |
|---|---|---|
| 2D-Zeichnung / DXF | Definiert Zahnprofil, Schlitze, Kerben, OD/ID | Werkzeugweg, Durchführbarkeit, Prüfverfahren |
| Höhe des Stapels | Bestimmt die Anzahl der Lamellen und die Verbindungsstrategie | Komprimierungsverfahren, Stapeltoleranz, Kosten |
| Jährliches Volumen | Trennt die Logik des Prototyps von der Logik der Massenproduktion | Laserschneiden vs. Stanzen, Investition in Stanzformen |
| Anforderung von Material | Legt die magnetische und fertigungstechnische Basislinie fest | Verlust, Stanzbarkeit, Beschichtung, Preis |
| Verwendung von Rotor oder Stator | Derselbe Stahl verhält sich in verschiedenen Geometrien unterschiedlich | Gratempfindlichkeit, Ausrichtungspriorität |
| Präferenz für den Beitritt | Verriegelung, Verschweißung, Verklebung oder gemischter Weg | Magnetischer Verlust, Stärke, Vorlaufzeit |
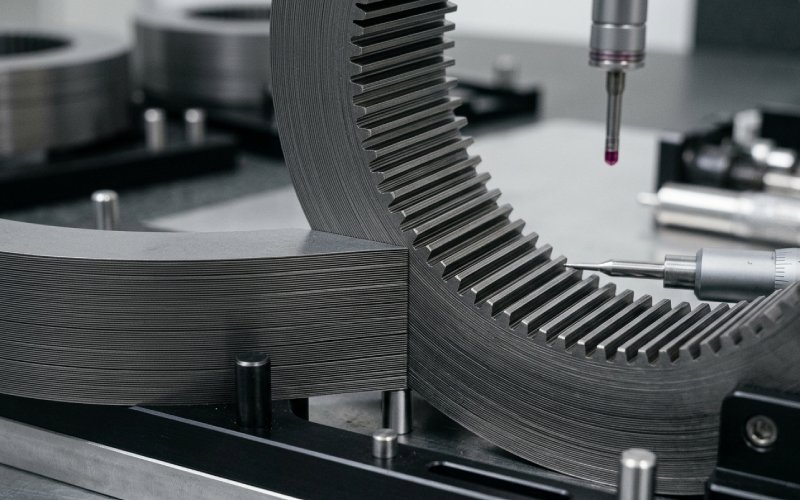
Für frühe Muster ist das Laserschneiden oft der schnellste Weg. Dadurch wird die Vorlaufzeit für die Herstellung von Werkzeugen vermieden und die Käufer können die Passform, die Montagelogik und das Verhalten der ersten Motoren überprüfen. Aber es ist nicht dasselbe wie die Serienproduktion. Beim Laserschneiden wird die Kante durch einen thermischen Mechanismus verändert, beim Stanzen durch einen mechanischen. Diese Verfahren sind nicht gleichwertig. Wenn ein Projekt also später zum progressiven Stanzen übergeht, weisen wir vom ersten Tag an darauf hin, anstatt so zu tun, als ob der Zustand der Prototyp-Kante die ganze Geschichte erzählen würde.
Dies ist bei kleinen Stepperblechen von größerer Bedeutung. Die beschädigte Zone in der Nähe der Schnittkante nimmt einen größeren Teil der Zahnbreite ein, was bedeutet, dass sich Leistungsabweichungen zwischen Muster und Produktion früher als erwartet zeigen können.
Sobald das jährliche Volumen und die Geometrie die Werkzeugherstellung rechtfertigen, wird das Folgeverbundpressen zur stabilen Lösung für kundenspezifische Schrittmotorbleche. Es bietet einen besseren Durchsatz, niedrigere Teilekosten bei großen Stückzahlen und eine engere Konsistenz von Los zu Los. Aber die Beschaffenheit der Matrize wird nun Teil der Motorkonstruktion, ob jemand das nun aufschreibt oder nicht. Stempelspiel, Stempelverschleiß, Bandebenheit und die Handhabung der Beschichtung verändern alle den endgültigen Kern.
Aus diesem Grund konzentriert sich unsere Produktionsprüfung vor der Freigabe auf drei Dinge:
Wenn nicht, korrigieren wir dort. Nicht nach dem Versand.
Dies ist eine der ersten Stellen, an denen wir seriöse Projekte von billigen unterscheiden.
Das Stanzen von Elektroband verändert die magnetischen Eigenschaften in der Nähe der Schnittkante. In Berichten über die Auswirkungen der Elektrostahlherstellung wird berichtet, dass das Stanzen das durchschnittliche Drehmoment verringern und die Kernverluste erhöhen kann. Dieser Effekt ist besonders bei kleineren Elektromaschinen von Bedeutung, bei denen die betroffene Randzone einen größeren Teil des aktiven Bereichs einnimmt. Grate verursachen auch praktische Probleme: Stapelhöhenabweichung, Passungsprobleme und interlaminare Kurzschlüsse, sobald der Kern eingespannt oder geschweißt ist.
Wir behandeln die Gratkontrolle als eine magnetische Frage und gleichzeitig als eine Frage der Dimensionen. Das bedeutet:
Ein Kaschierpaket ist nur zum Teil eine Schneidarbeit. Der Rest ist Fügen.
Die Hauptverbindungsarten für Elektroblechlamellen sind mechanisches Fügen, Schmelzschweißenund Leim- oder Klebemethoden. Jeder Weg löst ein Problem und schafft ein anderes. Schweißen verleiht Festigkeit und Stabilität in der Handhabung. Die mechanische Verriegelung ist für die Produktion effizient. Kleben sorgt für eine gleichmäßigere elektrische Isolierung und schont in der Regel die magnetischen Eigenschaften, erfordert jedoch zusätzliche Material- und Prozesskontrollen. In Berichten über gefügte Elektroblechpakete wird darauf hingewiesen, dass das Fügen die magnetischen Eigenschaften verschlechtern kann, indem die Isolationsbeschichtung beschädigt, die Mikrostruktur verändert, Eigenspannungen hinzugefügt oder interlaminare Leiterbahnen geschaffen werden. Klebeverbindungen weisen oft eine geringere Verschlechterung des Eisenverlusts und des Erregerstroms auf als Schweißverbindungen, können aber je nach Konstruktion und Belastung zu Problemen bei Kosten und Betriebstemperaturen führen.
Hier ist die Kurzfassung, die Käufer in der Regel benötigen:
| Verfahren zum Verbinden | Hauptvorteil | Hauptrisiko | Typische Verwendung bei Beschaffungsentscheidungen |
|---|---|---|---|
| Interlocking | Gute Produktionsgeschwindigkeit, kein zusätzlicher Klebeschritt | Lokale Dehnung, lokales Kurzschlussrisiko, Stack-Factor-Tradeoff an Schleusenpunkten | Volumenprogramme, bei denen Kosten und Durchsatz eine Rolle spielen |
| Schweißen | Hohe mechanische Integrität, gute Handhabung bei der Montage | Wärmebeeinflusste Zone, Isolationsschäden, Eigenspannung | Stapel, die eine stärkere Handhabung oder spätere Bearbeitung erfordern |
| Bindung | Bessere elektrische Isolierung zwischen den Lamellen, leiserer Stapel | Klebstoffkontrolle, Aushärtungskontrolle, zusätzliche Kosten | Projekte, bei denen magnetische Sauberkeit und geringere Vibrationen im Vordergrund stehen |
| Gemischte Route | Ausgewogene Stärke und magnetische Leistung | Mehr zu verwaltende Prozessvariablen | Entwürfe, die sich nicht nur auf eine Methode stützen können |
Wir legen nicht für jeden Motor eine bestimmte Verbindungsstrecke fest. Wir passen die Route an die Zeichnung, die Stapelhöhe, die Rotor- oder Statorfunktion und das Produktionsziel des Käufers an.
Sie sind sich nicht sicher, welche Verbindungsmethode für Ihr Projekt geeignet ist? Senden Sie die Zeichnung und das Zielvolumen. Wir können den Kompromiss überprüfen, bevor die Werkzeugherstellung beginnt.
Bei Hybrid-Schrittmotor-Rotorblechen geht es bei der Stapelgenauigkeit nicht nur um die Höhe. Es geht auch um die Ausrichtung der Zähne. Die Hybridrotorstruktur verwendet zwei verzahnte Rotorabschnitte mit axialer Magnetisierung und einem mechanischen Versatz von einem halben Zahnabstand zwischen den beiden Rotorabschnitten. Dieser Versatz ist Teil des Schrittverhaltens, nicht ein kosmetisches Detail. Wenn die Ausrichtung verrutscht, kann der Motor zwar noch laufen, aber die Anhaltegenauigkeit, die Gleichmäßigkeit des Drehmoments und die Konsistenz von Einheit zu Einheit beginnen zu schwanken.
Aus diesem Grund behandeln wir hybride Schrittrotorstapel anders als allgemeine Motorkerne. Der Aufbau des Stapels muss sowohl die magnetische Absicht als auch die mechanische Indexierung schützen.
Dieser Punkt verdient einen eigenen Abschnitt, da er immer wieder zu Problemen führt.
Ein lasergeschnittener Prototyp kann der richtige erste Schritt sein. Schnell. Flexibel. Nützlich. Aber er sollte dem Käufer nicht als perfekte Vorhersage der gestanzten Produktion verkauft werden. Das Stanzen führt zu mechanischen Kantenbelastungen. Das Laserschneiden führt zu thermischen Kanteneffekten. Das Einspannen und Fügen fügt dann eine weitere Schicht von Veränderungen hinzu. Forschungen über die Auswirkungen der Elektrostahlherstellung und des Fügeverhaltens zeigen, dass diese Schritte die Permeabilität, das Drehmoment, den Verlust und die Erwärmung so stark verändern können, dass sie in realen Maschinen von Bedeutung sind.
Unsere Regel ist klar: Wenn das Projekt skalierbar ist, sprechen wir über den Weg der Skalierung, während der Prototyp noch diskutiert wird.

Bei kundenspezifischen Schrittmotor-Laminierungspaketen hängt die Vorlaufzeit in der Regel weniger von der Laminierungskontur ab, als die Käufer denken. Die größeren Treiber sind:
Wenn Sie einen schnelleren Kostenvoranschlag wünschen, senden Sie uns zu Beginn folgende Angaben: Zeichnung, Materialanforderung, Stapelhöhe, Jahresvolumen, Prototypmenge und ob Sie Rotorstapel, Statorstapel oder beides benötigen.
Motorbleche werden in der Regel aus dünnem nichtorientiertem Elektrostahl mit beidseitiger Isolierbeschichtung hergestellt. Die genaue Dicke und Güteklasse hängen vom Verlustziel, der Werkzeugstrecke und dem Stack-Design ab.
Denn ein massiver Kern ermöglicht größere zirkulierende Ströme und höhere Verluste. Die laminierte Bauweise reduziert die interlaminaren Strompfade und hilft, Wärme und Effizienz zu kontrollieren.
Ja, für erste Muster und zur Geometrievalidierung. Aber lasergeschnittene Muster sollten nicht automatisch als identisch mit gestanzten Serienteilen behandelt werden, da die Kantenbeschaffenheit auf eine andere Weise erzeugt wird.
Es gibt keine universell beste Methode. Schweißen verleiht Festigkeit. Verriegeln erhöht die Produktionseffizienz. Kleben schützt die magnetische Leistung oft besser, erfordert aber eine zusätzliche Kontrolle des Klebstoffs und der Aushärtung. Die richtige Wahl hängt von der Stapelhöhe, den Handhabungsanforderungen, dem Verlustziel und dem Produktionsvolumen ab.
Denn Grate beeinträchtigen nicht nur das Aussehen. Sie können die Stapelhöhe stören, die Montage erschweren und kurze Wege zwischen den Lamellen schaffen. Bei kleineren Motoren nehmen Beschädigungen an den Schnittkanten einen größeren Teil des aktiven Bereichs ein, so dass sich die Auswirkungen schneller bemerkbar machen können.
Wir empfehlen die Zusendung der 2D-Zeichnung oder DXF, der Stapelhöhe, der Materialanforderung, des Jahresvolumens, der Prototypenmenge und der bevorzugten Verbindungsmethode, falls bereits definiert.
Ja. Bei den meisten Projekten ist es besser, beide Phasen gemeinsam zu prüfen, damit der Weg des Prototyps nicht zu weit vom Weg der Produktion abweicht.
Wenn Sie ein Hersteller von Schrittmotor-Lamellen für Rotorbleche, Statorbleche, oder komplette Laminierungsstapel, Senden Sie uns Ihre Zeichnung und Projektziele.
Wir können überprüfen:
Senden Sie Ihr RFQ noch heute für eine Zeichnungsprüfung und ein Fertigungsfeedback zu Ihrem kundenspezifischen Schrittmotor-Laminierungsprojekt.